
空心旋锻轴钢管生产工艺.pdf

一吃****继勇

1/8
2/8
3/8

4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
空心旋锻轴钢管生产工艺.pdf
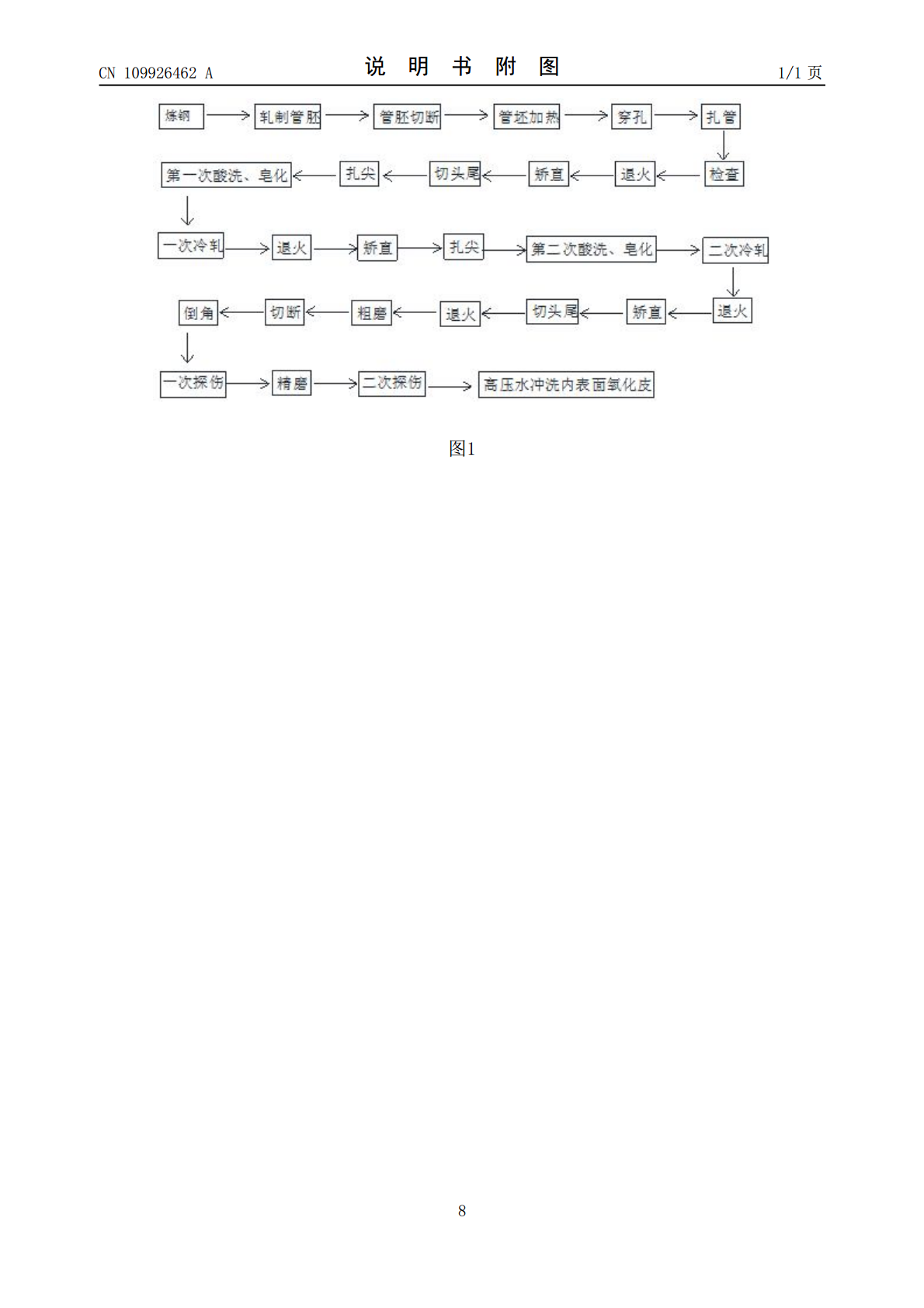
本发明提供了一种空心旋锻轴钢管生产工艺,包括以下步骤:1)将切头尾后的钢管进行酸洗、磷皂化;2)钢管经上下两道轧辊来回多次的冷轧;3)将不锈钢管送入退火炉,退火炉内的温度为:1020~1050℃;4)对退火后的钢管进行矫直处理,其直线度≤5mm/m;5)对矫直后的钢管进行扎尖;6)对扎尖后的钢管再次进行酸洗、磷皂化;7)将酸洗及磷皂化后的钢管再次经上下两道轧辊来回多次的冷轧;8)将二次冷轧后的钢管进行退火处理;9)对退火后的钢管进行矫直;10)切除钢管头部或尾部多余的部分。本发明采用两次冷轧工艺来代替冷拔

基于Forge的汽车空心EPS转向轴旋锻成形数值模拟及工艺优化.pptx
汇报人:目录PARTONEPARTTWOForge的特点Forge的应用领域Forge的优势PARTTHREE数值模拟技术介绍汽车空心EPS转向轴旋锻成形模拟过程模拟结果分析模拟结果与实际生产的对比PARTFOUR工艺优化方法介绍基于Forge的工艺优化过程优化结果分析优化结果在实际生产中的应用PARTFIVE案例一:某汽车零部件企业的应用案例案例二:某锻造企业的应用案例案例三:某高校实验室的应用案例PARTSIXForge技术的未来发展方向Forge在汽车空心EPS转向轴旋锻成形中的潜在应用价值Forg

一种小型轴类旋锻装置.pdf
本发明公开了一种小型轴类旋锻装置,涉及轴类旋锻设备领域,包括装置底座,所述装置底座的上方设有外罩,所述所述装置底座的顶面上设有对称设置的两组传动装置,对称设置的所述传动装置之间设有旋锻装置,所述传动装置的面且位于装置底座的顶面上设有电机动力装置,所述电机动力装置用于带动传动装置并最终带动旋锻装置对轴进行旋锻,该发明设置的传动装置以及旋锻装置互相配合,三件旋锻板在进行旋锻的过程中能通过施加的力实现对轴类限位,即使外部的转动夹爪的转动轴线出现偏移也会被旋锻板校正,保证轴的圆度;旋锻板在旋锻时为不易产生振动等影
一种轴类件盲孔径向旋锻精锻工艺及径向旋锻装置.pdf
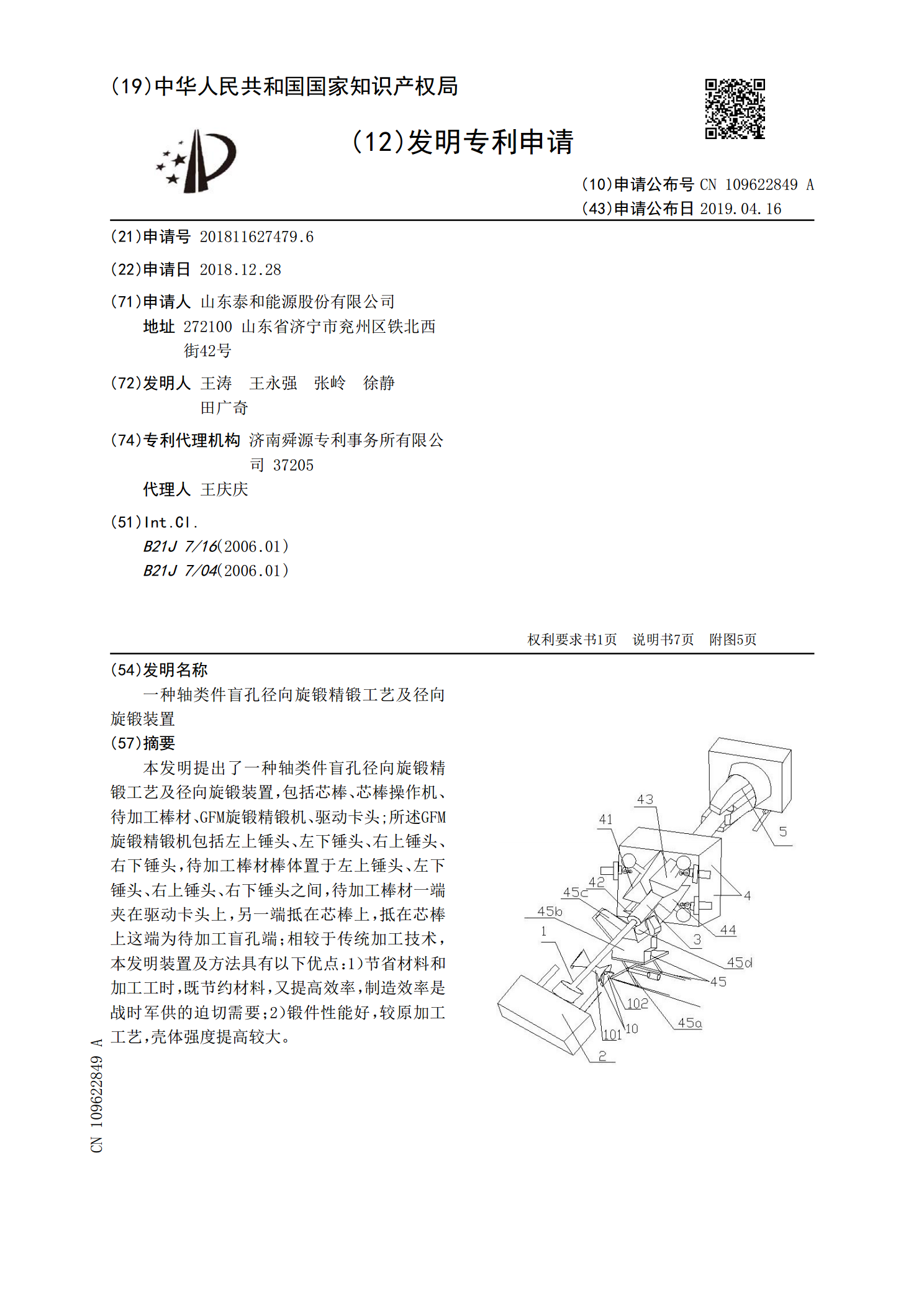
本发明提出了一种轴类件盲孔径向旋锻精锻工艺及径向旋锻装置,包括芯棒、芯棒操作机、待加工棒材、GFM旋锻精锻机、驱动卡头;所述GFM旋锻精锻机包括左上锤头、左下锤头、右上锤头、右下锤头,待加工棒材棒体置于左上锤头、左下锤头、右上锤头、右下锤头之间,待加工棒材一端夹在驱动卡头上,另一端抵在芯棒上,抵在芯棒上这端为待加工盲孔端;相较于传统加工技术,本发明装置及方法具有以下优点:1)节省材料和加工工时,既节约材料,又提高效率,制造效率是战时军供的迫切需要;2)锻件性能好,较原加工工艺,壳体强度提高较大。

旋锻轴类零件上料工装.pdf
本申请公开了一种旋锻轴类零件上料工装,其属于夹持工装领域,包括:连接板、基座、转杆、电机、螺杆、夹爪;基座固定于连接板下方;转杆转动连接于基座上;电机固定在基座内,用于驱动转杆旋转;螺杆分设于转杆两端,两个螺杆的旋向相反;夹爪包含滑块、移动块、夹持件;基座上设有多个定位滑槽,定位滑槽位于开口两侧;滑块螺纹连接在螺杆上,且两侧嵌入定位滑槽内;与两个螺杆对应的两个滑块底端分别固定连接一移动块,两个移动块对称设置;移动上固定有夹持件,夹持件具有相交设置的第一斜面与第二斜面,二者之间形成一凹陷空间。本申请的有益效