
一种用于砂轮精加工的孔径车削刀具及其加工方法.pdf

a是****澜吖

1/6

2/6

3/6

4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于砂轮精加工的孔径车削刀具及其加工方法.pdf
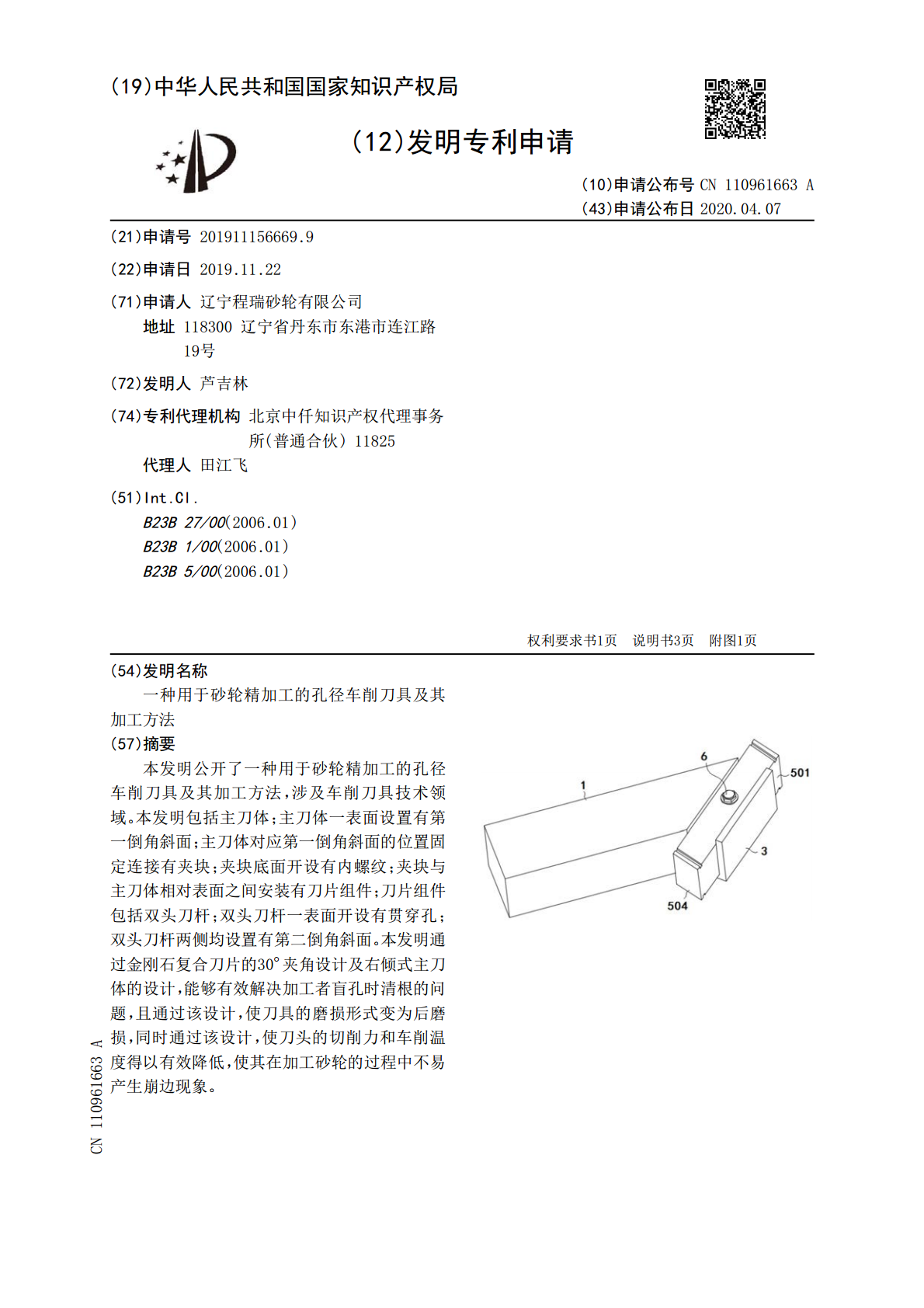
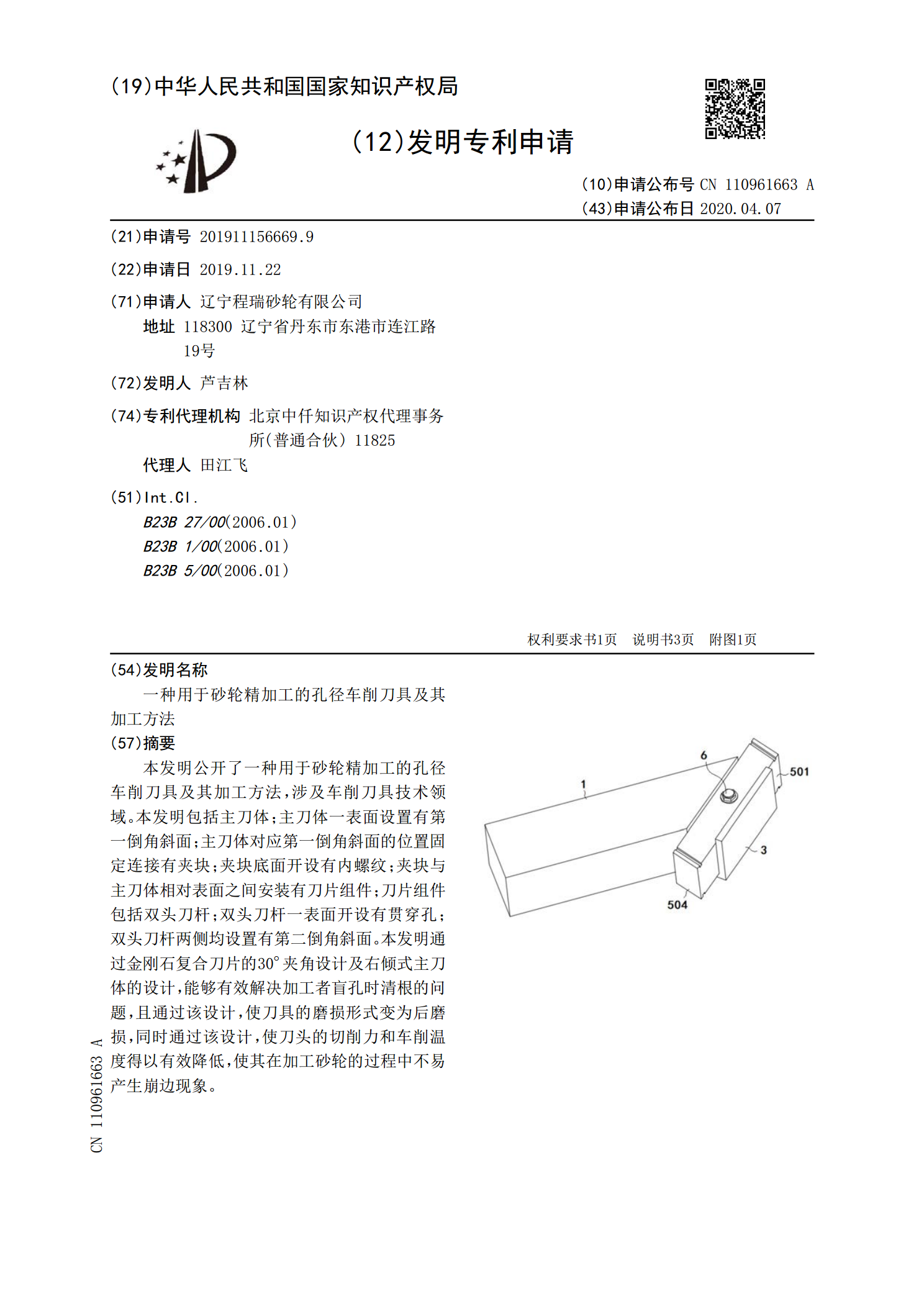
本发明公开了一种用于砂轮精加工的孔径车削刀具及其加工方法,涉及车削刀具技术领域。本发明包括主刀体;主刀体一表面设置有第一倒角斜面;主刀体对应第一倒角斜面的位置固定连接有夹块;夹块底面开设有内螺纹;夹块与主刀体相对表面之间安装有刀片组件;刀片组件包括双头刀杆;双头刀杆一表面开设有贯穿孔;双头刀杆两侧均设置有第二倒角斜面。本发明通过金刚石复合刀片的30°夹角设计及右倾式主刀体的设计,能够有效解决加工者盲孔时清根的问题,且通过该设计,使刀具的磨损形式变为后磨损,同时通过该设计,使刀头的切削力和车削温度得以有效降

介绍一种阶梯孔精加工的方法及其刀具.docx
介绍一种阶梯孔精加工的方法及其刀具阶梯孔是一种逐层加深的孔洞结构,常用于模具、汽车零部件、航空航天领域等高精度机械制造中。由于孔深不一,加工难度较大,因此需要采用特殊的阶梯孔精加工方法和刀具。一、阶梯孔的加工方法阶梯孔的形状复杂,分层精度高,对加工工艺和加工精度要求较高。一般采用的阶梯孔精加工方法有数控铣削、线切割、电火花加工等。本文介绍一种新型的阶梯孔钻孔加工方法——刀柄搭配多刃麻花钻。1.多刃麻花钻多刃麻花钻是一种新型立式钻孔刀具,与普通的钻孔刀具不同,它有多个划分成多个切割齿,每个切割齿都有小的楔角

超精加工砂轮、使用该砂轮的超精加工方法和球轴承.pdf
本发明涉及一种超精加工砂轮、使用该砂轮的超精加工方法以及球轴承。该砂轮(10)在前端部(11)具有大致呈V字状相交的第一倾斜面(12a)和第二倾斜面(12b),该第一倾斜面(12a)和第二倾斜面(12b)从厚度方向观察时,相对于从中央部向两侧的跨度方向,以3°以上且5°以下的倾斜角延伸。第一倾斜面(12a)和第二倾斜面(12b)具有从跨度方向观察时呈圆弧形的形状。另外,砂轮(10)是通过陶瓷结合剂将由对工件具有化学反应性但不有切削性的软质磨料和对工件具有切削性的硬便质磨料构成的复合磨料结合而成。

用于微孔铰挤精加工的复合刀具.pdf
本申请公开了用于微孔铰挤精加工的复合刀具,其包括铰削刃、挤光部以及柄部;所述挤光部连接在铰削刃与柄部之间;所述铰削刃的直径小于待加工的微孔直径,所述铰削刃设置左螺旋结构;所述挤光部的最大直径等于待加工的微孔直径。本申请能够提高微孔孔壁加工质量和孔径一致性。

用于机床刀具加工的高速磨砂轮.pdf
用于机床刀具加工的高速磨砂轮,包括安装盘(1),安装盘(1)的轴心上设置有轴孔(2),其特征在于:所述安装盘(1)的外圆周上套有固定钢圈(5),固定钢圈(5)的表面上设置有稳固孔(6),固定钢圈(5)与固定钢圈(5)固定为一个整体,固定钢圈(5)的外圆周上固定有磨砂圈(7),磨砂圈(7)的内侧面嵌入在稳固孔(6)内,轴孔(2)的外侧圆周上设置有均匀一个以上的楔形键槽(3),本发明有效地解决了磨砂轮在长期高速旋转打磨使用后很容易出现松动的问题,转动精度高,耐磨性能能好,提高了对机床刀具的打磨效果,使用寿命得