
一种铝合金水冷电机壳搅拌摩擦焊接方法.pdf

邻家****曼玉


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝合金水冷电机壳搅拌摩擦焊接方法.pdf
本发明属于零部件焊接技术领域,公开了一种铝合金水冷电机壳搅拌摩擦焊接方法,旨在解决搅拌摩擦焊焊后匙孔的修复问题,包括:选取在壳体一侧上并与之组对的两块封板相邻端之间且重合于壳体上的一个待加工螺纹孔位置钻出盲孔;采用搅拌摩擦焊并根据预设焊接轨迹分别进行两块封板焊接,且使两块封板各自的收焊匙孔均与盲孔重合;将该盲孔机加工为螺纹孔,并机加工出壳体上余下的螺纹孔;重复前述步骤,对壳体另一侧进行加工。本发明方法可以避开搅拌摩擦焊的焊后匙孔修复问题,并有效的减少了加工时间,提升了生产效率,使水冷电机壳在焊后获得更高的
一种铝合金框体的搅拌摩擦焊接夹具及焊接方法.pdf
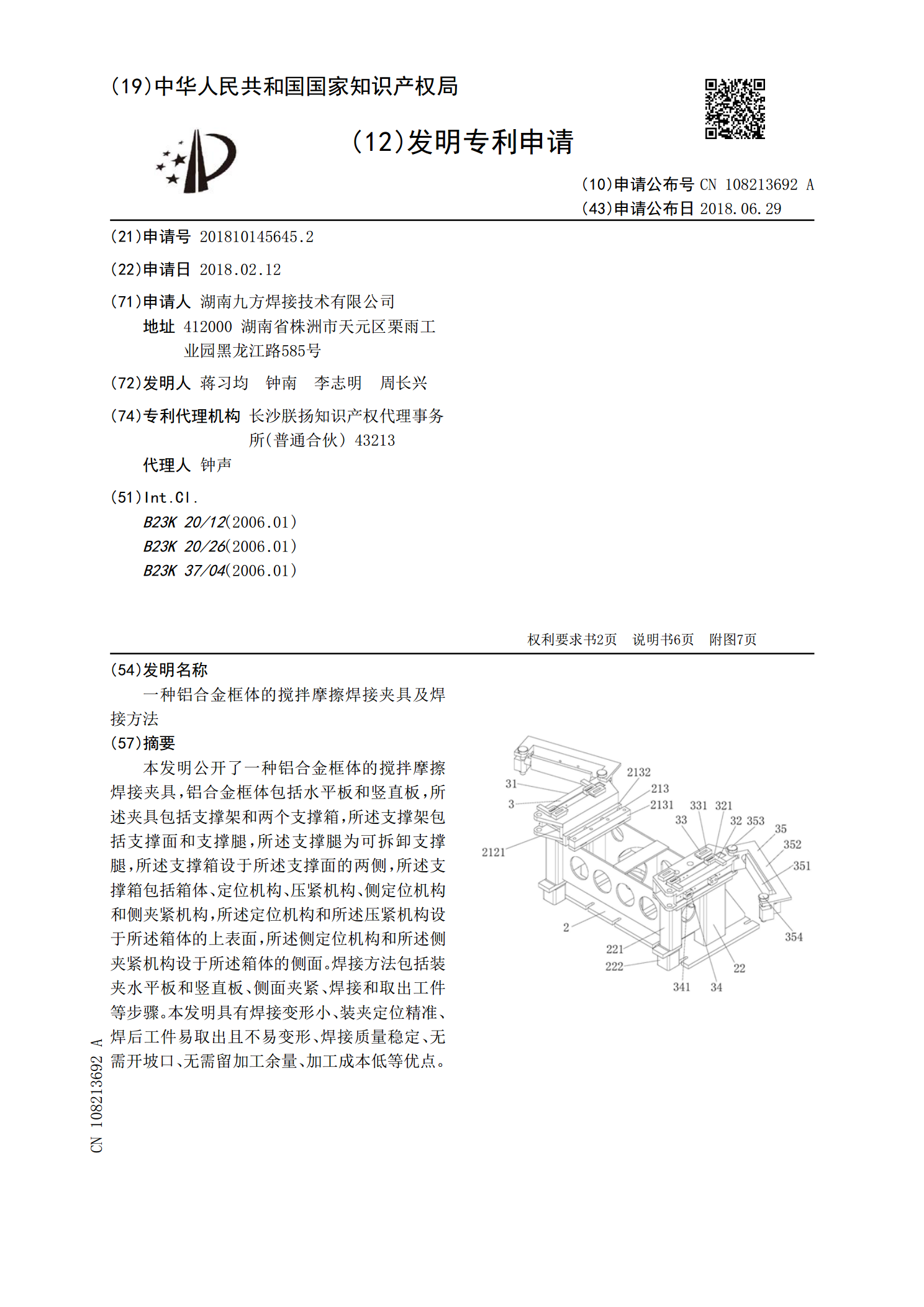
本发明公开了一种铝合金框体的搅拌摩擦焊接夹具,铝合金框体包括水平板和竖直板,所述夹具包括支撑架和两个支撑箱,所述支撑架包括支撑面和支撑腿,所述支撑腿为可拆卸支撑腿,所述支撑箱设于所述支撑面的两侧,所述支撑箱包括箱体、定位机构、压紧机构、侧定位机构和侧夹紧机构,所述定位机构和所述压紧机构设于所述箱体的上表面,所述侧定位机构和所述侧夹紧机构设于所述箱体的侧面。焊接方法包括装夹水平板和竖直板、侧面夹紧、焊接和取出工件等步骤。本发明具有焊接变形小、装夹定位精准、焊后工件易取出且不易变形、焊接质量稳定、无需开坡口、
一种铍铝合金板的搅拌摩擦焊接方法.pdf
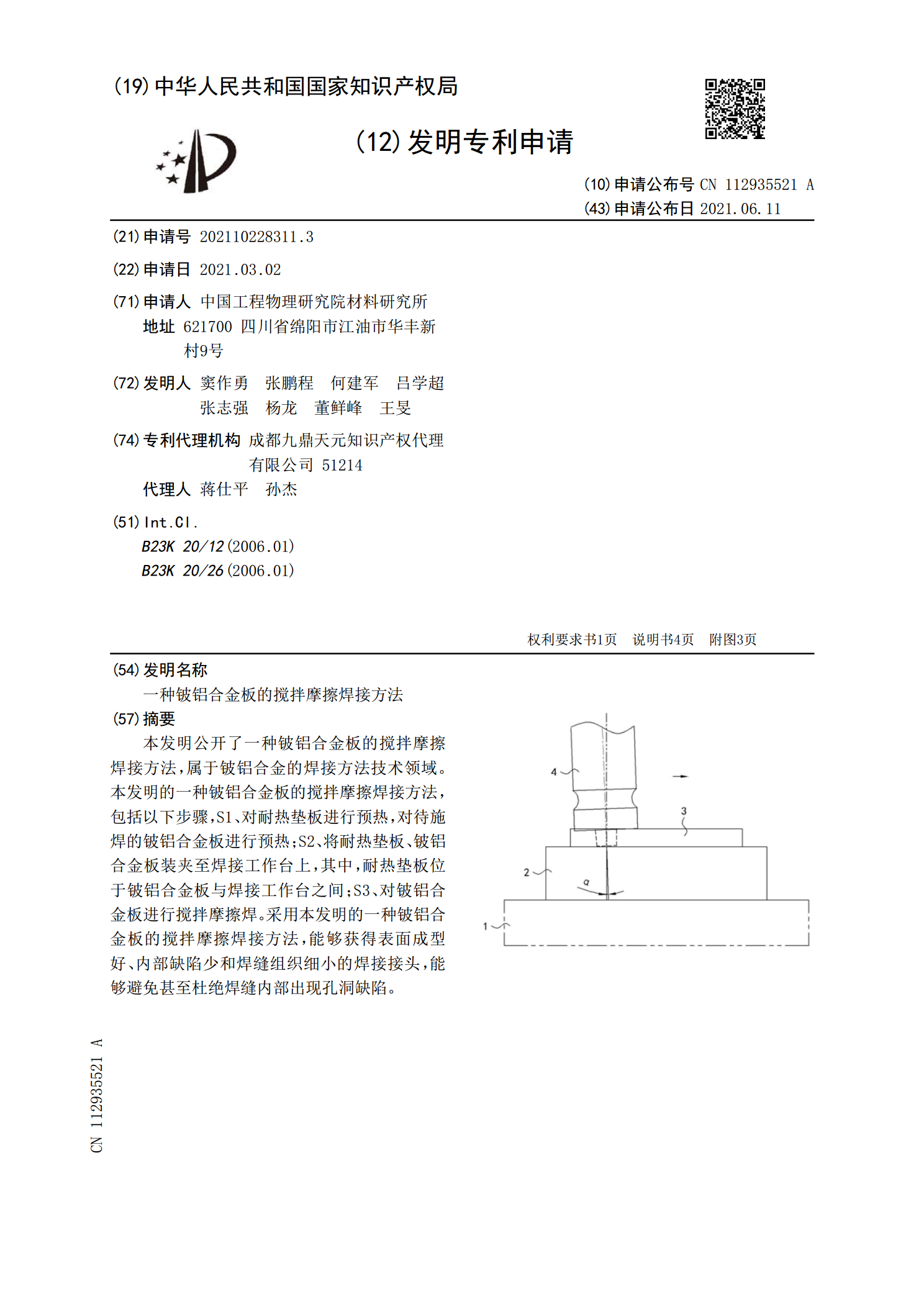
本发明公开了一种铍铝合金板的搅拌摩擦焊接方法,属于铍铝合金的焊接方法技术领域。本发明的一种铍铝合金板的搅拌摩擦焊接方法,包括以下步骤,S1、对耐热垫板进行预热,对待施焊的铍铝合金板进行预热;S2、将耐热垫板、铍铝合金板装夹至焊接工作台上,其中,耐热垫板位于铍铝合金板与焊接工作台之间;S3、对铍铝合金板进行搅拌摩擦焊。采用本发明的一种铍铝合金板的搅拌摩擦焊接方法,能够获得表面成型好、内部缺陷少和焊缝组织细小的焊接接头,能够避免甚至杜绝焊缝内部出现孔洞缺陷。
一种提升铝合金搅拌摩擦焊接热力耦合的方法.pdf
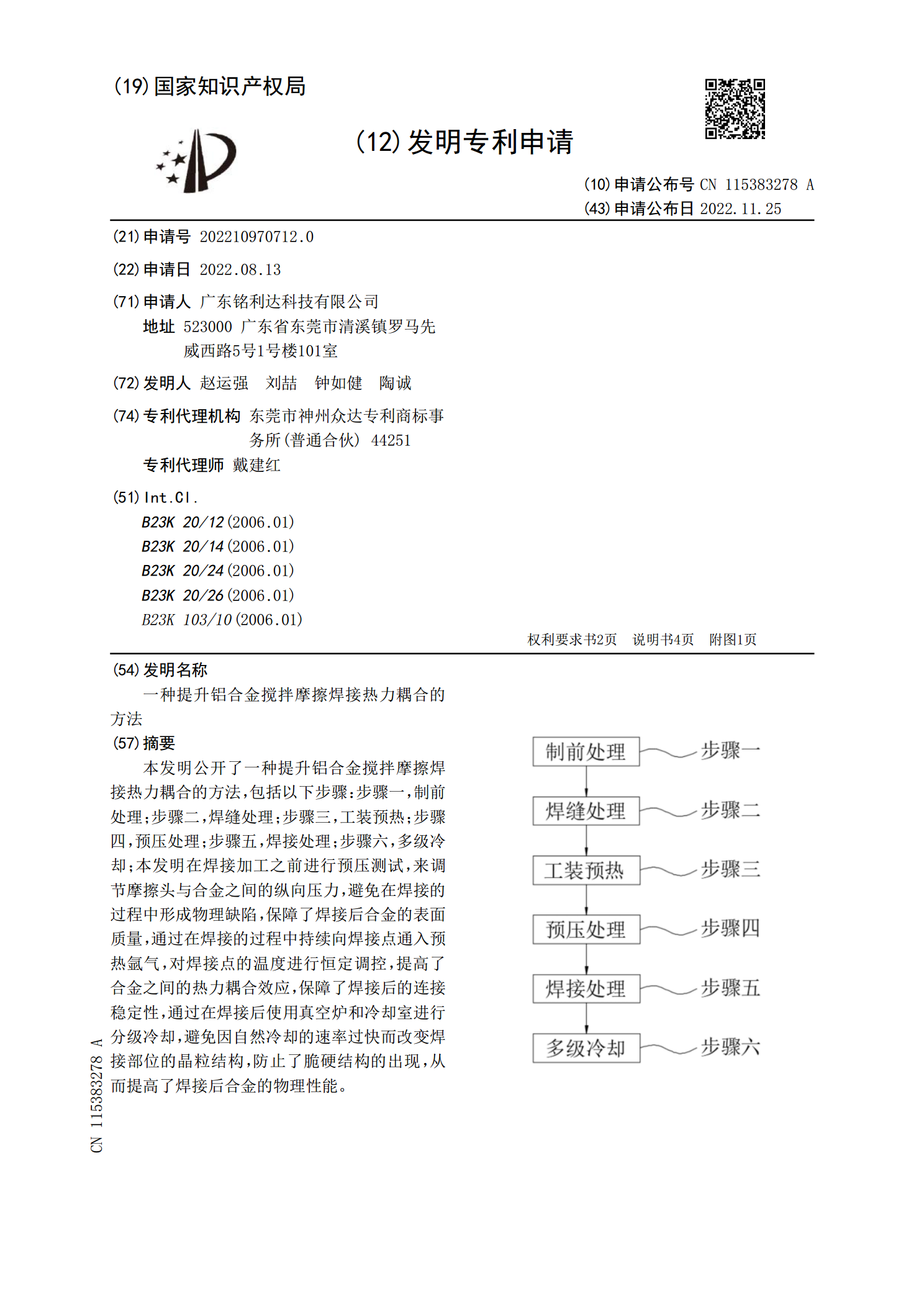
本发明公开了一种提升铝合金搅拌摩擦焊接热力耦合的方法,包括以下步骤:步骤一,制前处理;步骤二,焊缝处理;步骤三,工装预热;步骤四,预压处理;步骤五,焊接处理;步骤六,多级冷却;本发明在焊接加工之前进行预压测试,来调节摩擦头与合金之间的纵向压力,避免在焊接的过程中形成物理缺陷,保障了焊接后合金的表面质量,通过在焊接的过程中持续向焊接点通入预热氩气,对焊接点的温度进行恒定调控,提高了合金之间的热力耦合效应,保障了焊接后的连接稳定性,通过在焊接后使用真空炉和冷却室进行分级冷却,避免因自然冷却的速率过快而改变焊接

一种薄壁电机壳的搅拌摩擦焊焊接工艺.pdf
本发明属于铝合金焊接技术领域,涉及一种薄壁电机壳的搅拌摩擦焊焊接工艺,通过在电机壳体端面螺纹孔的位置加工φ3mm圆孔,使得匙孔的位置和螺纹孔的位置重合,再根据预计的焊接轨迹进行搅拌摩擦焊,将封板焊接在对应的水道上,并将搅拌摩擦焊的匙孔留在圆孔的位置,这样后续通过机加工就不用后续处理匙孔的工艺步骤,减少了补焊匙孔的工序,有效的减少了加工时间,提高了电机壳体的生产节拍。