
一种薄壁电机壳的搅拌摩擦焊焊接工艺.pdf

书生****66


1/8

2/8

3/8

4/8

5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种薄壁电机壳的搅拌摩擦焊焊接工艺.pdf
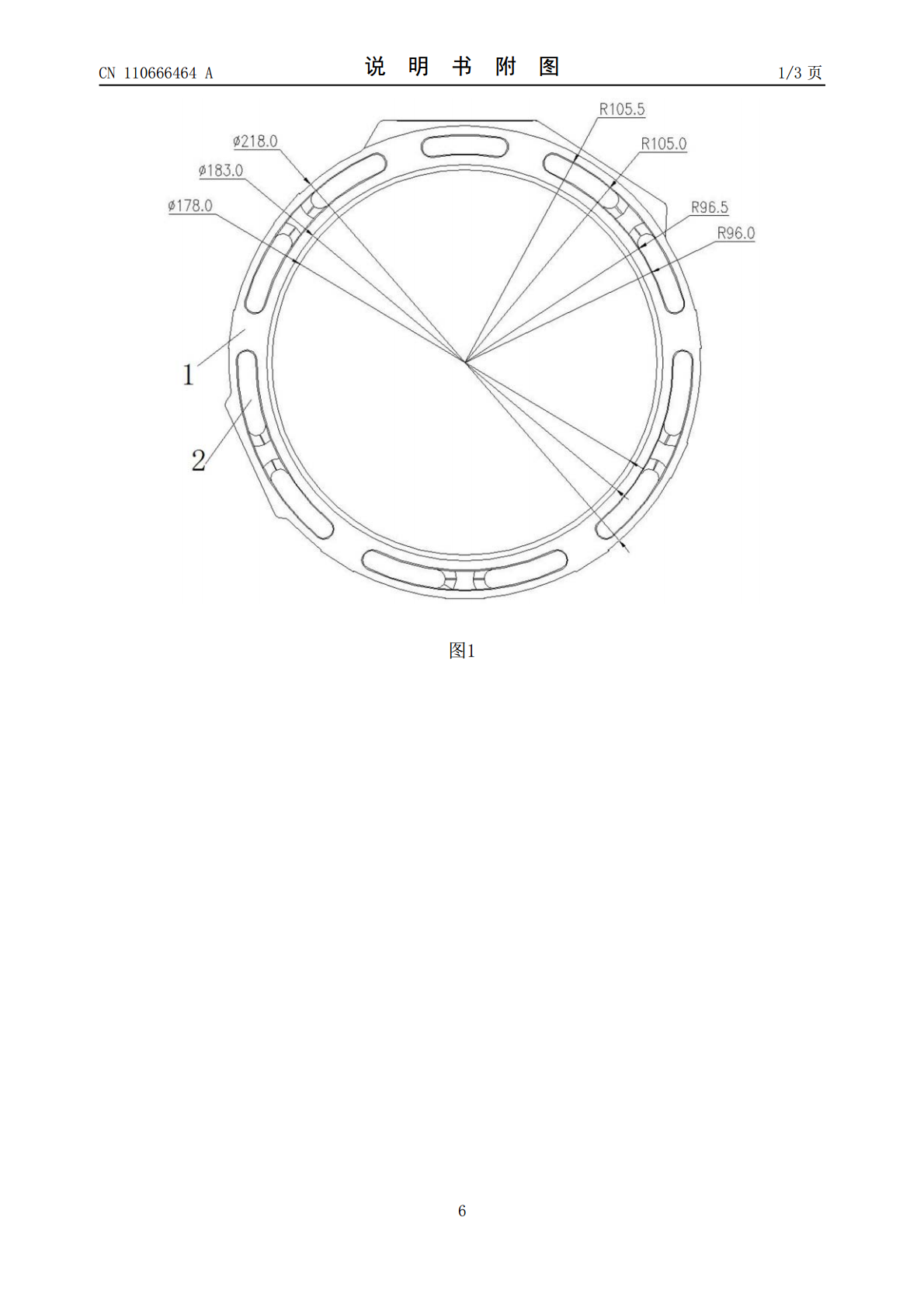
本发明属于铝合金焊接技术领域,涉及一种薄壁电机壳的搅拌摩擦焊焊接工艺,通过在电机壳体端面螺纹孔的位置加工φ3mm圆孔,使得匙孔的位置和螺纹孔的位置重合,再根据预计的焊接轨迹进行搅拌摩擦焊,将封板焊接在对应的水道上,并将搅拌摩擦焊的匙孔留在圆孔的位置,这样后续通过机加工就不用后续处理匙孔的工艺步骤,减少了补焊匙孔的工序,有效的减少了加工时间,提高了电机壳体的生产节拍。
一种长焊缝搅拌摩擦焊设备及搅拌摩擦焊接方法.pdf
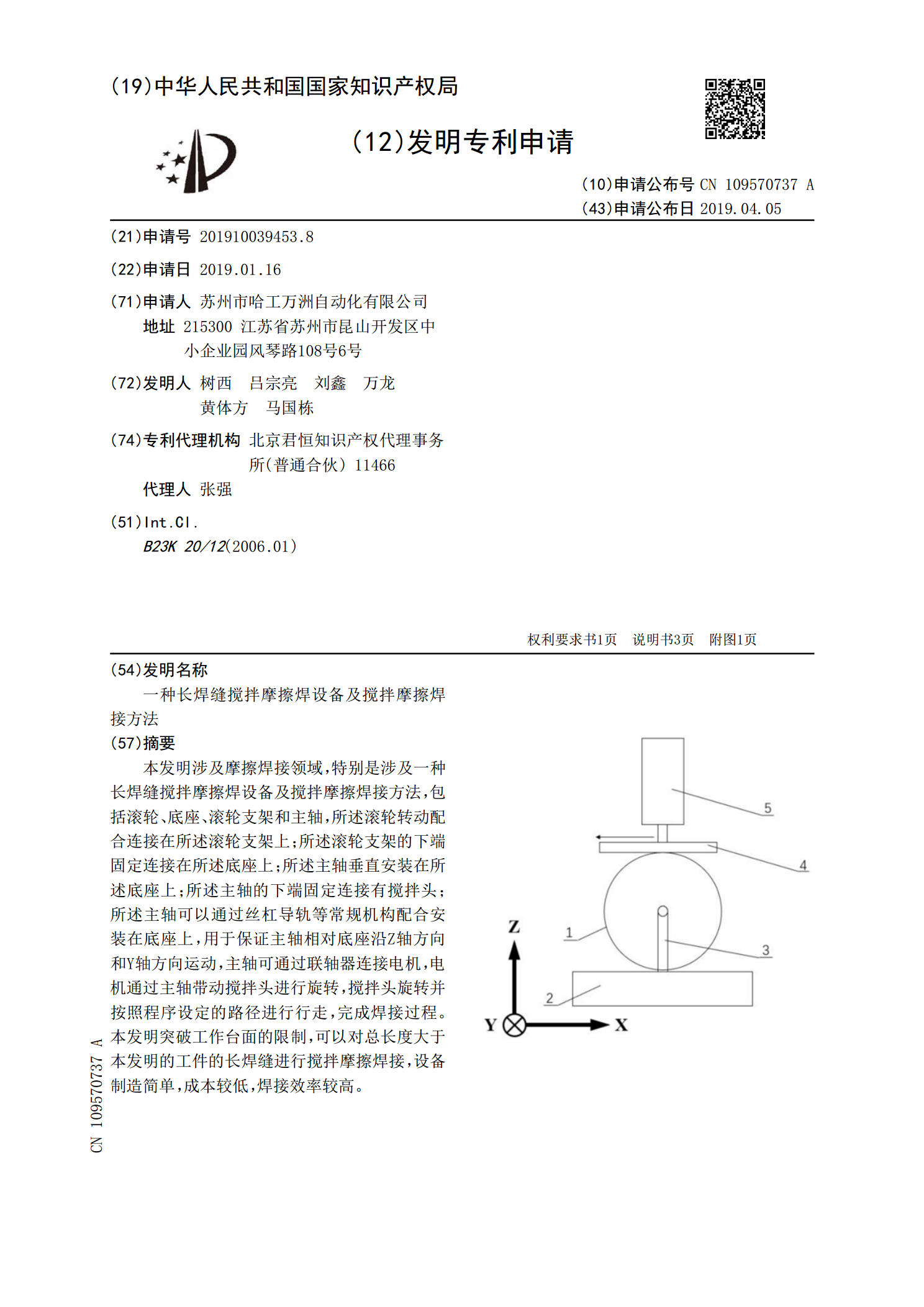
本发明涉及摩擦焊接领域,特别是涉及一种长焊缝搅拌摩擦焊设备及搅拌摩擦焊接方法,包括滚轮、底座、滚轮支架和主轴,所述滚轮转动配合连接在所述滚轮支架上;所述滚轮支架的下端固定连接在所述底座上;所述主轴垂直安装在所述底座上;所述主轴的下端固定连接有搅拌头;所述主轴可以通过丝杠导轨等常规机构配合安装在底座上,用于保证主轴相对底座沿Z轴方向和Y轴方向运动,主轴可通过联轴器连接电机,电机通过主轴带动搅拌头进行旋转,搅拌头旋转并按照程序设定的路径进行行走,完成焊接过程。本发明突破工作台面的限制,可以对总长度大于本发明的
一种用于密闭箱体结构的搅拌摩擦焊的焊接工艺.pdf
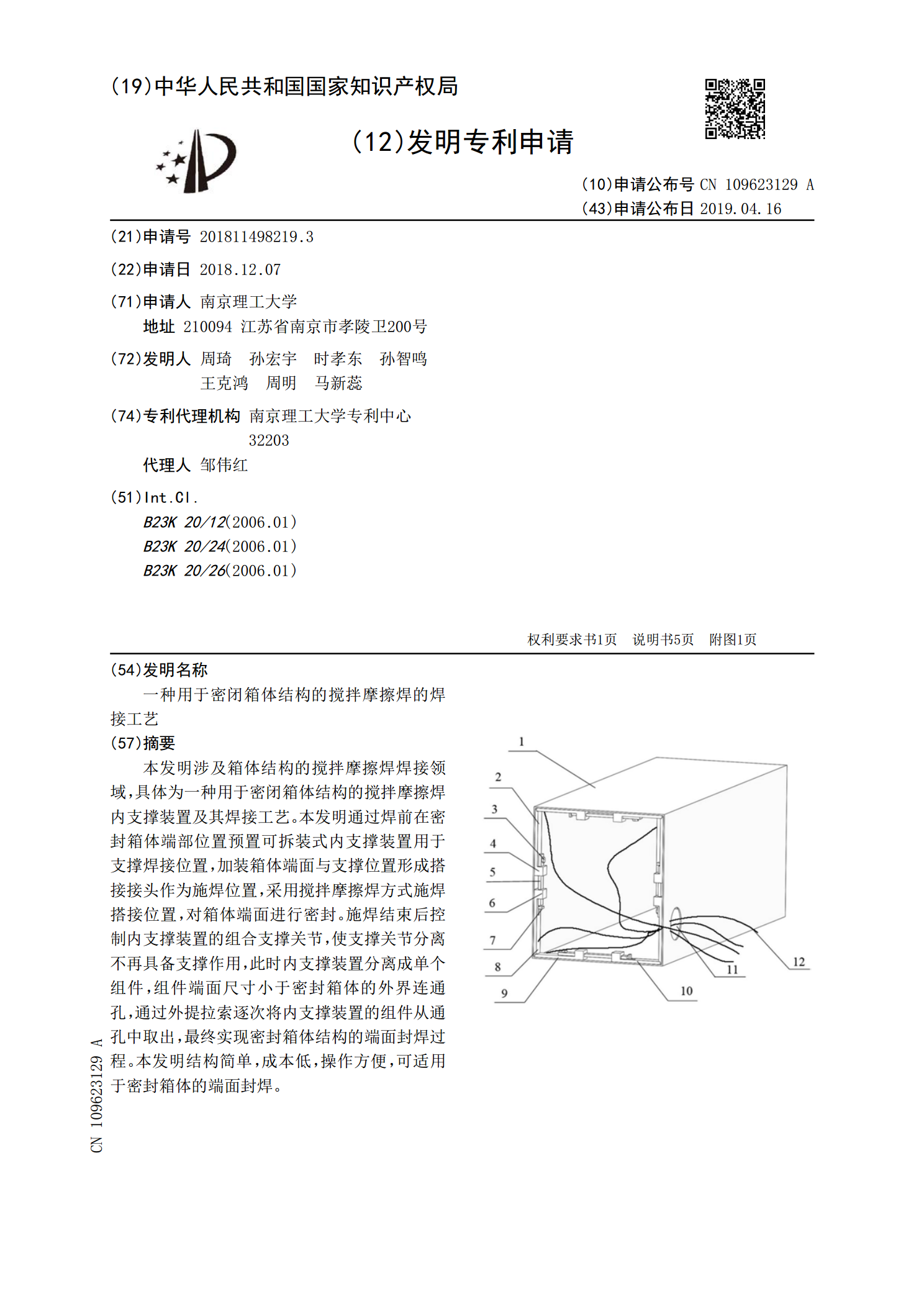
本发明涉及箱体结构的搅拌摩擦焊焊接领域,具体为一种用于密闭箱体结构的搅拌摩擦焊内支撑装置及其焊接工艺。本发明通过焊前在密封箱体端部位置预置可拆装式内支撑装置用于支撑焊接位置,加装箱体端面与支撑位置形成搭接接头作为施焊位置,采用搅拌摩擦焊方式施焊搭接位置,对箱体端面进行密封。施焊结束后控制内支撑装置的组合支撑关节,使支撑关节分离不再具备支撑作用,此时内支撑装置分离成单个组件,组件端面尺寸小于密封箱体的外界连通孔,通过外提拉索逐次将内支撑装置的组件从通孔中取出,最终实现密封箱体结构的端面封焊过程。本发明结构简

一种搅拌摩擦焊焊接轮毂的夹具.pdf
本发明公开了一种搅拌摩擦焊焊接轮毂的夹具,包括驱动夹具转动的转轴,需要焊接的轮毂套设于该转轴上,在该转轴上设置有用于夹紧轮毂的夹紧结构,其特征在于:从轮毂的一侧穿入轮毂内的支撑装置,该支撑装置包括有可径向伸展从而对轮毂内壁进行支撑的支撑盘。本发明通过支撑装置从轮毂的一侧穿入轮毂内,在轮毂装夹后,支撑盘径向伸展,从而对需要焊接处的轮毂内壁进行支撑,提供搅拌摩擦焊接需求,由于支撑盘可以径向进行伸展,故不受轮毂中间部分直径较小而两边直径较大的约束,另外,支撑装置只需单端进行插入轮毂内壁,因此,安装轮毂时,只需将

一种用于搅拌摩擦焊的焊接平台.pdf
本发明提供了一种用于搅拌摩擦焊的焊接平台,包括支架、端部夹持机构以及压紧机构;所述支架上设有用于放置地板的台面;所述台面包括沿支架长度方向设置的多根横梁以及沿支架宽度方向设置的多根纵梁;所述横梁设置在支架上;所述纵梁滑动设置在横梁上;所述端部夹持机构包括第一端部夹持单件和第二端部夹持单件,所述第一端部夹持单件和第二端部夹持单件设置在位于支架长度方向的两端,第一端部夹持单件和第二端部夹持单件的组合用于对台面上的地板的两端进行限位;所述压紧机构设置在支架长度方向的一侧或两侧,用于压紧台面上的地板。本发明提供的