
金属注射成形烧结后压制二次成型装置.pdf

静芙****可爱

1/10

2/10
3/10

4/10

5/10
6/10
7/10

8/10

9/10
10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
金属注射成形烧结后压制二次成型装置.pdf
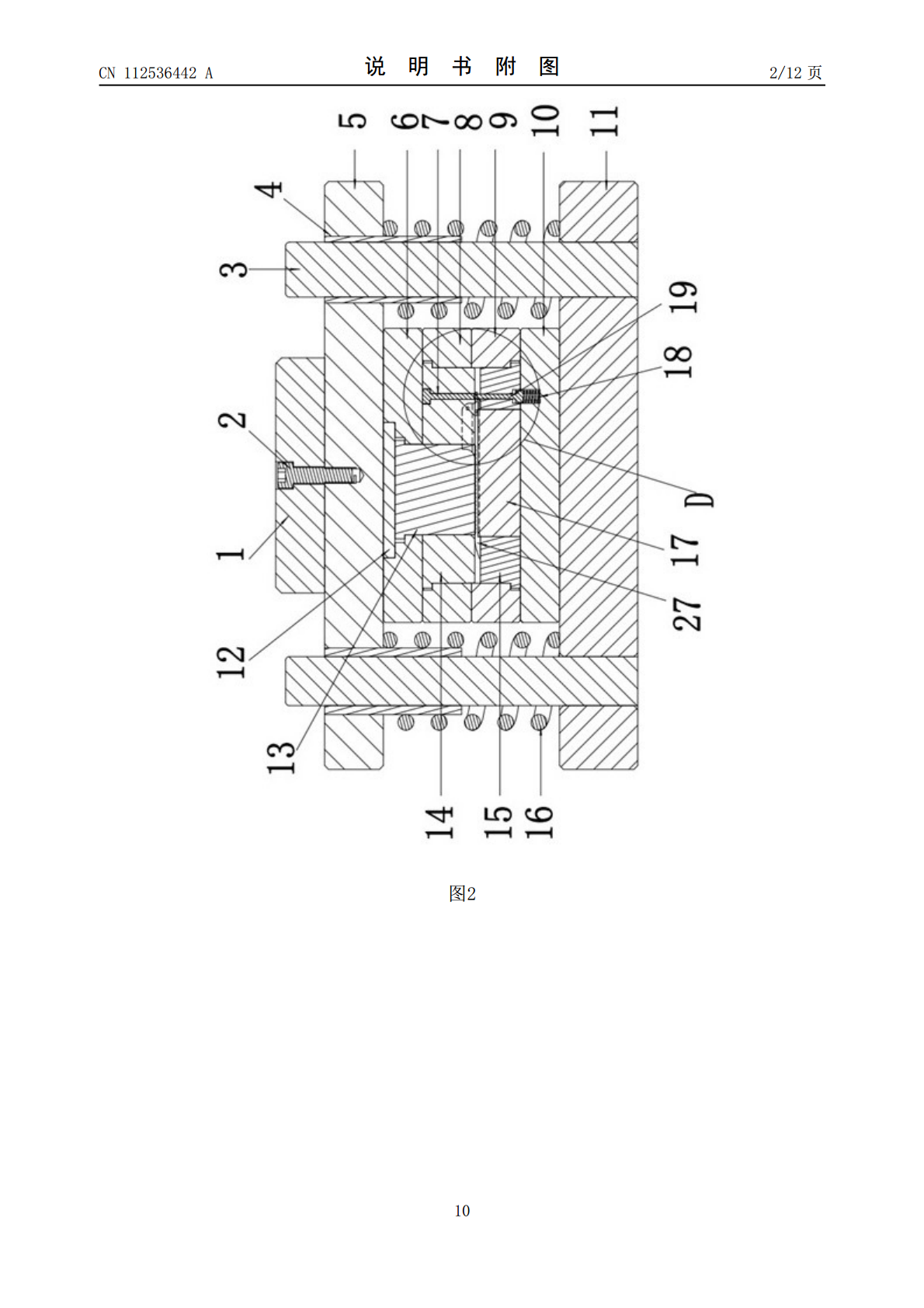
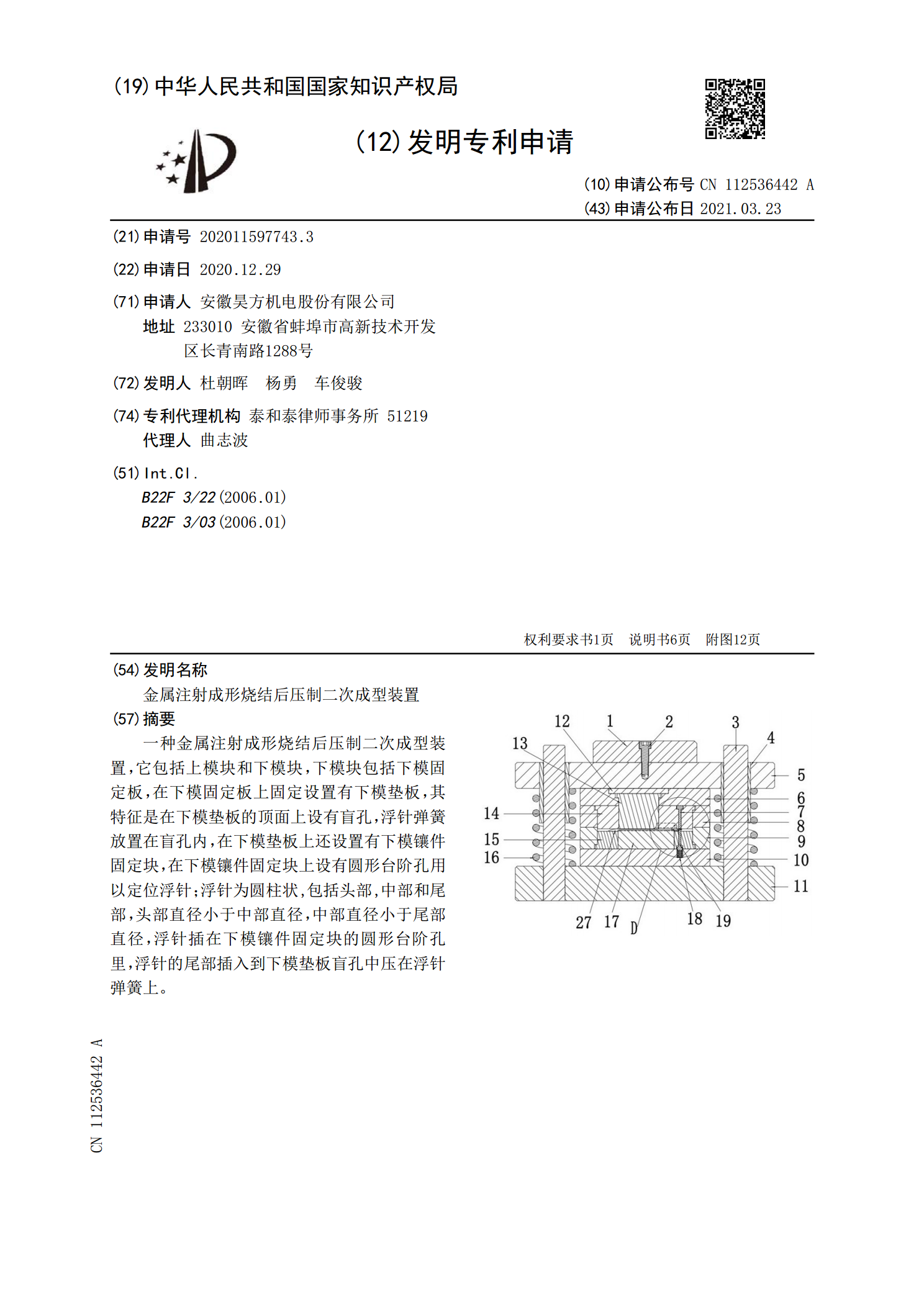
一种金属注射成形烧结后压制二次成型装置,它包括上模块和下模块,下模块包括下模固定板,在下模固定板上固定设置有下模垫板,其特征是在下模垫板的顶面上设有盲孔,浮针弹簧放置在盲孔内,在下模垫板上还设置有下模镶件固定块,在下模镶件固定块上设有圆形台阶孔用以定位浮针;浮针为圆柱状,包括头部,中部和尾部,头部直径小于中部直径,中部直径小于尾部直径,浮针插在下模镶件固定块的圆形台阶孔里,浮针的尾部插入到下模垫板盲孔中压在浮针弹簧上。
金属粉末注射成型真空脱脂烧结炉定向气流装置.pdf
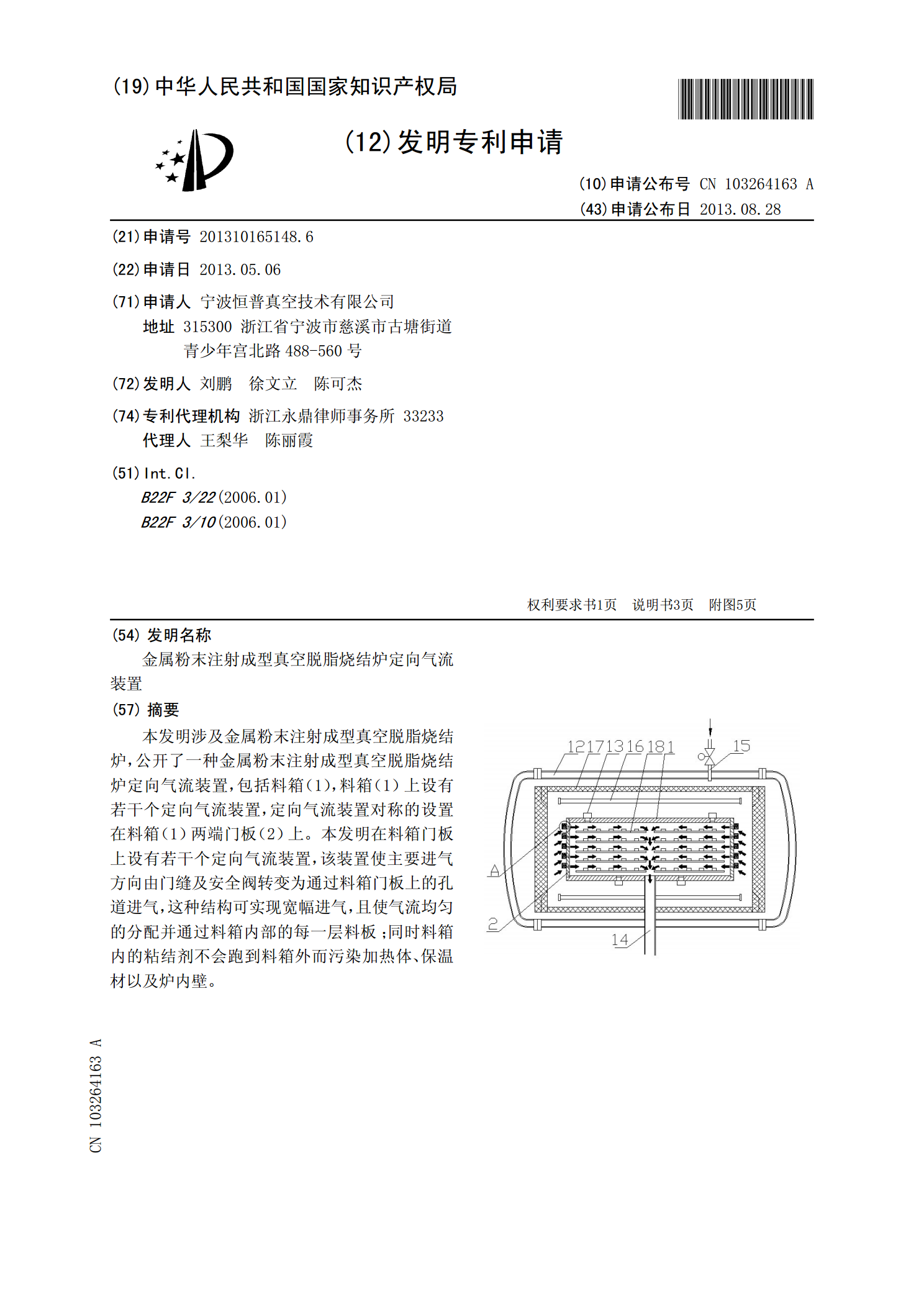
本发明涉及金属粉末注射成型真空脱脂烧结炉,公开了一种金属粉末注射成型真空脱脂烧结炉定向气流装置,包括料箱(1),料箱(1)上设有若干个定向气流装置,定向气流装置对称的设置在料箱(1)两端门板(2)上。本发明在料箱门板上设有若干个定向气流装置,该装置使主要进气方向由门缝及安全阀转变为通过料箱门板上的孔道进气,这种结构可实现宽幅进气,且使气流均匀的分配并通过料箱内部的每一层料板;同时料箱内的粘结剂不会跑到料箱外而污染加热体、保温材以及炉内壁。

金属粉末注射成形真空脱脂烧结炉料箱夹层宽幅进气装置.pdf
本发明涉及金属粉末注射成形真空脱脂烧结炉,公开了一种金属粉末注射成形真空脱脂烧结炉料箱夹层宽幅进气装置,包括料箱,料箱上设有料箱夹层进气装置。本发明设有料箱夹层进气装置,该装置可使气流均匀的通过料箱内每一层料板,保证料箱内零件的粘结剂都能均匀彻底的被带走,从而实现提高零件烧结后的性能及其一致性等效果,例如烧结后零件密度等性能相应提高,零件尺寸大小、密度高低等参数的一致性也相应提高;该结构在立柱内部设有通孔,外接的进气管道即可通过通孔与气体聚集夹层相通,保证了在原有结构基本不变的情况下,仍能满足实现提高零件

多区域气氛控制金属注射成形真空烧结炉.pdf
本发明公开了一种多区域气氛控制金属注射成形真空烧结炉,包括料箱、料板、进气阀、导流孔、汇流槽及出气管,料箱上开设有进气口,进气口连通设置有进气阀,料箱内设置有至少两层料板,料板上放置待加工产品,料箱的侧板上开设有至少两组分流槽,分流槽将料箱内划分为多个区域,每组分流槽对应有一个进气口,料箱底部通过至少两个导流孔与汇流槽连通,汇流槽与出气管连通。本发明中多区域气氛控制金属注射成形真空烧结炉,利用多区域的划分及宽幅方向进气,从而保证料箱内气氛的均匀性,并且通过调节各区域的气流量的大小来调整控制该区域产品尺寸的

英国GKN烧结金属公司看好金属注射成形技术.docx
英国GKN烧结金属公司看好金属注射成形技术IntroductionInrecentyears,metalinjectionmoldingtechnologyhasgainedsignificantimportanceinthemanufacturingindustry,offeringarangeofbenefitsovertraditionalmanufacturingtechniqueslikeforging,casting,andmachining.GKNSinterMetals,aUKbasedc