
一种用于冷却电主轴轴芯的冷却装置.pdf

黛娥****ak

1/7
2/7
3/7
4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于冷却电主轴轴芯的冷却装置.pdf
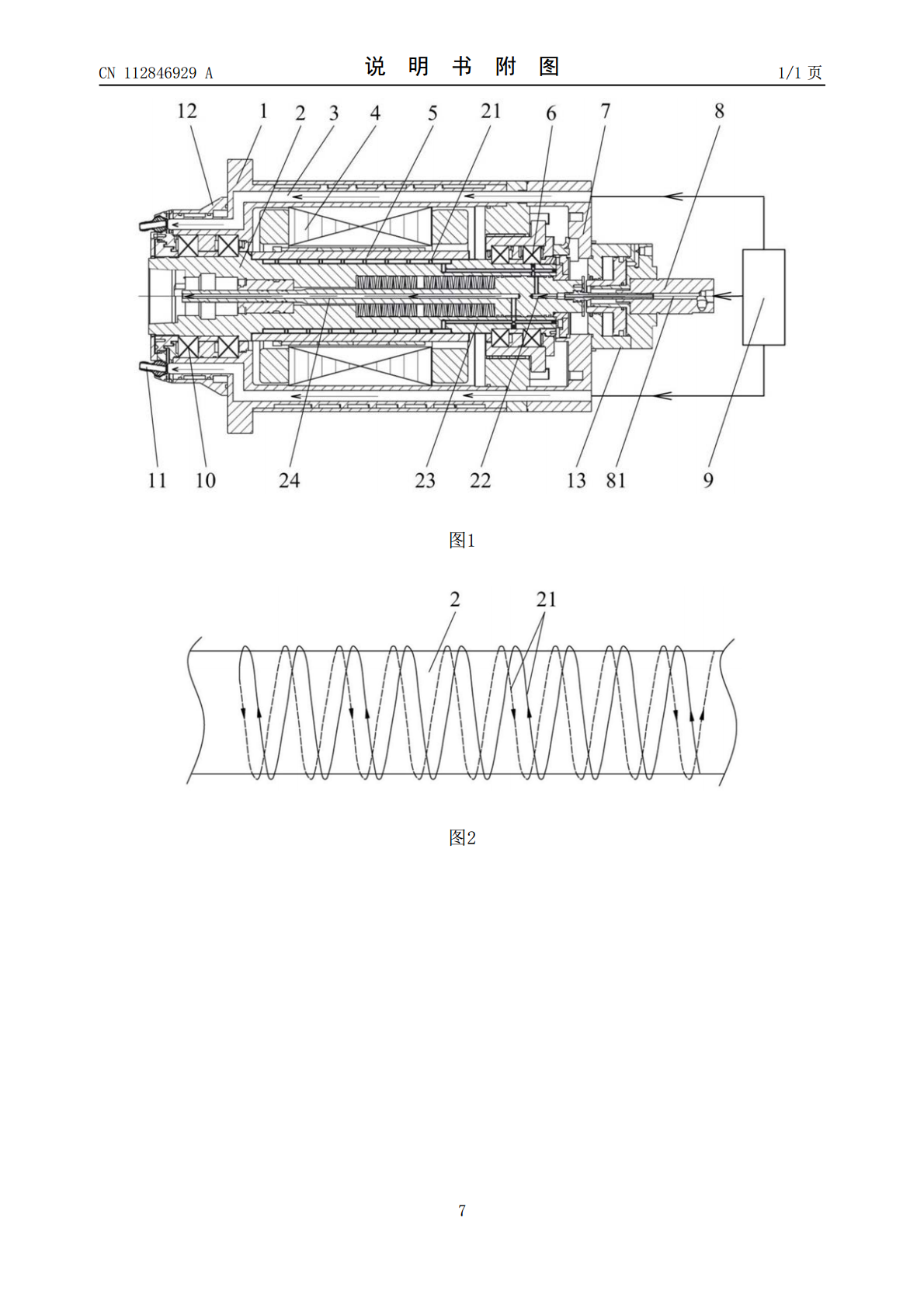
本发明属于电主轴冷却技术领域,具体涉及一种用于冷却电主轴轴芯的冷却装置,包括电主轴壳体,壳体内设有转子芯轴,芯轴上套有转子铁芯,铁芯上套接有定子;芯轴的外圆周面上设有环绕转子轴线旋转的螺旋冷却液体通道,芯轴后端联接有旋转接头,旋转接头轴心设有冷却液体入流通道,通过入流通道、以及芯轴内的连接通道将冷却液导入至螺旋冷却液体通道中,螺旋冷却液体通道的末端与排放液体通道连通;转子芯轴的轴心开设有盲孔,排放液体通道与盲孔连通、将冷却液喷出并用于冷却刀具;定子和壳体之间还设有多条冷却液体通道。本发明有效的控制了电主轴
汽车芯轴冷却装置.pdf
本发明属于热处理冷却系统,具体公开了一种汽车芯轴冷却装置,包括冷却油池和冷却水池,其中,还包括冷却塔,所述冷却油池的池壁内设有冷却通道,所述冷却通道的进水口与冷却塔连通,所述冷却通道的出水口与冷却水池连通,所述冷却水池与冷却塔连通,所述冷却水在冷却塔、冷却通道和冷却水池中循环。与传统的冷却装置比,无需另设风机,相对于风冷,水冷的冷却效果也更好。同时,由于在回火阶段,水温度为50℃左右,高于冷却油的温度。所以,冷却水可以先对冷却油进行冷却后,带走冷却油的热量,温度升高后正好作为回火阶段的冷却介质,无需另设冷

一种冷却装置及电主轴.pdf
本发明公开了一种冷却装置及电主轴,该冷却装置包括座体,该座体内开设有进液通道、出液通道以及气体通道,进液通道、出液通道以及气体通道均与电主轴的内部连通;座体内设置有滑动体,滑动体开设有气体通过孔以及液体通过孔,气体通过孔的一端适于与气源连通,液体通过孔的一端适于与冷却液源连通,滑动体可相对座体滑动,使气体通过孔的另一端与气体通道连通或使液体通过孔的另一端与进液通道连通。该冷却装置能够对电主轴进行冷却,并能及时将电主轴内部残留的冷却液排除干净。

用于冷却装置的冷却水套及用于电机的冷却装置.pdf
本发明涉及一种用于冷却装置的冷却水套及用于电机的冷却装置。该冷却水套具有筒形的形状,其能够沿轴向划分为第一端、中间段和第二端,在中间段上形成有用于引导冷却流体的流体通道,冷却水套装配在冷却装置的水套壳体中,水套壳体具有与冷却水套相配合的内部形状,其中,第一端的直径大于中间段的直径,第二端的直径小于中间段的直径,并且当冷却水套装配在水套壳体中时,第一端和第二端分别与水套壳体形成过盈配合。本发明的冷却水套及冷却装置易于安装且能够可靠密封。

用于制造冷却装置的方法、冷却装置及冷却设备.pdf
本发明涉及一种用于制造冷却动力电子器件(8)的冷却装置(1)的方法(14)。根据本发明,在施加步骤(15)中,至少按照区域地将薄铜层(10)施加到至少一个陶瓷板(7)的接合侧(6)。在随后的预备步骤(16)中,至少一个陶瓷板(7)在平坦的铝制本体(2)的第一上侧(5a)布置有所述薄铜层(10)。替代地,在所述预备步骤(16)中,至少一个陶瓷板(7)在每种情况下在所述平坦的铝制本体(2)的所述第一上侧(5a)和第二上侧(5b)布置有所述薄铜层(10)。在接合步骤(17)中,相应的陶瓷板(7)通过由供热进行的