
多偏心全金属密封蝶阀密封副及其加工方法、装配方法.pdf

论文****可爱

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

多偏心全金属密封蝶阀密封副及其加工方法、装配方法.pdf
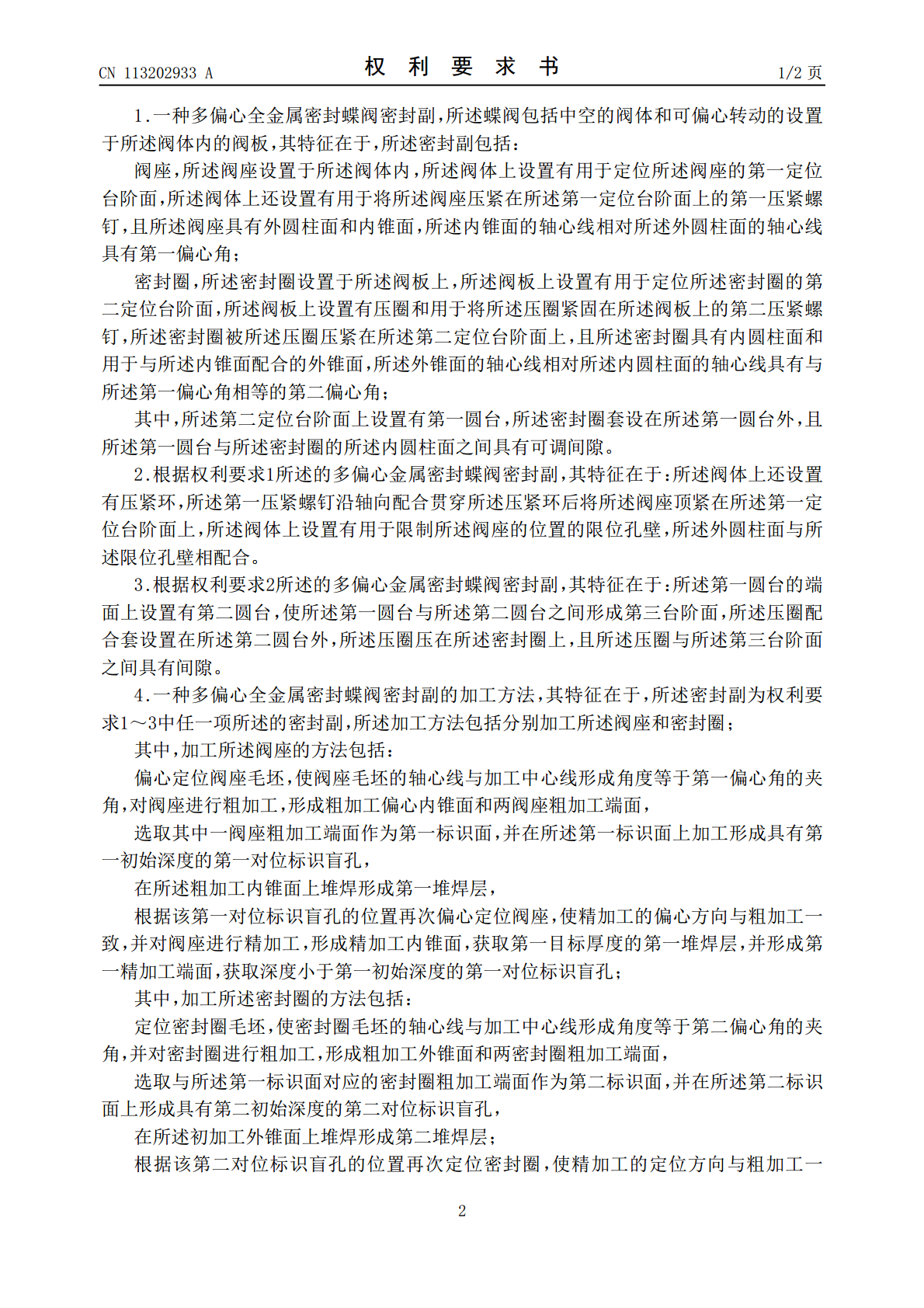
本发明公开了多偏心全金属密封蝶阀的密封副及其加工方法、装配方法,该密封副的阀座和密封圈之间通过偏心锥面配合,该密封圈通过压圈压在阀板的第二定位台阶面上,第二定位台阶面上设置有第一圆台,密封圈套设在第一圆台外,且第一圆台与密封圈的内圆柱面之间具有可调间隙。本发明的加工方法中,在加工该密封副的阀座和密封圈时,都在粗加工的端面上加工对位标识盲孔再进行堆焊,并在堆焊后以该对位标识盲孔作为精加工装夹的对位标识,最终能够保证堆焊层厚度均匀。本发明的装配方法利用对位标识盲孔进行快速对位,并利用可调间隙实现密封圈和阀座的

三偏心金属硬密封蝶阀密封面的加工方法.docx
三偏心金属硬密封蝶阀密封面的加工方法摘要:本论文主要介绍了三偏心金属硬密封蝶阀密封面的加工方法及其特点。首先,对于三偏心金属硬密封蝶阀及其密封面的概念进行了讲解;其次,介绍了金属硬密封蝶阀密封面加工时常用的方法及工艺流程;最后,分析了金属硬密封蝶阀密封面加工的难点,并提出了一些解决方案。关键词:三偏心金属硬密封蝶阀;密封面加工;难点;解决方案1.三偏心金属硬密封蝶阀及其密封面三偏心金属硬密封蝶阀是一种用于互换管道、容器、泵等流体设备的控制阀门。它采用液压或气动系统作动力元件,推动阀板转动,从而达到控制流体
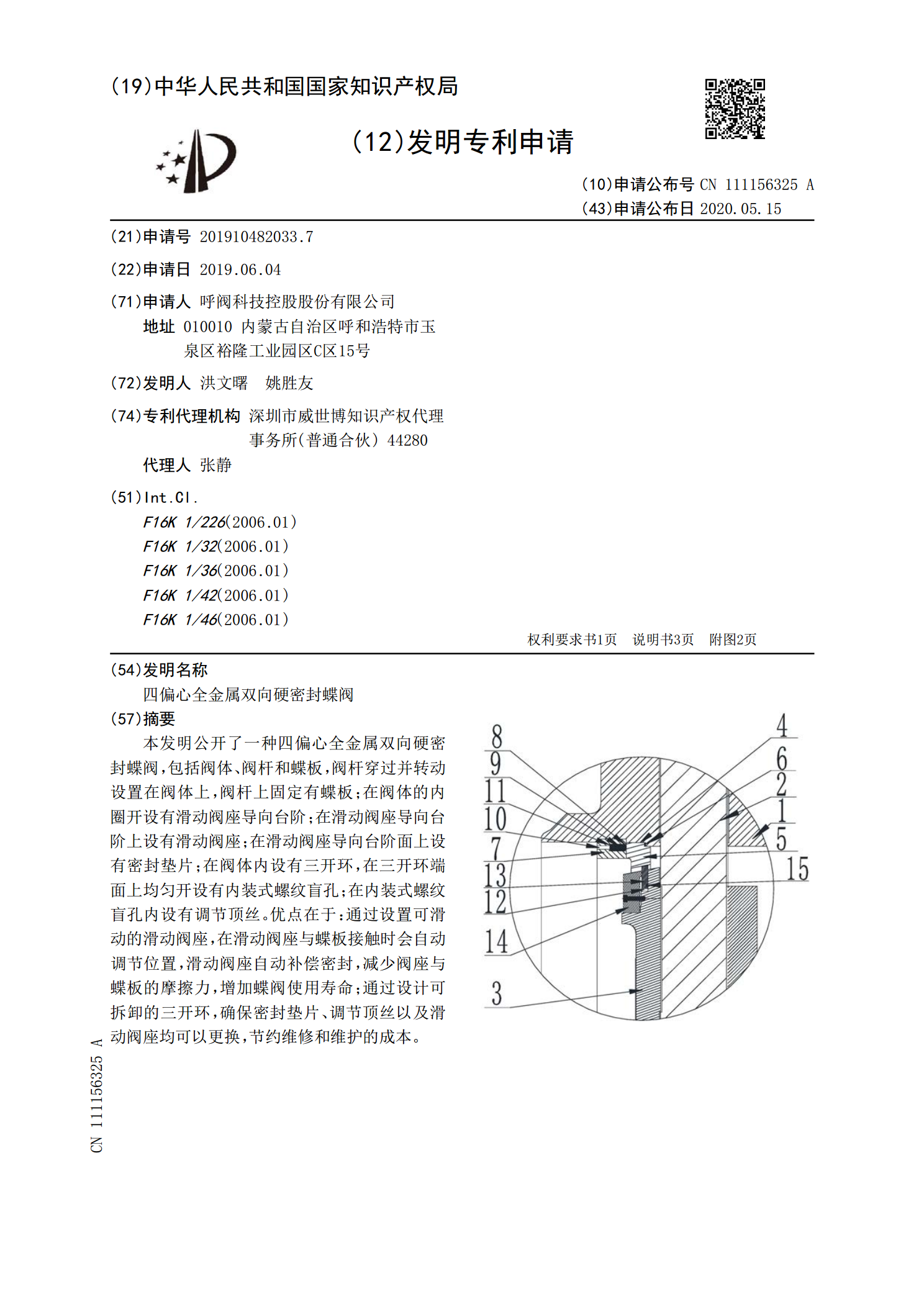
四偏心全金属双向硬密封蝶阀.pdf
本发明公开了一种四偏心全金属双向硬密封蝶阀,包括阀体、阀杆和蝶板,阀杆穿过并转动设置在阀体上,阀杆上固定有蝶板;在阀体的内圈开设有滑动阀座导向台阶;在滑动阀座导向台阶上设有滑动阀座;在滑动阀座导向台阶面上设有密封垫片;在阀体内设有三开环,在三开环端面上均匀开设有内装式螺纹盲孔;在内装式螺纹盲孔内设有调节顶丝。优点在于:通过设置可滑动的滑动阀座,在滑动阀座与蝶板接触时会自动调节位置,滑动阀座自动补偿密封,减少阀座与蝶板的摩擦力,增加蝶阀使用寿命;通过设计可拆卸的三开环,确保密封垫片、调节顶丝以及滑动阀座均可

lotoke三偏心全金属硬密封蝶阀医学课件.pptx
lotoke三偏心全金属硬密封蝶阀回顾:蝶阀技术的发展历程中线型蝶阀手柄双偏心蝶阀双偏心蝶阀结构特点:①设计合理,结构紧凑,装拆轻易,便于维修。②采取偏心结构,降低密封圈摩擦,延长阀门使用寿命。③阀板采取"T"型结构,密封面呈线性密封。④完全密封,泄漏为零。⑤更换阀板密封圈、"O"型圈,蝶板,转轴等材质,可适用多个介质和不一样温度。三偏心结构几何原理图传统三偏心三偏心全金属硬密封双流向络科三偏心蝶阀特点超音速密封面喷焊技术;锻钢阀体优势;带碟簧增强碳纤维填料设计;阀体内腔喷涂304,增强防腐功效。五年质保
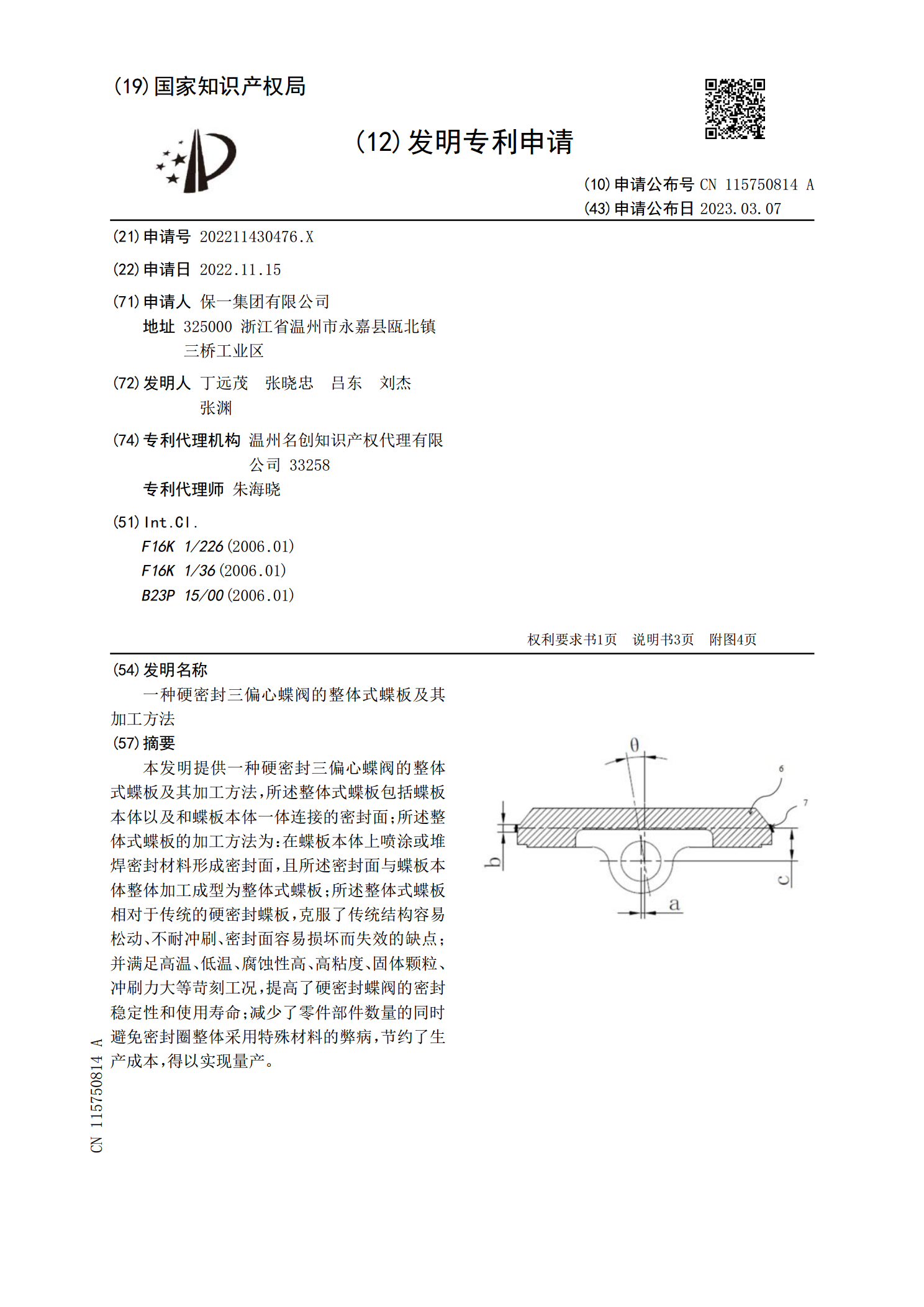
一种硬密封三偏心蝶阀的整体式蝶板及其加工方法.pdf
本发明提供一种硬密封三偏心蝶阀的整体式蝶板及其加工方法,所述整体式蝶板包括蝶板本体以及和蝶板本体一体连接的密封面;所述整体式蝶板的加工方法为:在蝶板本体上喷涂或堆焊密封材料形成密封面,且所述密封面与蝶板本体整体加工成型为整体式蝶板;所述整体式蝶板相对于传统的硬密封蝶板,克服了传统结构容易松动、不耐冲刷、密封面容易损坏而失效的缺点;并满足高温、低温、腐蚀性高、高粘度、固体颗粒、冲刷力大等苛刻工况,提高了硬密封蝶阀的密封稳定性和使用寿命;减少了零件部件数量的同时避免密封圈整体采用特殊材料的弊病,节约了生产成本