
具有平顶微棱镜阵列的反光材料模具及其制备方法.pdf

灵波****ng


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
具有平顶微棱镜阵列的反光材料模具及其制备方法.pdf
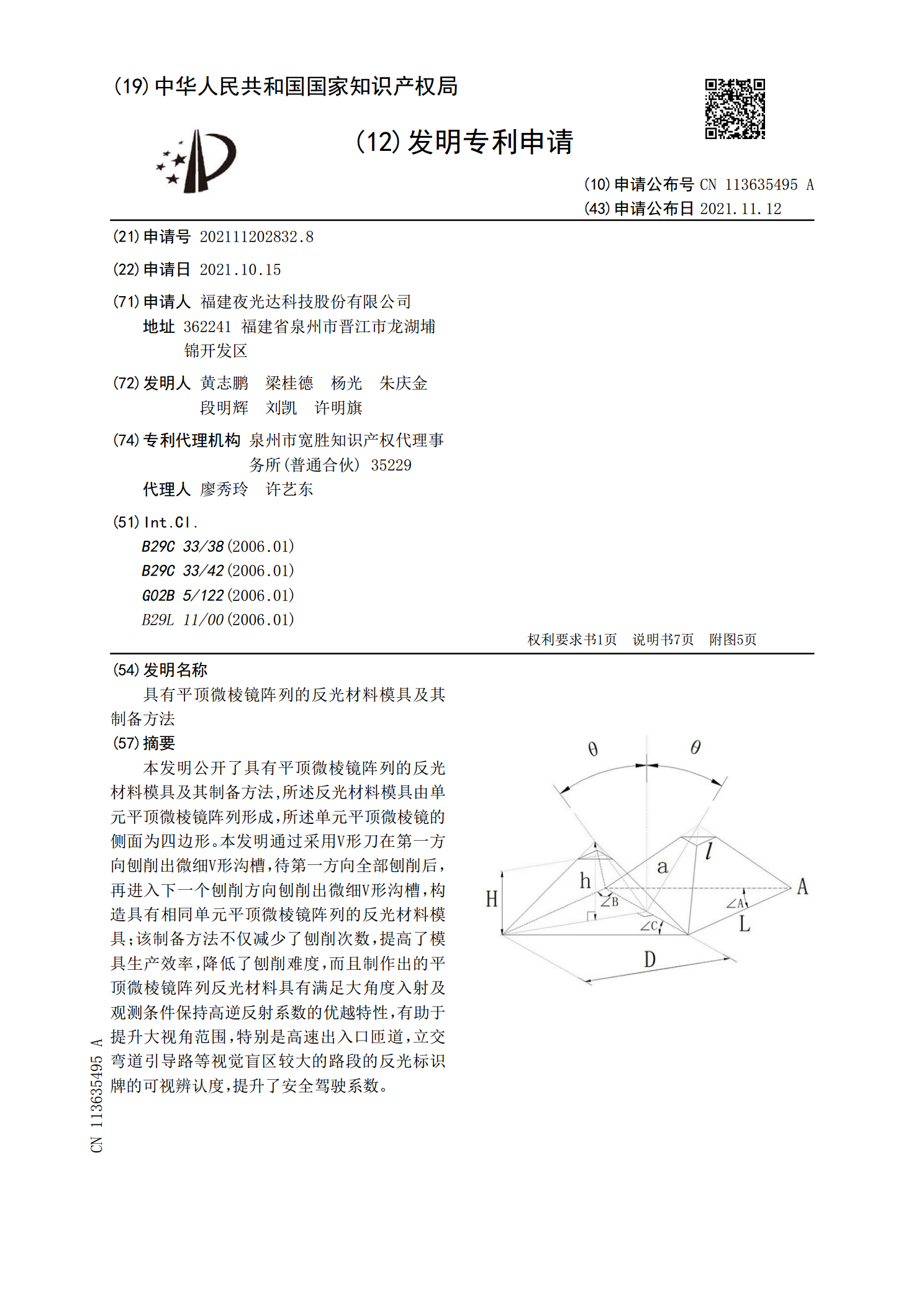
本发明公开了具有平顶微棱镜阵列的反光材料模具及其制备方法,所述反光材料模具由单元平顶微棱镜阵列形成,所述单元平顶微棱镜的侧面为四边形。本发明通过采用V形刀在第一方向刨削出微细V形沟槽,待第一方向全部刨削后,再进入下一个刨削方向刨削出微细V形沟槽,构造具有相同单元平顶微棱镜阵列的反光材料模具;该制备方法不仅减少了刨削次数,提高了模具生产效率,降低了刨削难度,而且制作出的平顶微棱镜阵列反光材料具有满足大角度入射及观测条件保持高逆反射系数的优越特性,有助于提升大视角范围,特别是高速出入口匝道,立交弯道引导路等视

微棱镜反光阵列刨削加工工艺的研究.docx
微棱镜反光阵列刨削加工工艺的研究一、研究背景微棱镜反光阵列是一种具有高精度和高瑞利分辨率的微光学元器件,可以用于光学成像、信息反射和传输等领域。目前,它被广泛应用于光信号处理、光通信和光存储等高科技领域,并得到了越来越多的研究和关注。然而,微棱镜反光阵列加工的确存在一定的难度。传统的加工方法,如机械加工、电化学加工等,无法满足微棱镜反光阵列加工的高精度、高效率和高质量的要求。因此,研究一种新的加工方法是非常必要的。二、研究意义微棱镜反光阵列在光电技术、光通信和光存储等领域具有广泛的应用前景。采用反光阵列技

微棱镜反光阵列超声振动刨削试验研究.docx
微棱镜反光阵列超声振动刨削试验研究摘要:微棱镜反光阵列超声振动刨削是近年来兴起的一种新型切削加工技术,其以超声振动为主要切削方式,通过构建反光阵列提高能量传递效率。本文通过对微棱镜反光阵列超声振动刨削试验的研究,探讨了其刨削性能以及对各种材料的加工效果,为进一步推广和应用该技术提供了理论和实验依据。关键词:微棱镜;反光阵列;超声振动;刨削性能;材料加工效果1.引言随着科学技术的不断进步,人们对高效、精确的切削加工技术的需求也越来越迫切。传统机械刨削存在加工效率低、表面质量差等问题,无法适应现代制造业的要求

微棱镜反光阵列超声振动刨削对刀工艺.docx
微棱镜反光阵列超声振动刨削对刀工艺微棱镜反光阵列超声振动刨削对刀工艺摘要:超声振动刨削是一种应用超声波传递给工件的振动能量来实现切削过程的工艺方法。本文主要研究了微棱镜反光阵列超声振动刨削对刀工艺的原理、优势以及在加工领域的应用。通过对实验数据和相关研究文献的梳理,我们得出了一系列结论,以期为超声振动刨削技术的进一步发展和应用提供参考。关键词:超声振动刨削、微棱镜反光阵列、对刀工艺、加工领域应用1.引言超声振动刨削是一种先进的切削工艺,它利用超声波传递给工件的振动能量来实现切削过程,具有高效率、高精度、低

微棱镜反光阵列刨削加工工艺的研究的中期报告.docx
微棱镜反光阵列刨削加工工艺的研究的中期报告经过前期的工艺研究及试验分析,我们对微棱镜反光阵列刨削加工工艺进行了深入的探讨和研究,并在此基础上进行了加工实验,现将中期报告如下:一、材料特性的分析我们选择了高精度的玻璃材料和金属材料作为加工对象,玻璃材料的抗拉强度为40-70MPa,热膨胀系数为(7-10)×10-6/℃,表面质量良好;金属材料的硬度为130HB,热膨胀系数为(11.8-12.5)×10-6/℃,表面较为光洁。二、工艺参数的确定在试验过程中,我们通过变化不同的刀具半径、刀片倾角和进给量等工艺参