
极柱焊接质量检测方法.pdf

志玉****爱啊


1/10

2/10
3/10
4/10

5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
极柱焊接质量检测方法.pdf
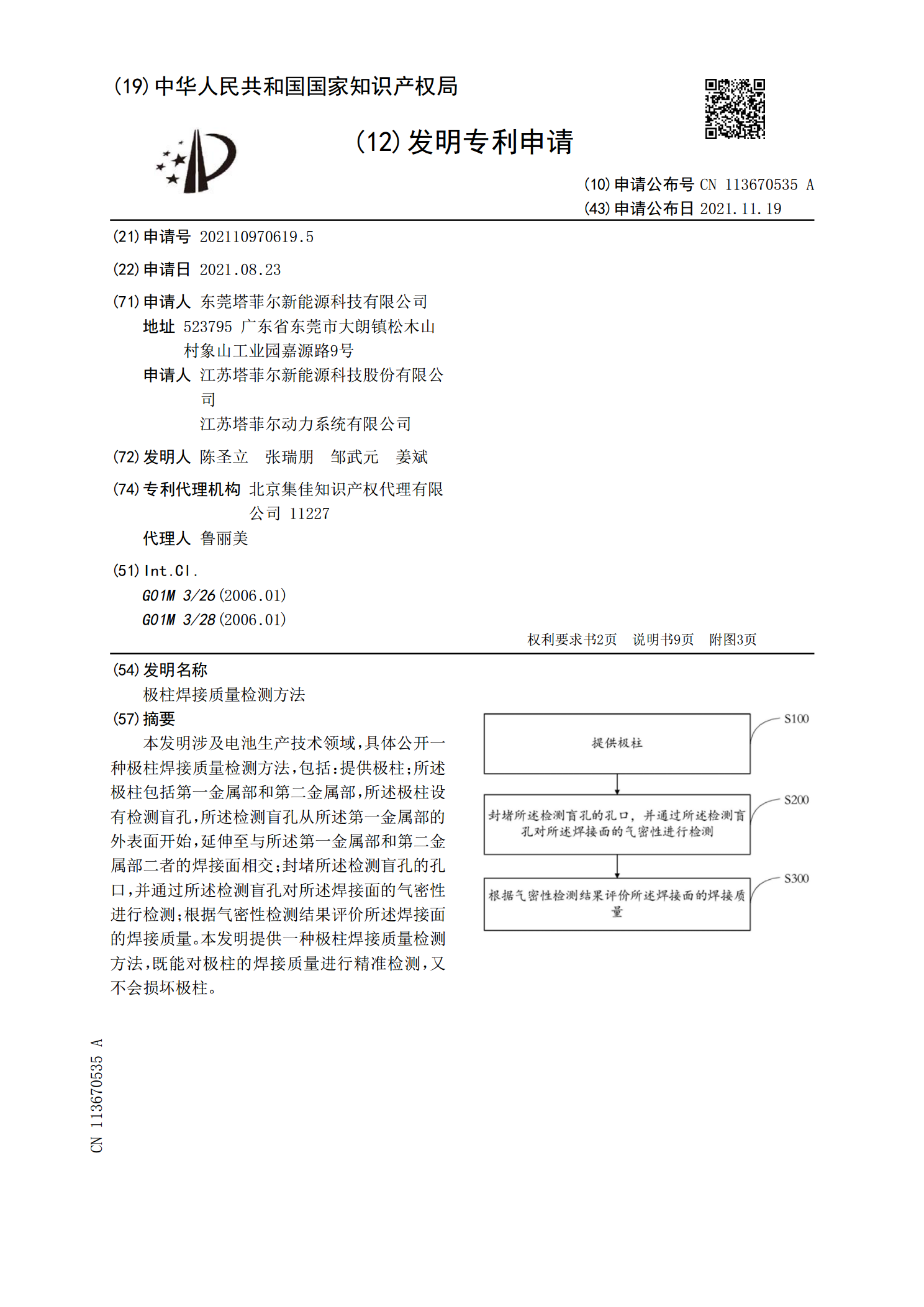
本发明涉及电池生产技术领域,具体公开一种极柱焊接质量检测方法,包括:提供极柱;所述极柱包括第一金属部和第二金属部,所述极柱设有检测盲孔,所述检测盲孔从所述第一金属部的外表面开始,延伸至与所述第一金属部和第二金属部二者的焊接面相交;封堵所述检测盲孔的孔口,并通过所述检测盲孔对所述焊接面的气密性进行检测;根据气密性检测结果评价所述焊接面的焊接质量。本发明提供一种极柱焊接质量检测方法,既能对极柱的焊接质量进行精准检测,又不会损坏极柱。

焊接质量检测方法及焊接质量检测设备.pdf
本申请公开一种焊接质量检测方法及焊接质量检测设备。焊接质量检测方法包含:取得检测影像;利用处理装置计算检测影像中的焊接区域内被染色墨水染色的区域的面积占焊接区域的面积的一染色面积百分比,并判断染色面积百分比是否大于一预定染色百分比;若判定染色面积百分比不大于预定染色百分比,则判定待检测位置的焊接质量良好,并产生检测结果信息;若判定染色面积百分比大于预定染色百分比,则判定待检测位置的焊接质量不佳,并产生检测结果信息。
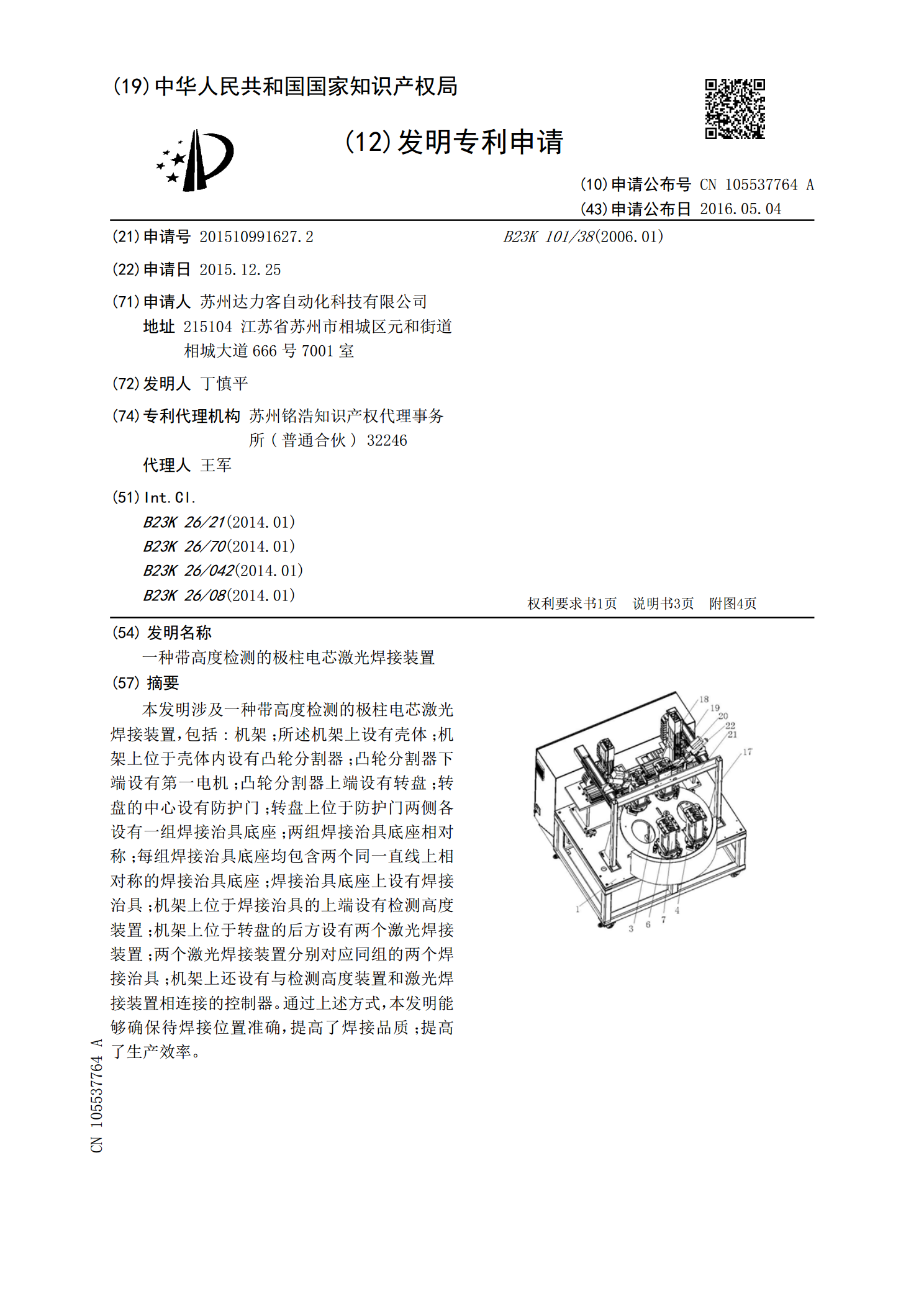
一种带高度检测的极柱电芯激光焊接装置.pdf
本发明涉及一种带高度检测的极柱电芯激光焊接装置,包括:机架;所述机架上设有壳体;机架上位于壳体内设有凸轮分割器;凸轮分割器下端设有第一电机;凸轮分割器上端设有转盘;转盘的中心设有防护门;转盘上位于防护门两侧各设有一组焊接治具底座;两组焊接治具底座相对称;每组焊接治具底座均包含两个同一直线上相对称的焊接治具底座;焊接治具底座上设有焊接治具;机架上位于焊接治具的上端设有检测高度装置;机架上位于转盘的后方设有两个激光焊接装置;两个激光焊接装置分别对应同组的两个焊接治具;机架上还设有与检测高度装置和激光焊接装置相
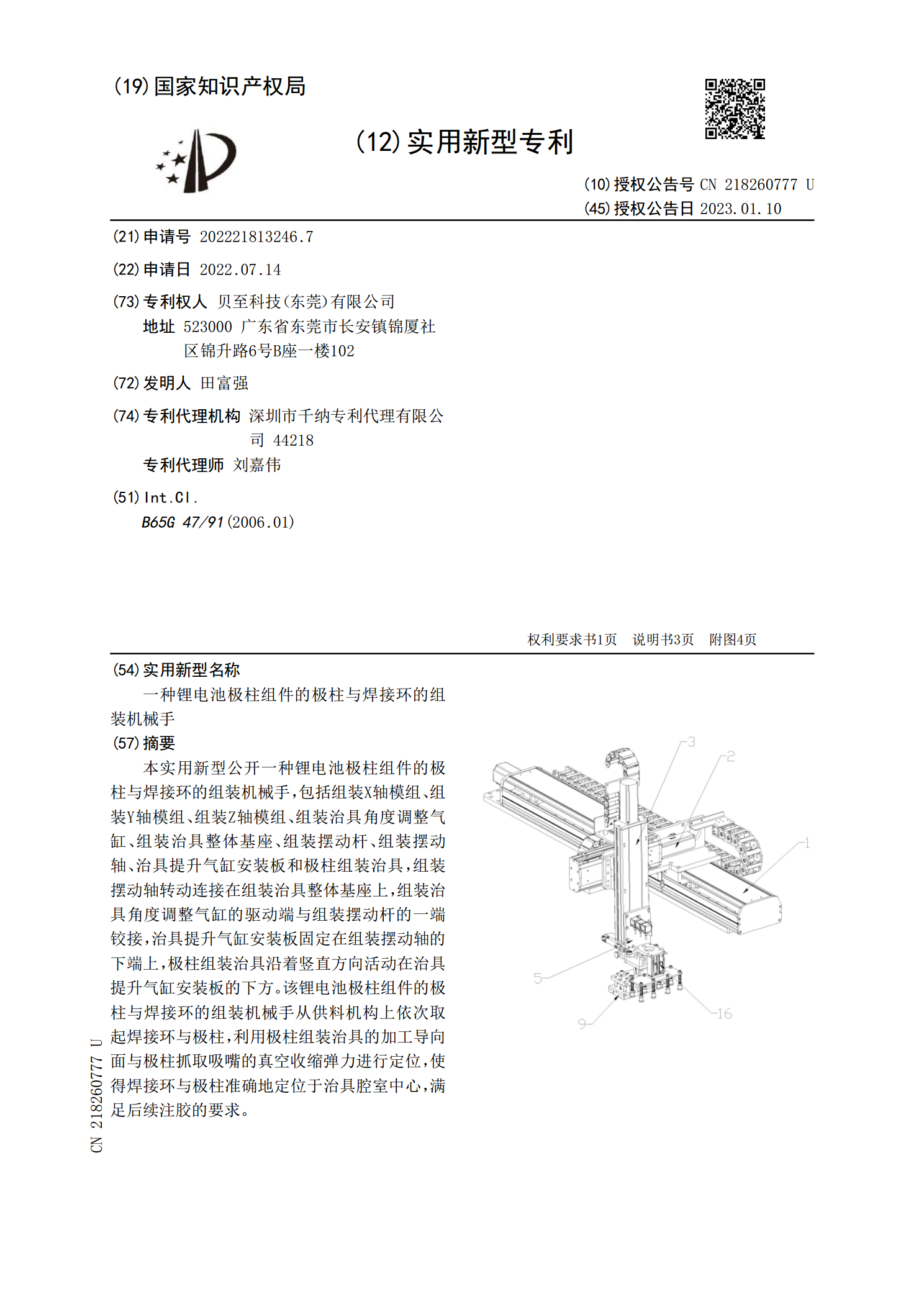
一种锂电池极柱组件的极柱与焊接环的组装机械手.pdf
本实用新型公开一种锂电池极柱组件的极柱与焊接环的组装机械手,包括组装X轴模组、组装Y轴模组、组装Z轴模组、组装治具角度调整气缸、组装治具整体基座、组装摆动杆、组装摆动轴、治具提升气缸安装板和极柱组装治具,组装摆动轴转动连接在组装治具整体基座上,组装治具角度调整气缸的驱动端与组装摆动杆的一端铰接,治具提升气缸安装板固定在组装摆动轴的下端上,极柱组装治具沿着竖直方向活动在治具提升气缸安装板的下方。该锂电池极柱组件的极柱与焊接环的组装机械手从供料机构上依次取起焊接环与极柱,利用极柱组装治具的加工导向面与极柱抓取
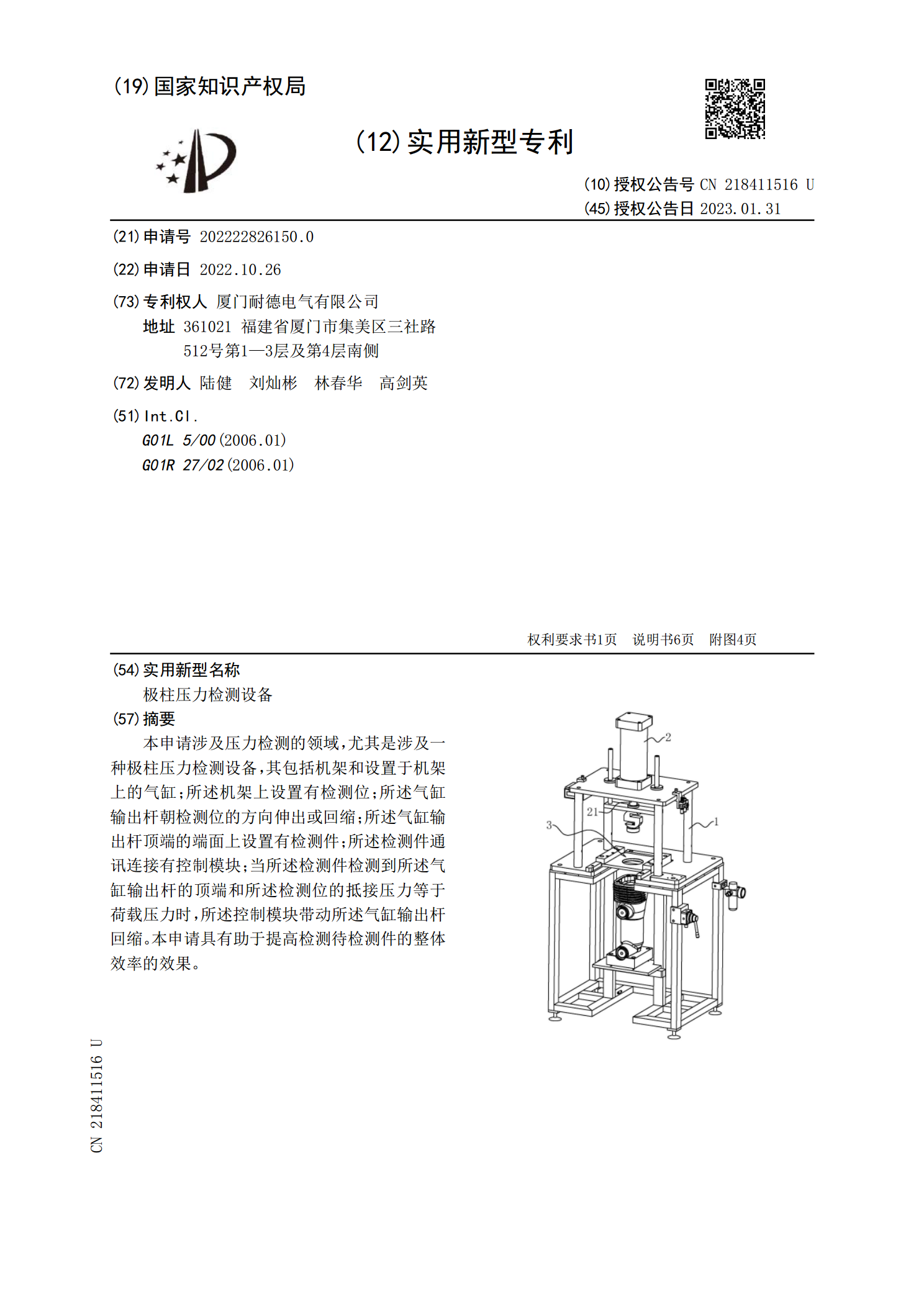
极柱压力检测设备.pdf
本申请涉及压力检测的领域,尤其是涉及一种极柱压力检测设备,其包括机架和设置于机架上的气缸;所述机架上设置有检测位;所述气缸输出杆朝检测位的方向伸出或回缩;所述气缸输出杆顶端的端面上设置有检测件;所述检测件通讯连接有控制模块;当所述检测件检测到所述气缸输出杆的顶端和所述检测位的抵接压力等于荷载压力时,所述控制模块带动所述气缸输出杆回缩。本申请具有助于提高检测待检测件的整体效率的效果。