
一种超细磨粒簇有序排布的电镀砂轮及其制备方法.pdf

小新****ou


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种超细磨粒簇有序排布的电镀砂轮及其制备方法.pdf
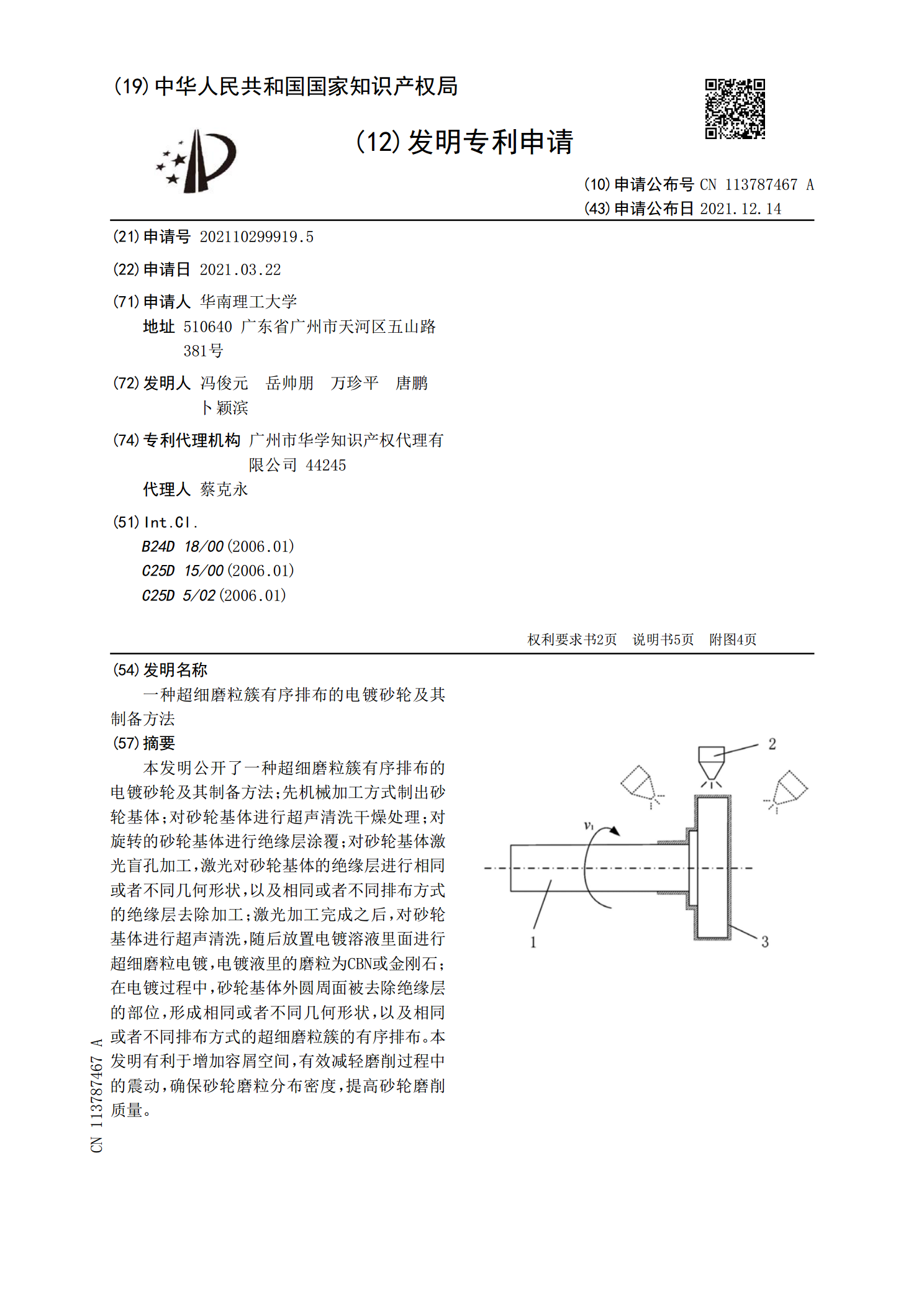
本发明公开了一种超细磨粒簇有序排布的电镀砂轮及其制备方法;先机械加工方式制出砂轮基体;对砂轮基体进行超声清洗干燥处理;对旋转的砂轮基体进行绝缘层涂覆;对砂轮基体激光盲孔加工,激光对砂轮基体的绝缘层进行相同或者不同几何形状,以及相同或者不同排布方式的绝缘层去除加工;激光加工完成之后,对砂轮基体进行超声清洗,随后放置电镀溶液里面进行超细磨粒电镀,电镀液里的磨粒为CBN或金刚石;在电镀过程中,砂轮基体外圆周面被去除绝缘层的部位,形成相同或者不同几何形状,以及相同或者不同排布方式的超细磨粒簇的有序排布。本发明有利

用于制备磁性磨粒有序排布砂轮的装置及砂轮制备方法.pdf
本发明公开了一种用于制备磁性磨粒有序排布砂轮的装置及砂轮制备方法。所述装置包括砂轮成型模具与励磁系统;所述砂轮成型模具包括导磁杆,套装在导磁杆上的上模和下模,以及套装在上模和下模上兼作上导磁板的模套;在导磁杆、上模、下模、以及兼作上导磁板的模套之间形成用于容纳砂轮混合料的砂轮成型腔;所述励磁系统包括所述导磁杆、套装在导磁杆上的下导磁板、所述兼作上导磁板的模套、以及位于下导磁板与兼作上导磁板的模套之间的磁铁,该磁铁的磁力线沿着砂轮径向方向布置。本发明操作方便,实现了磁性磨粒在砂轮中的多层有序排布,砂轮成型周
一种磨粒有序排布砂轮的激光钎焊制备装置.pdf
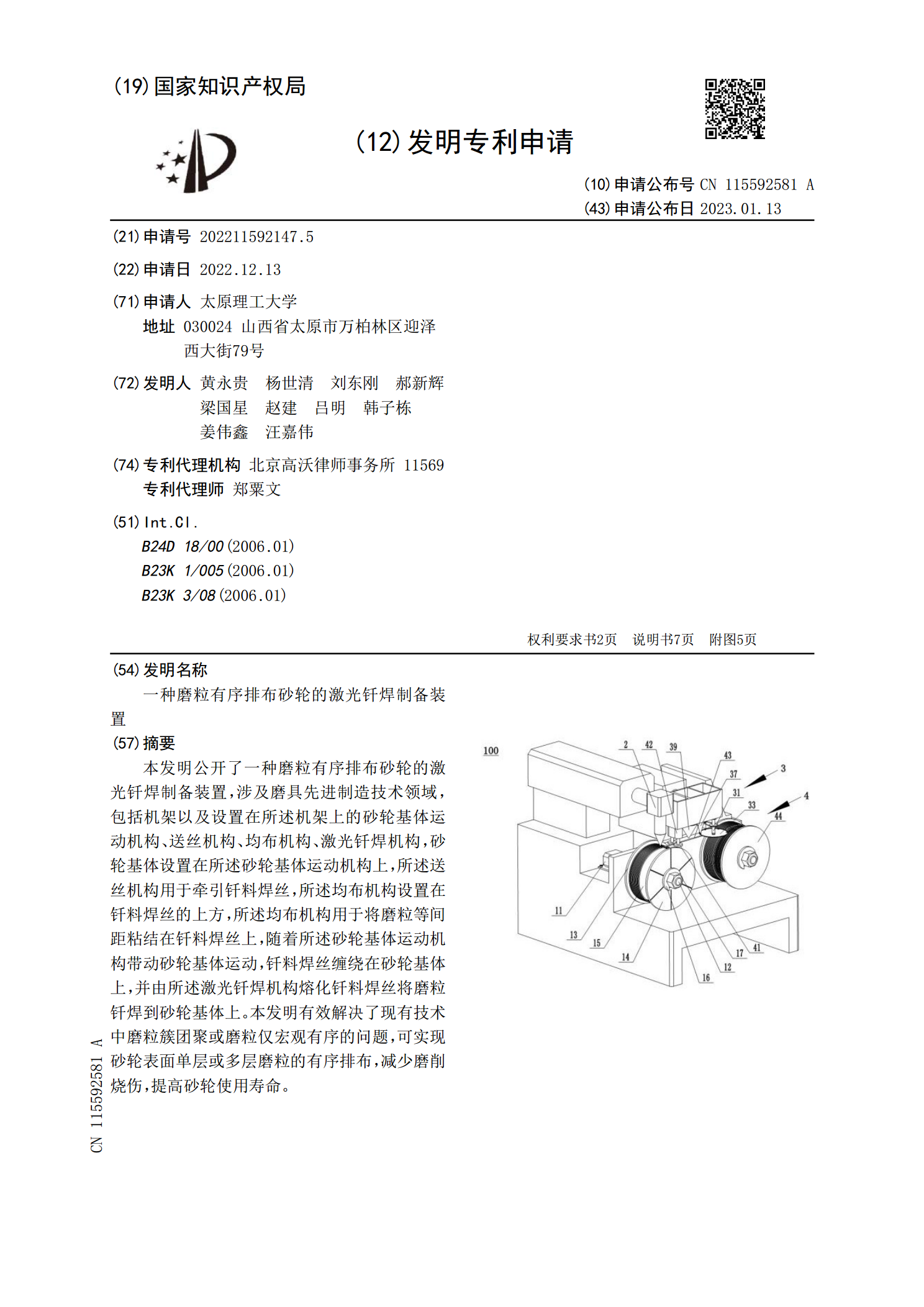
本发明公开了一种磨粒有序排布砂轮的激光钎焊制备装置,涉及磨具先进制造技术领域,包括机架以及设置在所述机架上的砂轮基体运动机构、送丝机构、均布机构、激光钎焊机构,砂轮基体设置在所述砂轮基体运动机构上,所述送丝机构用于牵引钎料焊丝,所述均布机构设置在钎料焊丝的上方,所述均布机构用于将磨粒等间距粘结在钎料焊丝上,随着所述砂轮基体运动机构带动砂轮基体运动,钎料焊丝缠绕在砂轮基体上,并由所述激光钎焊机构熔化钎料焊丝将磨粒钎焊到砂轮基体上。本发明有效解决了现有技术中磨粒簇团聚或磨粒仅宏观有序的问题,可实现砂轮表面单层

一种磨粒复层阵列排布超硬砂轮的制备方法.pdf
本发明涉及一种磨粒复层阵列排布超硬砂轮的制备方法,属于砂轮材料技术领域。本发明以立方碳化硅为磨料,制备磨粒复层阵列排布超硬砂轮,立方碳化硅的晶体的等轴结构特点决定了其具有良好的自然球度和自锐性,因此在精密研磨方面有更好的磨削和抛光效果,立方碳化硅在磨削区内温度升高时可以氧化生成无定型的二氧化硅膜,在磨粒相同压入深度的情况下可以大幅度降低切削力,同时由于立方碳化硅具有疏松的结构,在磨粒下端为球体的情况下,工件原子倾向于产生致密化,而不产生塑性流变,因此不产生切屑,可以有效防止砂轮堵塞,提高工件磨削表面的质量
一种超硬磨料在电镀砂轮中实现有序排布的装置及方法.pdf
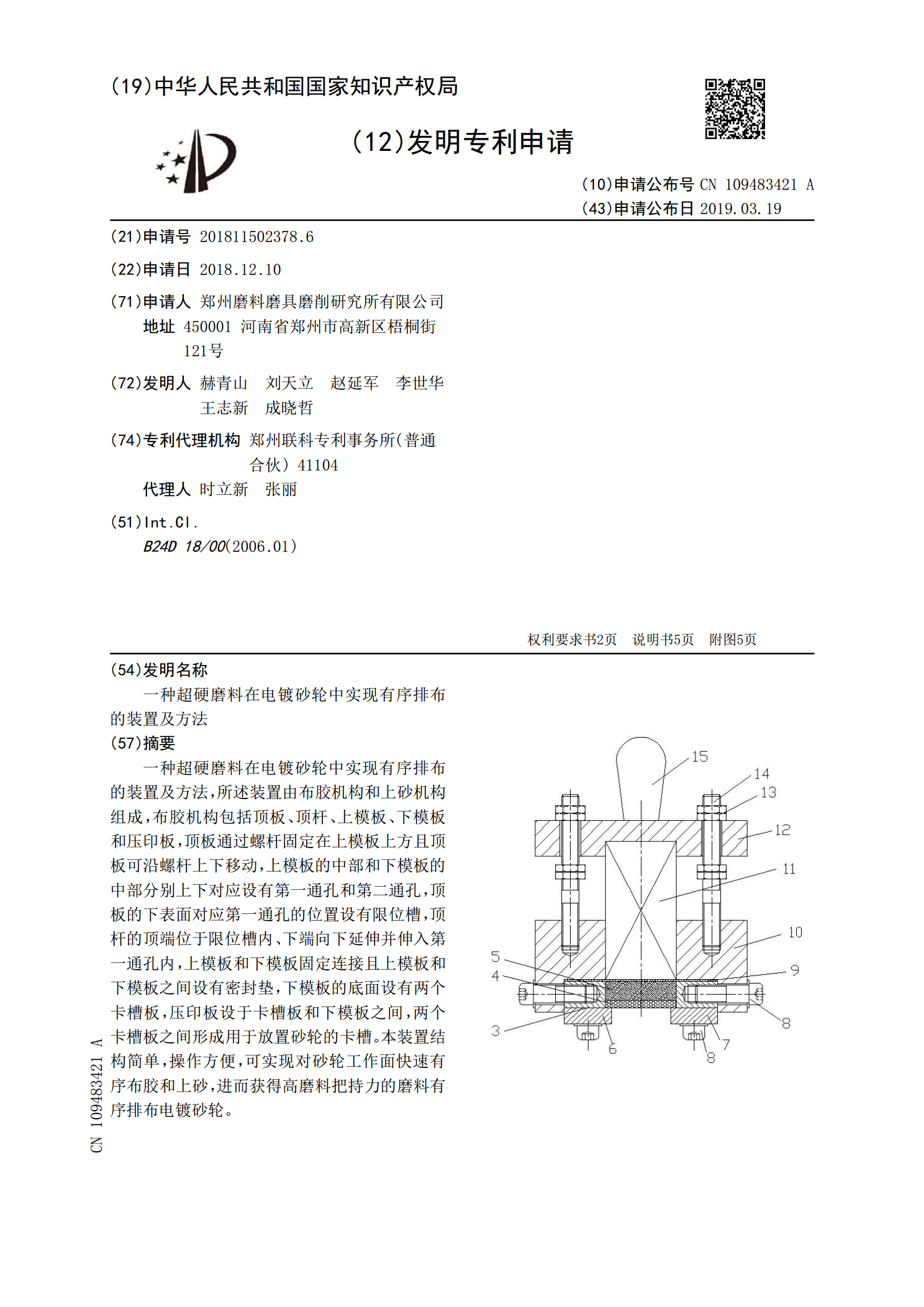
一种超硬磨料在电镀砂轮中实现有序排布的装置及方法,所述装置由布胶机构和上砂机构组成,布胶机构包括顶板、顶杆、上模板、下模板和压印板,顶板通过螺杆固定在上模板上方且顶板可沿螺杆上下移动,上模板的中部和下模板的中部分别上下对应设有第一通孔和第二通孔,顶板的下表面对应第一通孔的位置设有限位槽,顶杆的顶端位于限位槽内、下端向下延伸并伸入第一通孔内,上模板和下模板固定连接且上模板和下模板之间设有密封垫,下模板的底面设有两个卡槽板,压印板设于卡槽板和下模板之间,两个卡槽板之间形成用于放置砂轮的卡槽。本装置结构简单,操