
一种轴件、轴件装配工装及轴系.pdf

玉军****la

1/10

2/10
3/10
4/10
5/10
6/10

7/10
8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种轴件、轴件装配工装及轴系.pdf
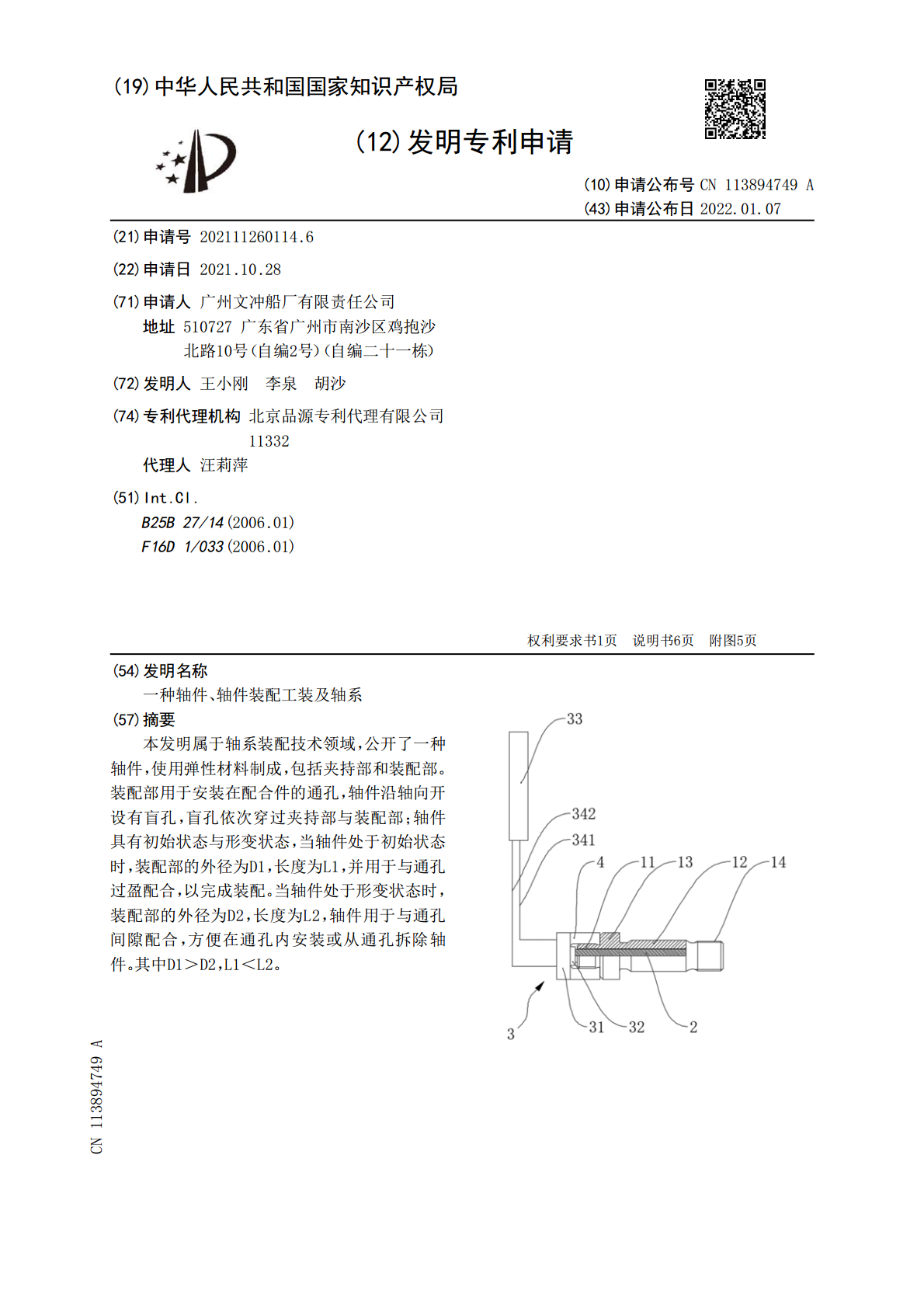
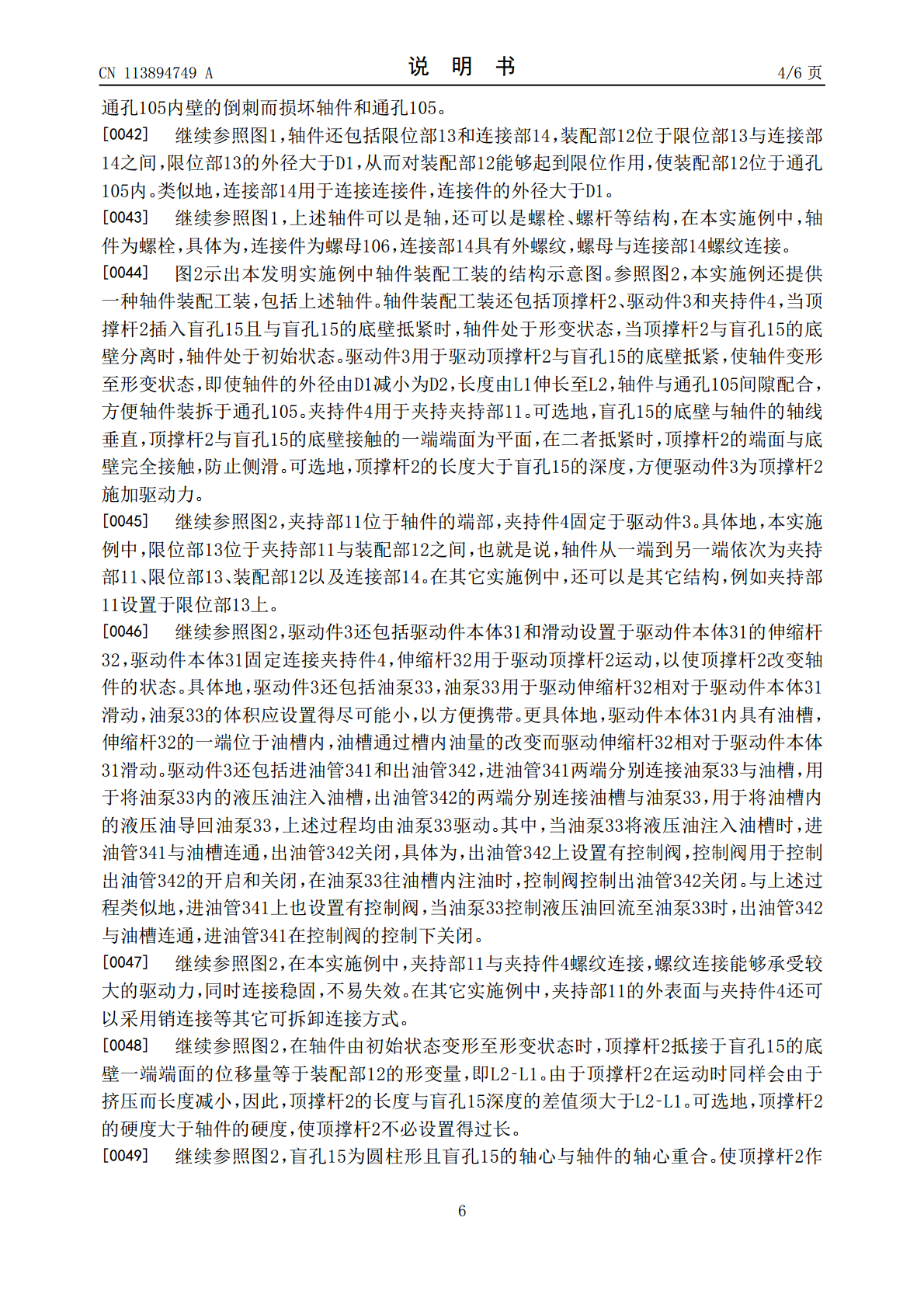
本发明属于轴系装配技术领域,公开了一种轴件,使用弹性材料制成,包括夹持部和装配部。装配部用于安装在配合件的通孔,轴件沿轴向开设有盲孔,盲孔依次穿过夹持部与装配部;轴件具有初始状态与形变状态,当轴件处于初始状态时,装配部的外径为D1,长度为L1,并用于与通孔过盈配合,以完成装配。当轴件处于形变状态时,装配部的外径为D2,长度为L2,轴件用于与通孔间隙配合,方便在通孔内安装或从通孔拆除轴件。其中D1>D2,L1<L2。

一种轴件装配工装.pdf
本发明的目的在于提供一种轴件装配工装,其在对轴件进行夹持、锁紧、翻转以及姿态调整。为实现前述目的的轴件装配工装,包括底座以及分别设置在底座长度方向上两侧的装配组件,每个装配组件包括安装座以及支撑架,具有固定部以及连接部,固定部与连接部可转动连接,固定部包括上弧面件以及下弧面件,上弧面件与下弧面件在闭合状态下对接形成固定内圈,以固定轴件于固定内圈中;上弧面件与下弧面件在松开状态下允许轴件脱出;支撑架连接底座与连接部;其中,固定部与连接部通过转动轴连接,转动轴沿与底座宽度方向延伸,安装座绕转动轴可转动。
一种新型的高轴零件加工装配结构.pdf
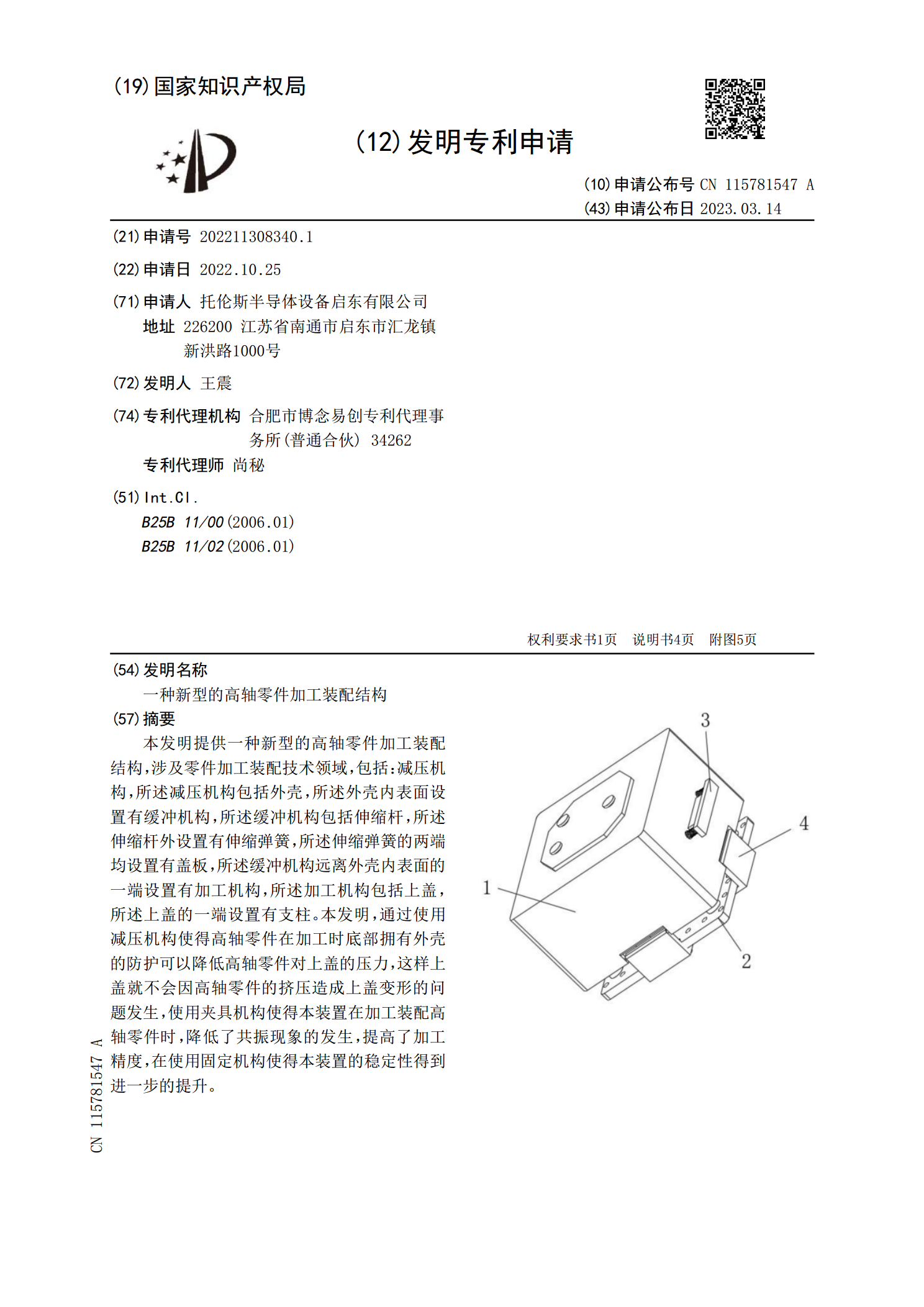
本发明提供一种新型的高轴零件加工装配结构,涉及零件加工装配技术领域,包括:减压机构,所述减压机构包括外壳,所述外壳内表面设置有缓冲机构,所述缓冲机构包括伸缩杆,所述伸缩杆外设置有伸缩弹簧,所述伸缩弹簧的两端均设置有盖板,所述缓冲机构远离外壳内表面的一端设置有加工机构,所述加工机构包括上盖,所述上盖的一端设置有支柱。本发明,通过使用减压机构使得高轴零件在加工时底部拥有外壳的防护可以降低高轴零件对上盖的压力,这样上盖就不会因高轴零件的挤压造成上盖变形的问题发生,使用夹具机构使得本装置在加工装配高轴零件时,降低

轴系零部件-轴.ppt
轴(2)按轴线几何形状:二、轴的材料及其选择三、轴的结构1、零件的轴向定位2)套筒当用轴肩、轴环、套筒、圆螺母、轴端挡圈进行零件的轴向定位时,为保证轴向定位可靠,要求L轴<L毂5)轴承端盖8)圆锥面(+挡圈、螺母)3)紧定螺钉、销五、轴的结构设计②同一轴径轴段上不能安装三个以上零件。5)同一轴上键槽位于圆柱同一母线上,且取相同尺寸轴系结构改错两处错误

轴系零部件轴.pptx
轴(2)按轴线几何形状:二、轴的材料及其选择三、轴的结构1、零件的轴向定位2)套筒当用轴肩、轴环、套筒、圆螺母、轴端挡圈进行零件的轴向定位时,为保证轴向定位可靠,要求L轴<L毂5)轴承端盖8)圆锥面(+挡圈、螺母)3)紧定螺钉、销五、轴的结构设计②同一轴径轴段上不能安装三个以上零件。5)同一轴上键槽位于圆柱同一母线上,且取相同尺寸轴系结构改错两处错误