
一种基于数控车床的异型曲面深盲孔零件壁厚测量方法.pdf

丹烟****魔王

1/10

2/10

3/10
4/10
5/10

6/10
7/10

8/10
9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种基于数控车床的异型曲面深盲孔零件壁厚测量方法.pdf
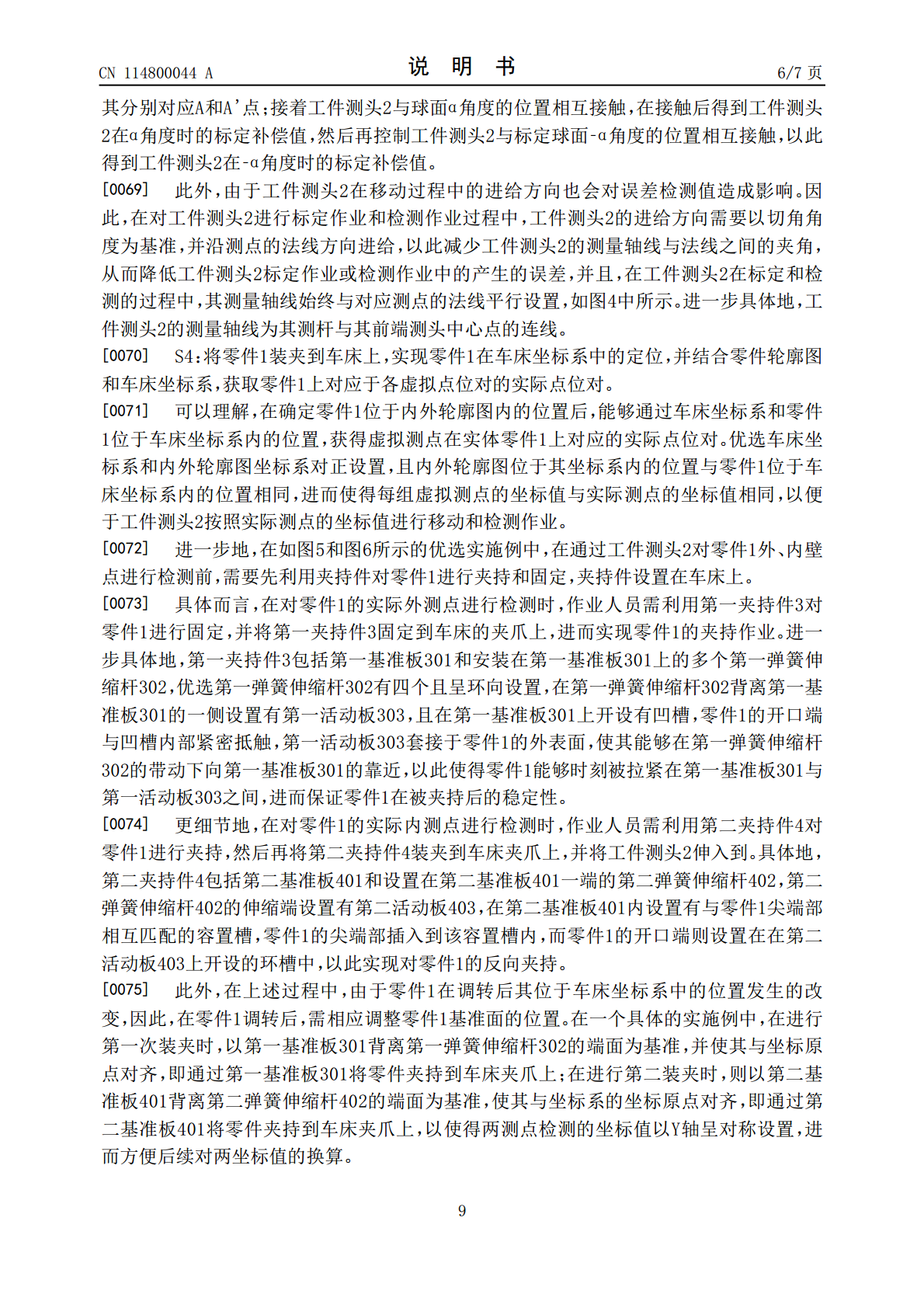
本发明公开了一种基于数控车床的异型曲面深盲孔零件壁厚测量方法,属于零件厚度检测领域,其通过在零件轮廓图选取的虚拟点位对,结合车床坐标系和零件位于该坐标系内的位置,获取零件上对应虚拟点位对的实际点位对,并通过工件测头测定实际点位对中内、外两测点的坐标,进而根据两测点的坐标确定两测点之间的距离,对应完成零件位于该点的厚度检测作业。本发明的基于数控车床的异型曲面深盲孔零件壁厚测量方法,其操作简单、使用方便,能够在保证零件完整性的情况下,对零件各个点位实现无损检测,有效提高了测定结果的准确性,并实现零件在车床上的
加工深盲孔异型曲面的装置.pdf
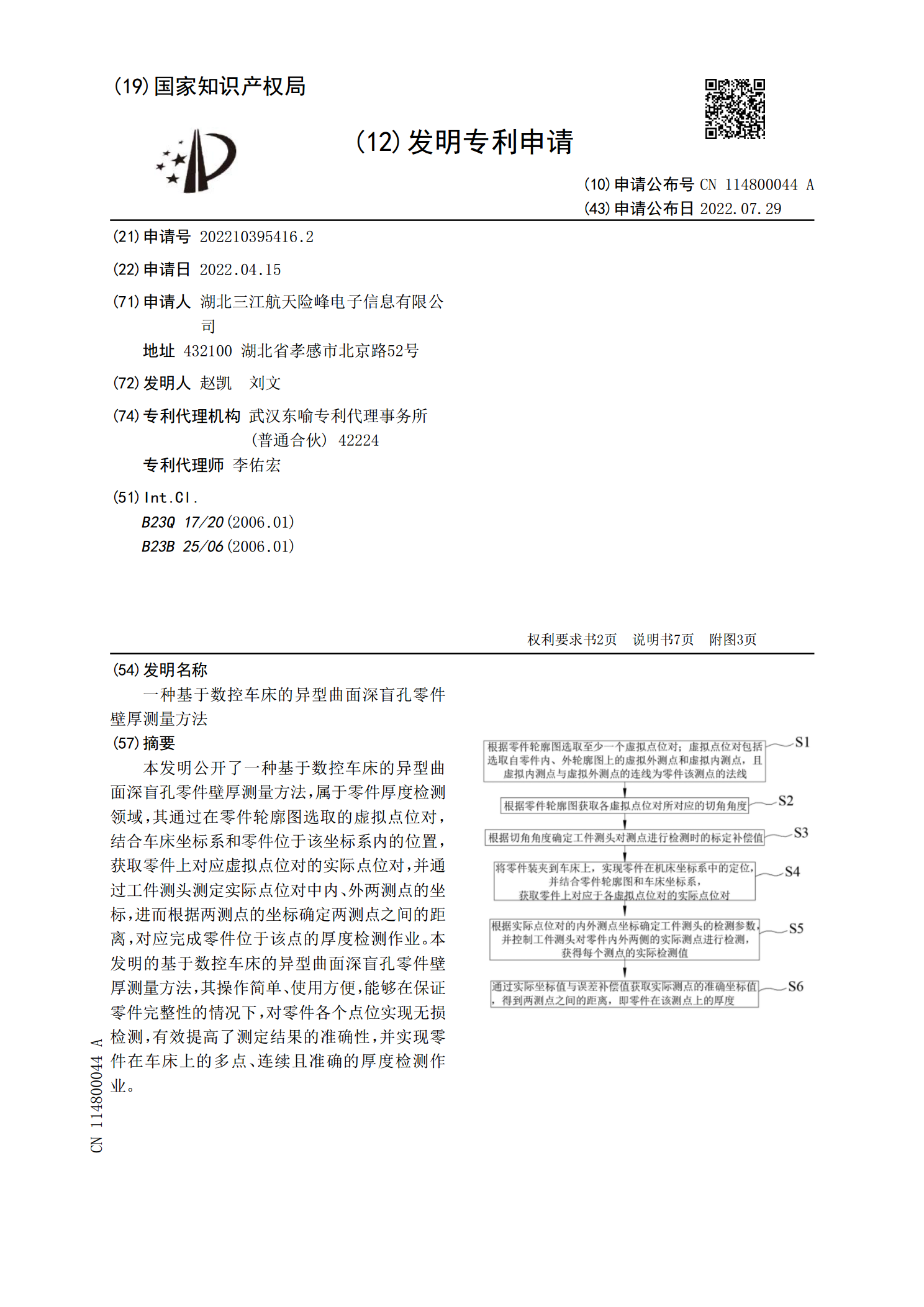
本发明公开了一种加工深盲孔异型曲面的装置,包括偏心外套、安装在偏心外套头部的刀杆及撞杆;所述撞杆从偏心外套的尾部插入直至偏心外套尾部的导向螺钉的头部插入撞杆中后部外圆上的导向键槽;刀杆的杆身同轴插入撞杆头部的偏心孔内直至刀杆的刀柄嵌入偏心外套的头部轴向固定,且偏心孔与偏心外套不同轴;导程螺钉穿过偏心外套前部的观察孔直至导程螺钉的头部穿过撞杆的头部插入刀杆杆身外圆上的螺旋槽;刀耙固定在刀杆的刀柄外端面上,刀体锁紧在刀耙的凹槽内。实现了多段曲面的连续加工,无需分段加工,提高了加工精度、缩短了加工周期、提高了加

一种小壁厚差深盲孔筒类零件加工方法.pdf
本发明公开了一种小壁厚差深盲孔筒类零件加工方法,该方法是:将调质处理后的圆钢棒料在车床上齐平两端面并在两端面加工顶尖孔;以顶尖孔为定位基准,在车床上采用随刀架粗车外圆;对其一端向内钻孔;在数控珩磨机上磨孔;以内孔为基准校正外圆;车削封闭端外圆架位,车削前找正封闭端内孔处;齐两端,以架位为基准修正两端的顶尖孔;粗车、半精车小端部;以顶尖孔为工艺基准,半精车外圆;以内孔为基准校正外圆;热处理去应力;以内孔为基准校正外圆;以顶尖孔为工艺基准,精车外圆;修正顶尖孔,以其为工艺基准,磨削外圆。本发明的加工方法解决了
一种高硬度、深盲孔异型曲面的加工装置及加工方法.pdf
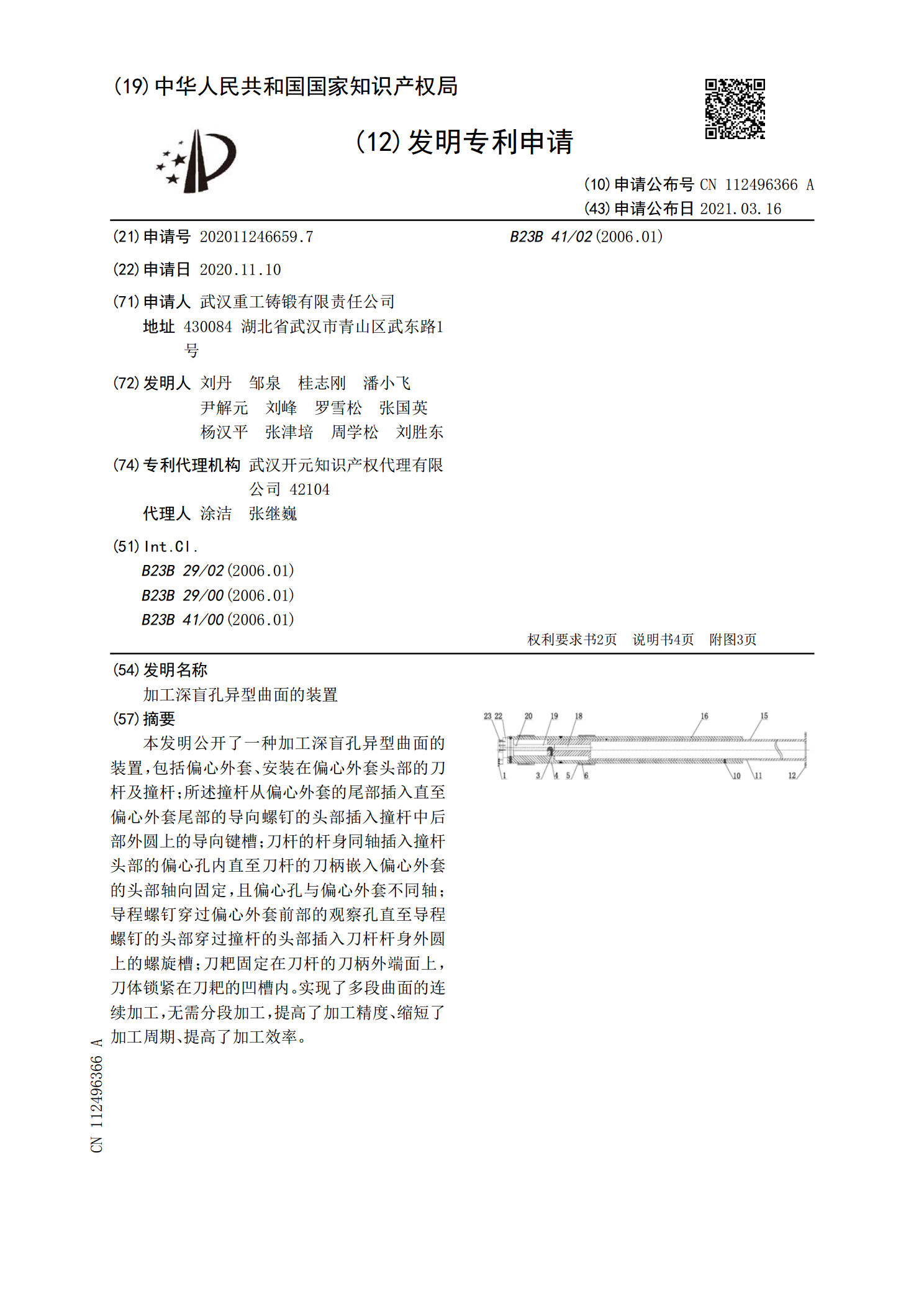
本发明涉及一种高硬度、深盲孔异型曲面的加工装置及加工方法,车刀杆前端通过专用夹持刀夹夹持成型刀;杆身圆周方向有两组以上、四个均布、可嵌入支撑木键的键槽;后端有防止车刀杆轴向走刀超过设定要求的限位挡板;末端附有防止车刀杆前端下坠的配重杆;成型刀按深盲孔异型曲面根部的中心截面形状配置有小圆弧成型刀、锥面成型刀和大圆弧成型刀。加工方法是,数控车床卡盘卡爪夹持工件的无孔端外圆;用中心堵头顶住工件的有孔端;车刀杆夹持在数控车床刀架上,调整车床刀架,将成型刀分别夹持到专用夹持刀夹上,并和相对应孔径的辅助堵头内壁对刀、

一种基于盲孔法测曲面残余应力的测量方法.pdf
本发明提供的一种基于盲孔法测曲面残余应力的测量方法,包括以下步骤:所述曲面包括凸球面和凹球面,所述方法包括以下步骤:分别建立凸球面模型和凹球面模型,并进行钻孔模拟,根据钻孔模拟过程中得到的敏感栅范围内所有节点的应变数据,得到应变释放系数a,b的表达式;根据应变释放系数a,b的表达式得到0°、45°和90°三个方向的应力应变关系式;利用盲孔法测量残余应力沿着0°、45°和90°三个方向的应变,根据每条应变方向插值算出对应的应变释放系数a,b的值,然后根据三向残余应力应力应变关系式即可分别得到在0°、45°和