
一种新型防火门内芯材料及其制造方法.pdf

丹烟****魔王


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种新型防火门内芯材料及其制造方法.pdf
本发明公开了一种新型防火门内芯材料,所述内芯主要成分为膨胀型珍珠岩颗粒、氯化镁卤液、氧化镁轻烧粉、疏水剂和煤烟粉;所述珍珠岩颗粒为100份、氯化镁卤液为55份、氧化镁轻烧粉为70份、疏水剂为3.5份、煤烟粉为5份。本发明有效解决了防火门门扇内芯填充周边无缝,杜绝了防火门不能隔热易穿火的致命伤。这种配方的内芯材料也有效解决了防火门内芯返卤吸潮变形的问题。用这种工艺配方和技术生产的膨胀珍珠岩板材成本低、生产效率高、不同厚度的板材用不同的压缩比,使其密度保持一致性,符合公安部消防产品合格评定中心关于防火产品工艺

一种新型防火门芯板材及其制备方法.pdf
本发明公开了一种新型防火门芯板材及其制备方法,涉及防火门材料技术领域,该板材包括以下原料:高炉矿渣、活化凹凸棒粘土、石英砂、钠长石、纳米二氧化硅、玄武岩纤维、改性胶粘剂、发泡液、界面剂、增塑剂和交联剂。其制备方法是通过对原料的预处理、混合、注模、固化及养护等步骤制得的。本发明的防火门芯板材制备简单方便,生产成本低廉,具有强度高、防火耐高温、保温阻音、防水抗震等优良的特性,使用寿命长,应用广泛,安全可靠,适宜推广应用。

一种新型高柔性防火电缆及其制造方法.pdf
一种新型高柔性防火电缆及其制造方法,它包括:柔性或软结构导体、软结构保护层、耐火隔离带、高温隔离带、热固性低烟无卤聚稀烃或弹性体绝缘层、柔性矿物纸绳、高温隔离带、低烟无卤聚稀烃或弹性体护套,所述柔性或软结构导体外有软结构保护层,所述软结构保护层外有耐火隔离带,所述耐火隔离带外有高温隔离带,所述高温隔离带外有热固性低烟无卤聚稀烃或弹性体绝缘层,所述软结构保护层、耐火隔离带、高温隔离带、热固性低烟无卤聚稀烃或弹性体绝缘层,共同形成满足较高电气绝缘性能的柔软的可靠的防火层,所述柔性矿物纸绳填充在多芯之间;所述高
一种新型防火材料及其制备方法.pdf
本发明公开了一种新型防火材料,包括如下重量份的原料:粉煤灰13~18份、黑泥粉15~25份、天然云母片粉13~18份、中空玻璃微珠15~20份、PVC树脂8~15份、米糠5~10份、膨胀珍珠岩3~9份、三氧化二铝2~4份、炉渣7~12份、金刚砂3~7份、玻璃纤维1~4份、碳纤维2~4份、阻燃剂1~2份、活性剂2~3份。本发明所述的新型防火材料成本低、隔热性能好,耐火时间长,适合各种消防工程使用。
一种蜗壳铸件砂芯的芯骨及其制造方法.pdf
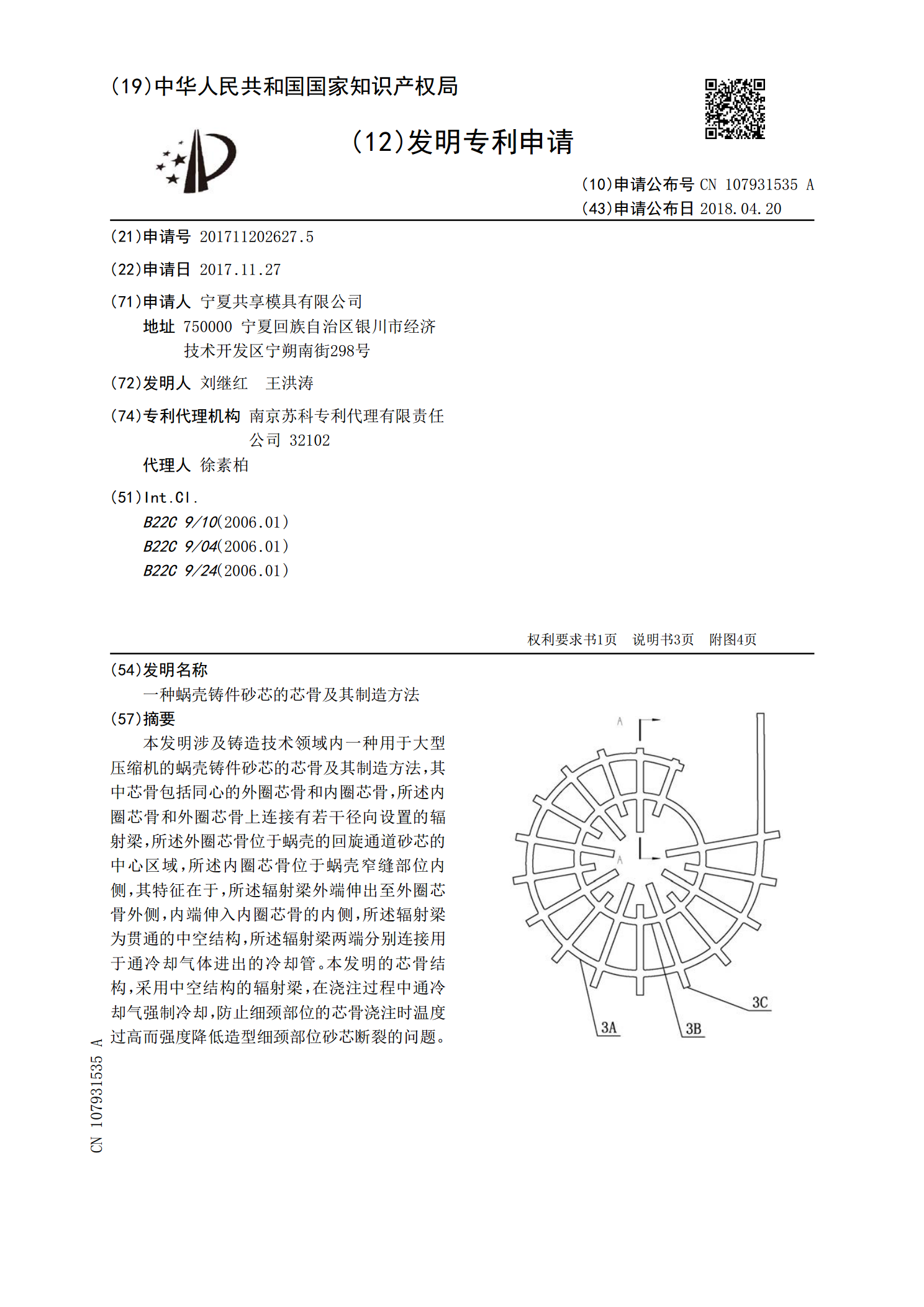
本发明涉及铸造技术领域内一种用于大型压缩机的蜗壳铸件砂芯的芯骨及其制造方法,其中芯骨包括同心的外圈芯骨和内圈芯骨,所述内圈芯骨和外圈芯骨上连接有若干径向设置的辐射梁,所述外圈芯骨位于蜗壳的回旋通道砂芯的中心区域,所述内圈芯骨位于蜗壳窄缝部位内侧,其特征在于,所述辐射梁外端伸出至外圈芯骨外侧,内端伸入内圈芯骨的内侧,所述辐射梁为贯通的中空结构,所述辐射梁两端分别连接用于通冷却气体进出的冷却管。本发明的芯骨结构,采用中空结构的辐射梁,在浇注过程中通冷却气强制冷却,防止细颈部位的芯骨浇注时温度过高而强度降低造型