
一种蜗壳铸件砂芯的芯骨及其制造方法.pdf

猫巷****觅蓉

1/9

2/9
3/9
4/9
5/9

6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种蜗壳铸件砂芯的芯骨及其制造方法.pdf
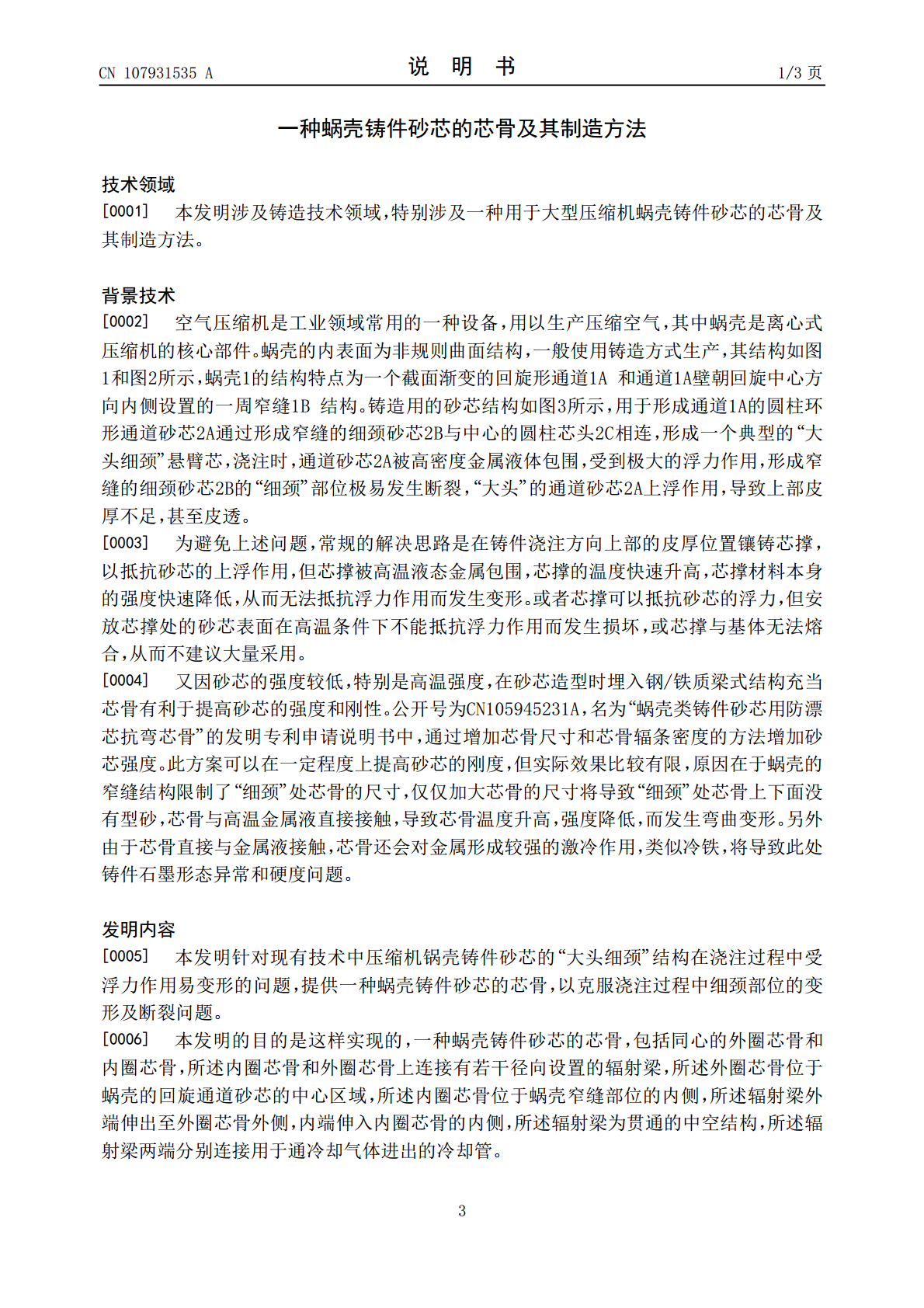
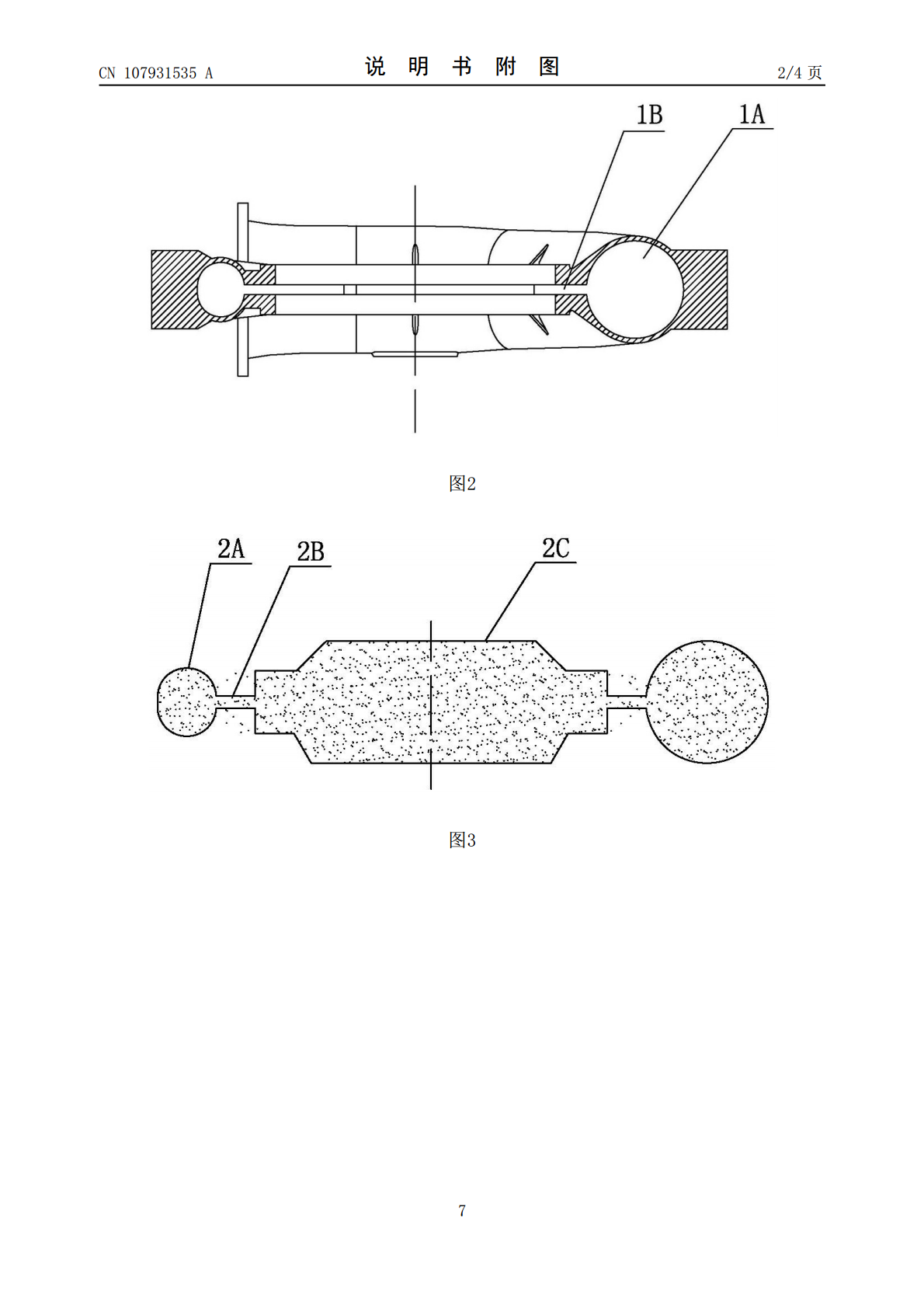
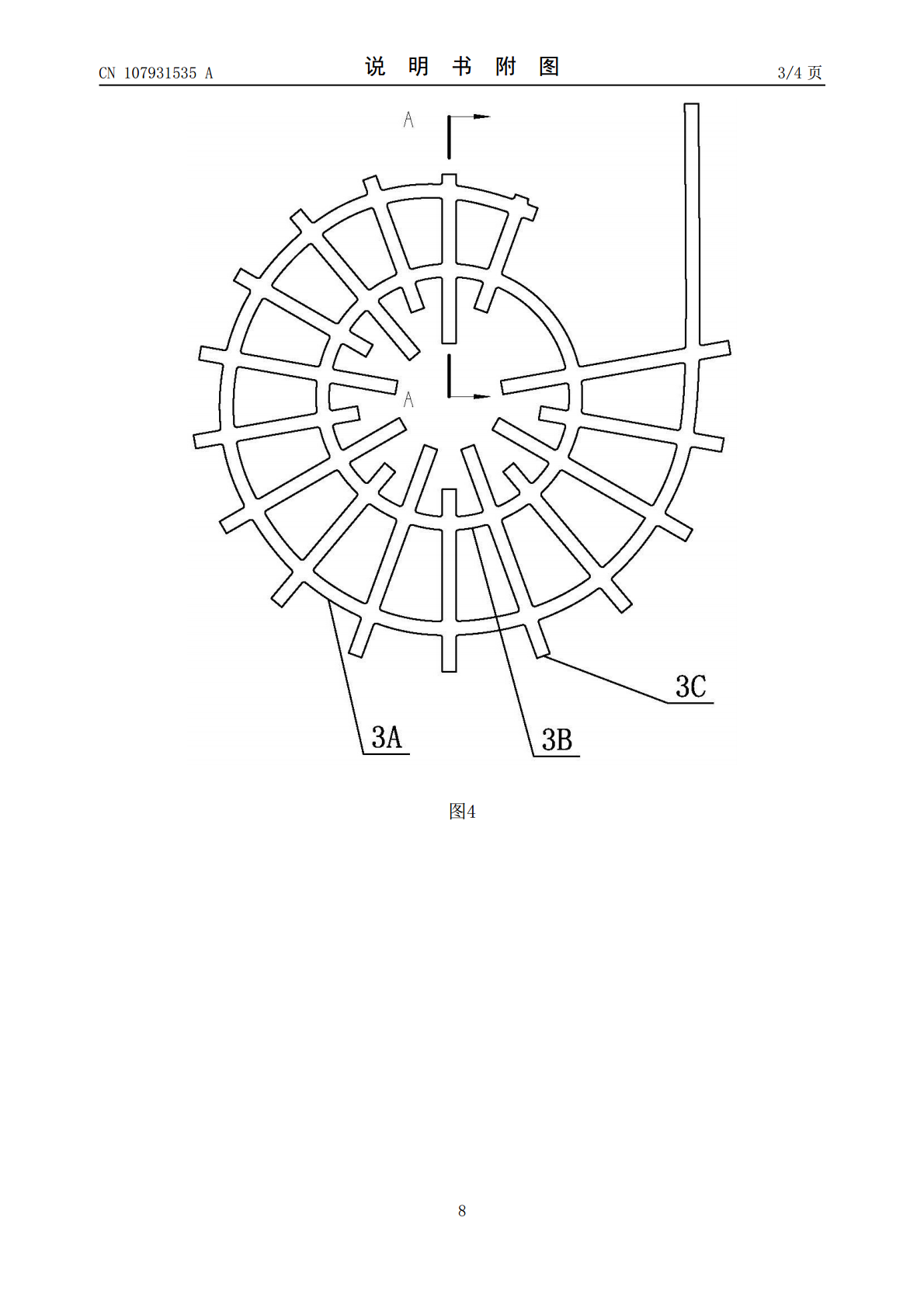
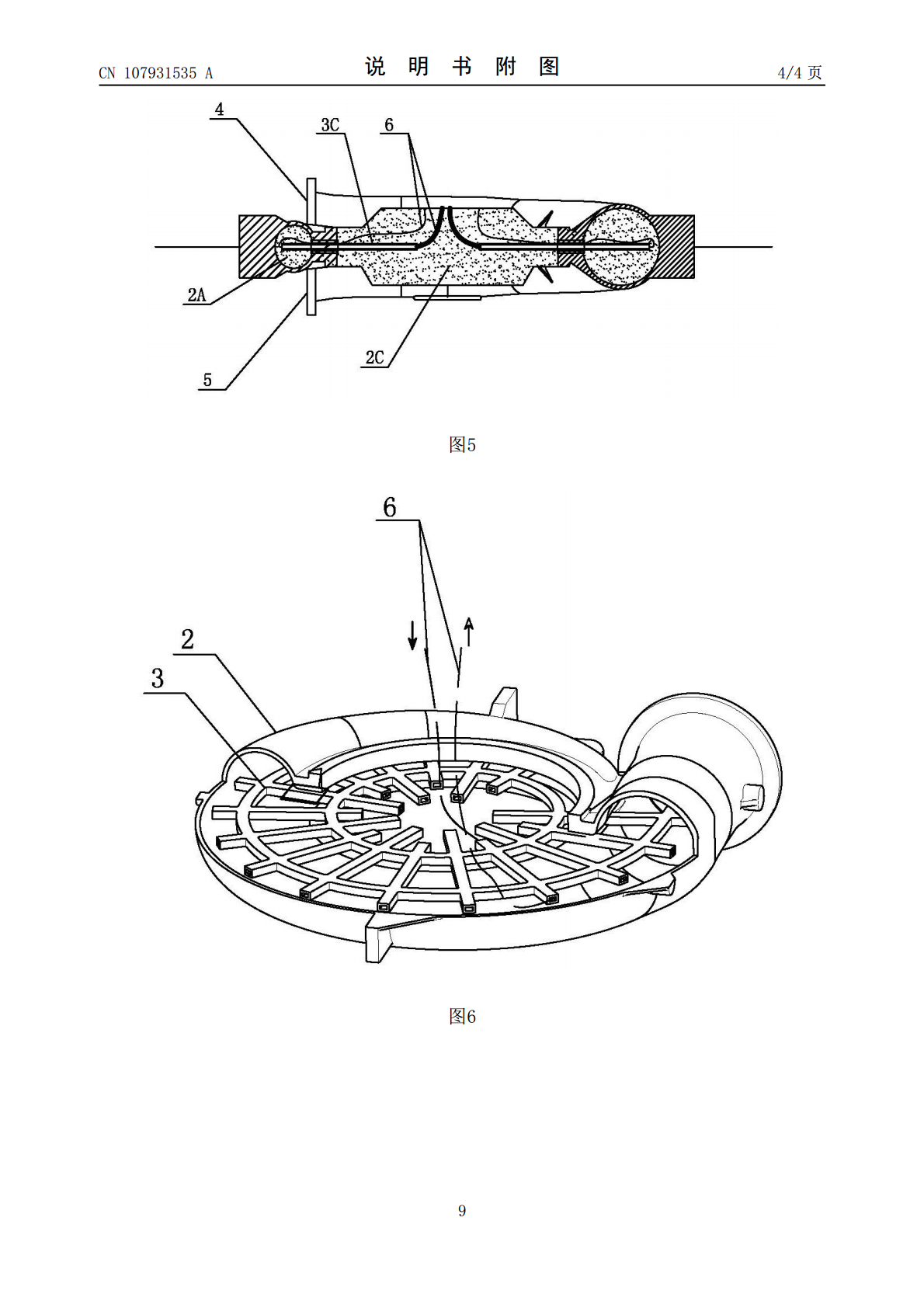
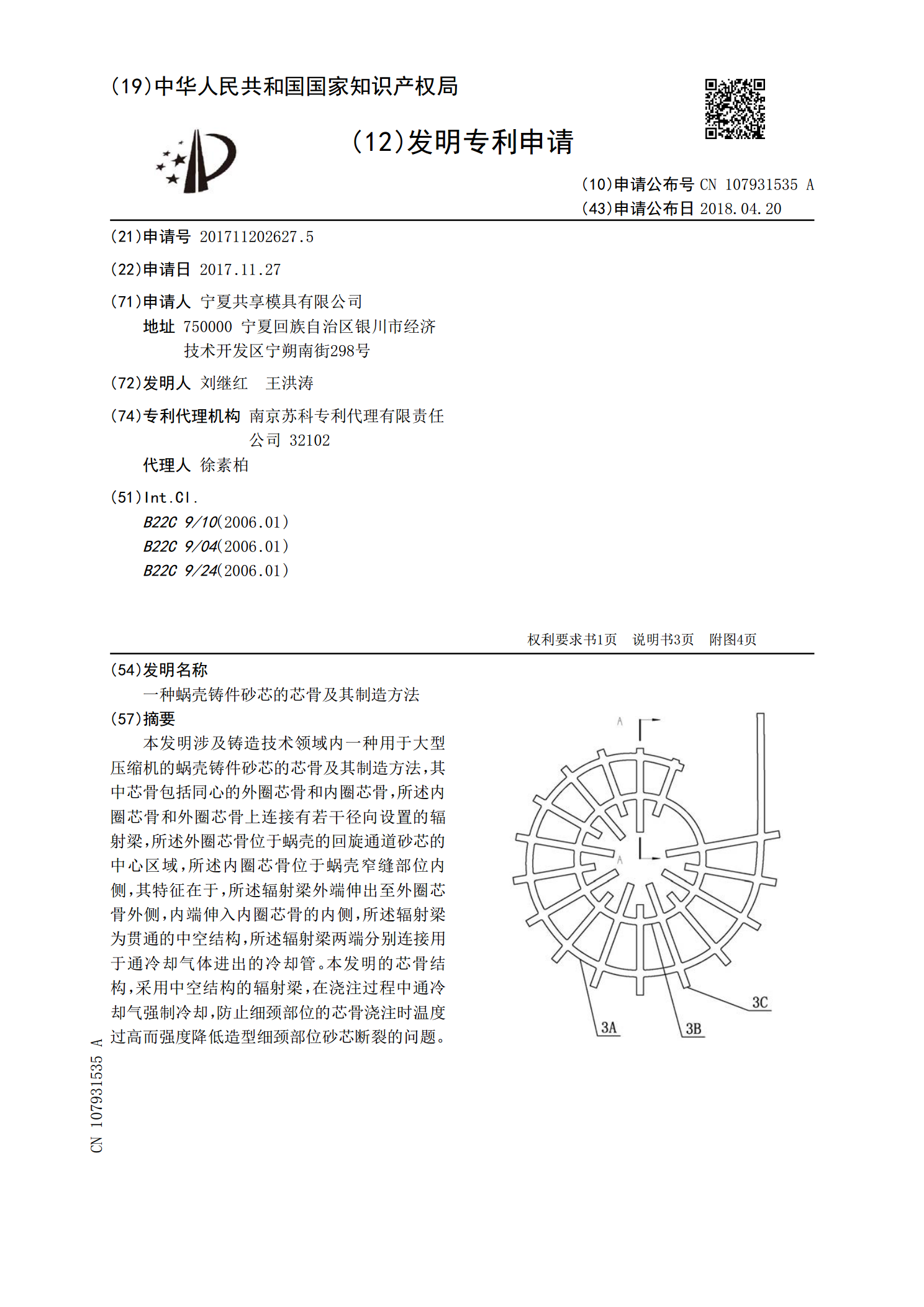
本发明涉及铸造技术领域内一种用于大型压缩机的蜗壳铸件砂芯的芯骨及其制造方法,其中芯骨包括同心的外圈芯骨和内圈芯骨,所述内圈芯骨和外圈芯骨上连接有若干径向设置的辐射梁,所述外圈芯骨位于蜗壳的回旋通道砂芯的中心区域,所述内圈芯骨位于蜗壳窄缝部位内侧,其特征在于,所述辐射梁外端伸出至外圈芯骨外侧,内端伸入内圈芯骨的内侧,所述辐射梁为贯通的中空结构,所述辐射梁两端分别连接用于通冷却气体进出的冷却管。本发明的芯骨结构,采用中空结构的辐射梁,在浇注过程中通冷却气强制冷却,防止细颈部位的芯骨浇注时温度过高而强度降低造型

制造大型薄壁框架类铸件用砂芯制备方法.pdf
本发明提供一种制造大型薄壁框架类铸件用砂芯制备方法,包括以下步骤:采用随温度变化的砂芯粘结剂制作与大型薄壁框架类铸件相匹配的砂芯,砂芯为实体结构;在砂芯上端面周边制作若干蜂窝孔,蜂窝孔轴线与砂芯上端面相垂直。向蜂窝孔内填充透气、无水分、无强度的干砂,干砂上再附覆型砂并与砂芯上端面平齐。本砂芯制备方法,在砂芯上端面周边制作若干蜂窝孔,保证了铸件凝固过程由受阻收缩变为趋于“零阻力”的近自由收缩,降低了铸件产生裂纹的几率;同时也保证了铸件收缩阻力的均匀性,减少变形量,以保证形位公差,提高铸件精度。此外蜂窝孔在实
一种大型壳芯铸件的烘烤方法.pdf
本发明涉及一种大型壳芯铸件的烘烤方法,属于铸造工艺技术领域。包括以下步骤:(1)将大型铸件的壳芯分解成2~3个或多个较小的壳芯;(2)把分解成单个的壳芯放在烘烤架上进行烘烤;(3)将壳芯冷却至室温,用粘合胶将烘烤好的单个壳芯粘合成整体壳芯;(4)将整体壳芯放置在烘烤架上,进行二次烘烤;(5)冷却、出炉。本发明本发明所述的方法将大型铸件的壳芯分解多个,进行单个烘烤后在粘合,再进行二次烘烤,能有效的降低壳芯的发气量,起到金属型浇注大形壳芯铸件时,有效避免因壳芯的发气量大造成铸件有气孔的质量问题的作用,提高了产
一种叶片插芯锁锁芯壳制造方法.pdf
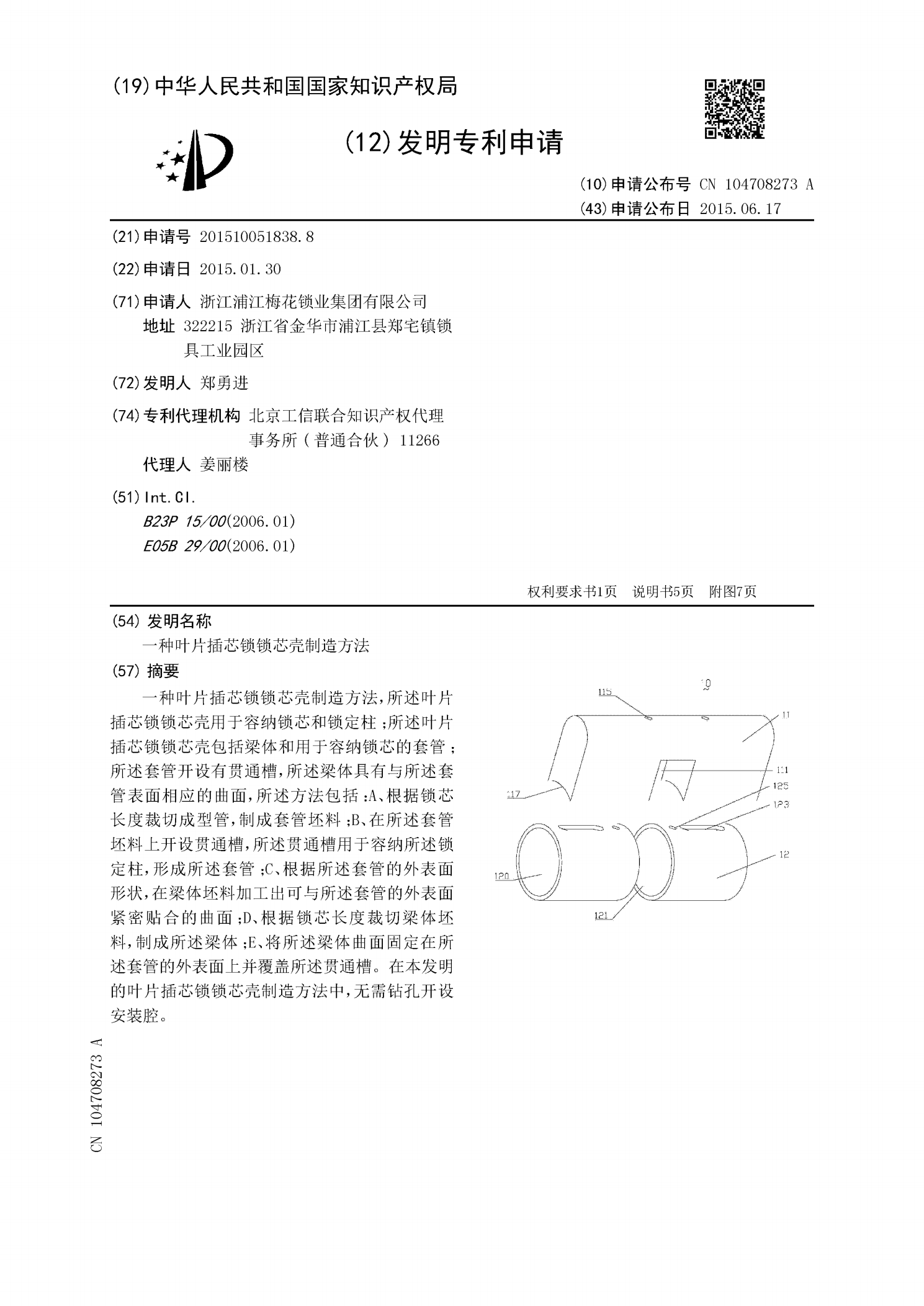
一种叶片插芯锁锁芯壳制造方法,所述叶片插芯锁锁芯壳用于容纳锁芯和锁定柱;所述叶片插芯锁锁芯壳包括梁体和用于容纳锁芯的套管;所述套管开设有贯通槽,所述梁体具有与所述套管表面相应的曲面,所述方法包括:A、根据锁芯长度裁切成型管,制成套管坯料;B、在所述套管坯料上开设贯通槽,所述贯通槽用于容纳所述锁定柱,形成所述套管;C、根据所述套管的外表面形状,在梁体坯料加工出可与所述套管的外表面紧密贴合的曲面;D、根据锁芯长度裁切梁体坯料,制成所述梁体;E、将所述梁体曲面固定在所述套管的外表面上并覆盖所述贯通槽。在本发明的
覆膜 覆砂 实体芯 壳型 壳芯 芯盒温度 射砂压力 覆膜砂 制芯 造型.pdf
覆膜砂造型制芯时应注意哪些问题近年来,覆膜砂的应用越来越广,几乎用于所有的造型方法。无论是制芯还是造型,其基本工艺要求是(湿态手工类除外);加热温度计200~300度;固化时间表30~150秒;射砂压力0.15~0.6MPA。具体参数应根据设备型号,型芯重量及复杂程度,覆膜砂的种类等进调整,原则是:形状简单的砂芯、流动好(或粒度较粗)的覆膜砂可选择较低的射砂压力,细薄砂芯选择较低的加热温度,加热温度低时可适当延长固化时间等;反之亦然。以下分述几种不同的应用实例。1)制作实体芯从理论上讲,覆膜砂几乎可以生产