
一种不锈钢带钢的平整方法.pdf

一条****淑淑


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种不锈钢带钢的平整方法.pdf
本发明涉及一种不锈钢带钢的平整方法,它包括下述依次的步骤:Ⅰ?关闭除尘系统;Ⅱ?在准备站切掉带钢头部缺陷部分,尤其是要切掉粘贴标签的部位;Ⅲ?机组穿带时,使用开卷压辊协助完成穿带,将前张力夹送辊、后张力夹送辊抬起,避免夹送辊对带钢产生擦疤;Ⅳ?穿带结束,压下前张力夹送辊、后张力夹送辊,平整作业过程中把握好机组前后张力、轧制压力、机组速度的调整节点和调整幅度,根据述产品规格调整机组速度和矫直辊位置。本不锈钢带钢的平整方法平整表面擦疤压坑问题基本杜绝,确保不锈钢表面质量,合格率达99.9%。

一种带钢矫直机以及平整方法.pdf
本发明涉及一种带钢矫直机,所述带钢矫直机包括底座、执行机构、磁力机构以及调节机构,所述调节机构安装在底座的前端,执行机构安装在底座的后方,磁力机构位于执行机构的上方,该技术方案通过采用在钢卷开卷过程中对带钢带头进行矫正的方法来使整个带头区域平整,带头能顺利通过穿带导板到达焊机,保证穿带过程顺利。
带钢移动式平整装置及平整方法.pdf
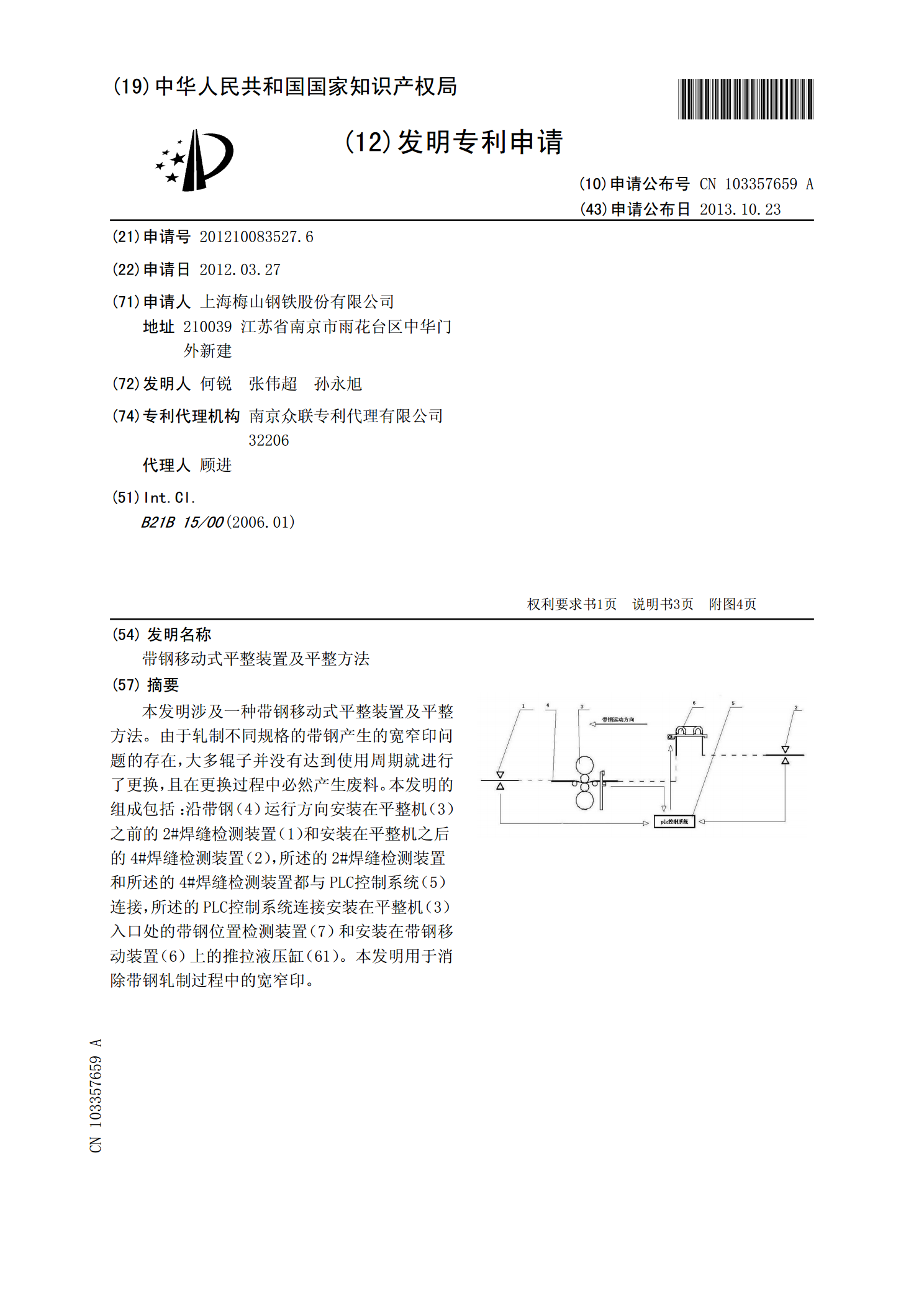
本发明涉及一种带钢移动式平整装置及平整方法。由于轧制不同规格的带钢产生的宽窄印问题的存在,大多辊子并没有达到使用周期就进行了更换,且在更换过程中必然产生废料。本发明的组成包括:沿带钢(4)运行方向安装在平整机(3)之前的2#焊缝检测装置(1)和安装在平整机之后的4#焊缝检测装置(2),所述的2#焊缝检测装置和所述的4#焊缝检测装置都与PLC控制系统(5)连接,所述的PLC控制系统连接安装在平整机(3)入口处的带钢位置检测装置(7)和安装在带钢移动装置(6)上的推拉液压缸(61)。本发明用于消除带钢轧制过程

一种带钢湿平整表面粗糙度的预测方法.pdf
本发明提供一种带钢湿平整表面粗糙度的预测方法。该方法包括步骤:(1)收集平整机平整参数;(2)收集带钢的在线粗糙度,求出长度L内带钢上的平均粗糙度和相应轧机的平均压下率;(3)计算出平整后带钢的粗糙度,平整后带钢粗糙度数学表达式为:(4)将带钢粗糙度目标值

一种不锈钢带钢卷取装置及卷取方法.pdf
本发明公开了一种不锈钢带钢卷取装置及卷取方法,属于带钢卷取装置领域,一种不锈钢带钢卷取装置,包括底板,所述底板的上端面靠近左侧的位置固定连接有固定架,所述固定架的右端面靠近上方的位置通过轴承转动连接有中心管,所述中心管的左端贯穿固定架,且其环形外表面左端固定连接有传动轮一,所述底板的上端面位于固定架左侧的位置固定连接有电机一,所述电机一的右端输出轴顶端固定连接有传动轮二,该装置结构不仅可以实现对带钢更加快捷方便的固定,且固定效果更好,能够保证带钢的卷收质量,还能够自动的对卷取完成的带钢进行自动卸货,无需人