
带钢移动式平整装置及平整方法.pdf

梦影****主a


1/9

2/9
3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
带钢移动式平整装置及平整方法.pdf
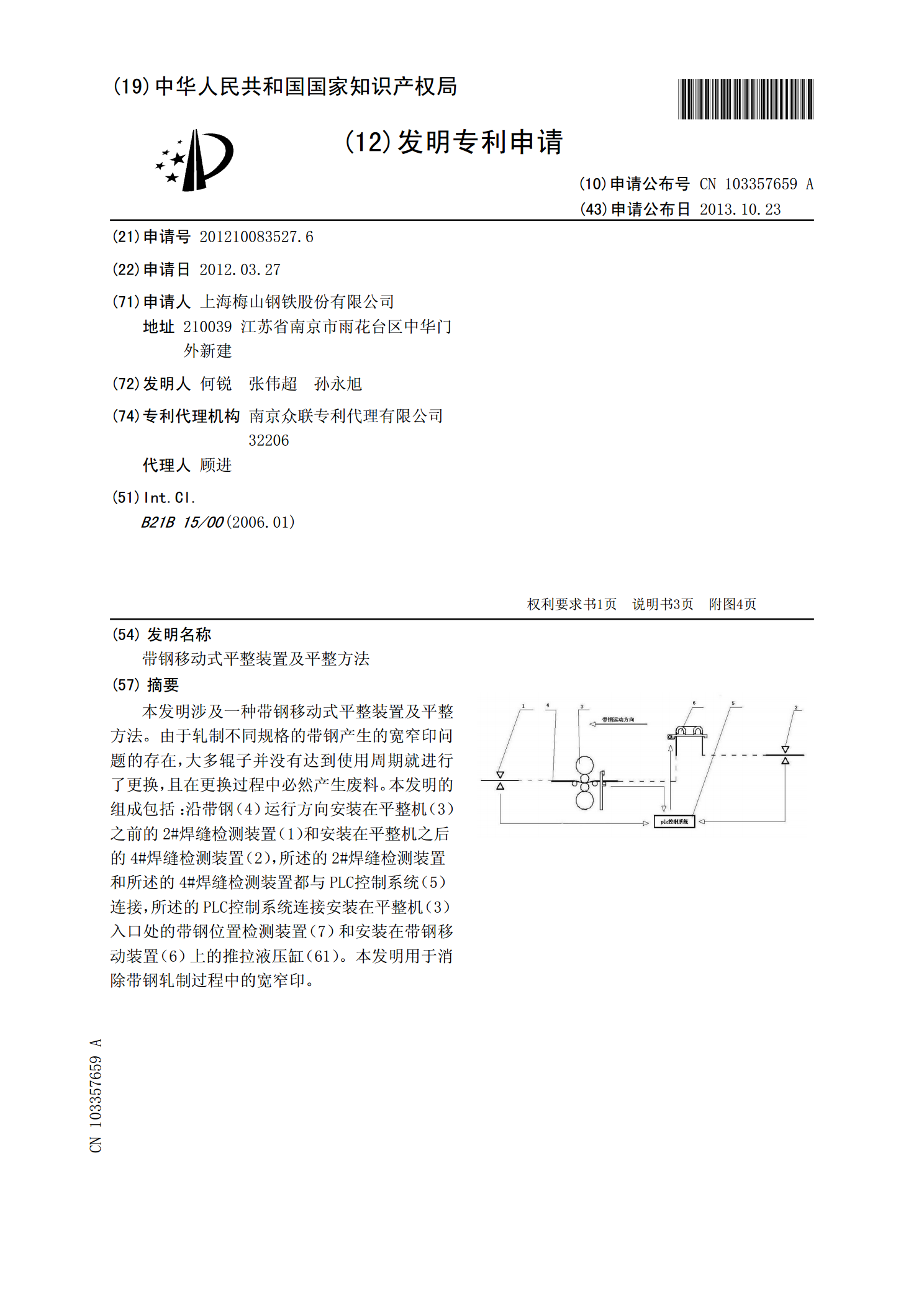
本发明涉及一种带钢移动式平整装置及平整方法。由于轧制不同规格的带钢产生的宽窄印问题的存在,大多辊子并没有达到使用周期就进行了更换,且在更换过程中必然产生废料。本发明的组成包括:沿带钢(4)运行方向安装在平整机(3)之前的2#焊缝检测装置(1)和安装在平整机之后的4#焊缝检测装置(2),所述的2#焊缝检测装置和所述的4#焊缝检测装置都与PLC控制系统(5)连接,所述的PLC控制系统连接安装在平整机(3)入口处的带钢位置检测装置(7)和安装在带钢移动装置(6)上的推拉液压缸(61)。本发明用于消除带钢轧制过程

移动式平整机.pdf
本发明公布了移动式平整机,包括机架、支撑机构和平整结构,机架上设有操作台,支撑机构设置在操作台上,平整机构设置在机架上,所述平整机构包括下压头和平整滚轮,下压头滑动设置于机架上方,所述平整滚轮设置在支撑机构上方,与机架相连;还包括设置在机架内的电机,所述电机的输出端与平整滚轮的转轴相连,所述机架下还设有多个万向轮。机架下设置的万向轮可实现360度旋转,在平整机搬运过程中,可使平整机在移动时更加地快捷省力,减小搬运工人的劳动强度。

一种不锈钢带钢的平整方法.pdf
本发明涉及一种不锈钢带钢的平整方法,它包括下述依次的步骤:Ⅰ?关闭除尘系统;Ⅱ?在准备站切掉带钢头部缺陷部分,尤其是要切掉粘贴标签的部位;Ⅲ?机组穿带时,使用开卷压辊协助完成穿带,将前张力夹送辊、后张力夹送辊抬起,避免夹送辊对带钢产生擦疤;Ⅳ?穿带结束,压下前张力夹送辊、后张力夹送辊,平整作业过程中把握好机组前后张力、轧制压力、机组速度的调整节点和调整幅度,根据述产品规格调整机组速度和矫直辊位置。本不锈钢带钢的平整方法平整表面擦疤压坑问题基本杜绝,确保不锈钢表面质量,合格率达99.9%。

可移动式渔网烘干与平整的组合装置.pdf
本发明一种可移动式渔网烘干与平整的组合装置,主要由输送转辊、密封箱、电热散热器、左伸缩杆、右伸缩杆、上平衡基板、托辊组、下平衡基板、滚轮、摇杆和平衡弹簧组成,电热散热器与密封箱内壁上表面连接,左伸缩杆和右伸缩杆分别与密封箱固性连接,左伸缩杆和右伸缩杆分别与上平衡基板的两端固性连接,上平衡基板通过压缩弹簧与下平衡基板连接,托辊组设置在上平衡基板与下平衡基板中间与密封箱连接,滚轮与密封箱连接,摇杆通过铰接链与密封箱连接。通过上述技术方案后的有益效果是结构完整,功能多样,使用方便和能达到理想的烘干和平整效果。

一种带钢矫直机以及平整方法.pdf
本发明涉及一种带钢矫直机,所述带钢矫直机包括底座、执行机构、磁力机构以及调节机构,所述调节机构安装在底座的前端,执行机构安装在底座的后方,磁力机构位于执行机构的上方,该技术方案通过采用在钢卷开卷过程中对带钢带头进行矫正的方法来使整个带头区域平整,带头能顺利通过穿带导板到达焊机,保证穿带过程顺利。