
镁合金棒材加工模具.pdf

An****99


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

镁合金棒材加工模具.pdf
本发明提供一种镁合金棒材加工模具。目前工程上镁合金成形加工主要采用压铸、半固态成形及触变成形等铸造加工技术,存在着组织部太致密、成分偏析,最小厚度偏大、力学性能偏低等缺憾。本发明包括上模座(1)和下模座(2),所述的下模座上过盈配合安装一组导柱(3),所述的上模座分别连接上模(4)、压头(5)和一组导套(6),所述的上模和所述的上模座过盈配合,所述的上模和所述的压头间隙配合,所述的上模和所述的导套过盈配合,所述的上模与安装在所述的下模座上的下模(12)通过锥面定位,所述的上模、下模和压头上分别具有加热孔(
等轴晶镁合金棒材的挤压模具和制造方法.pdf
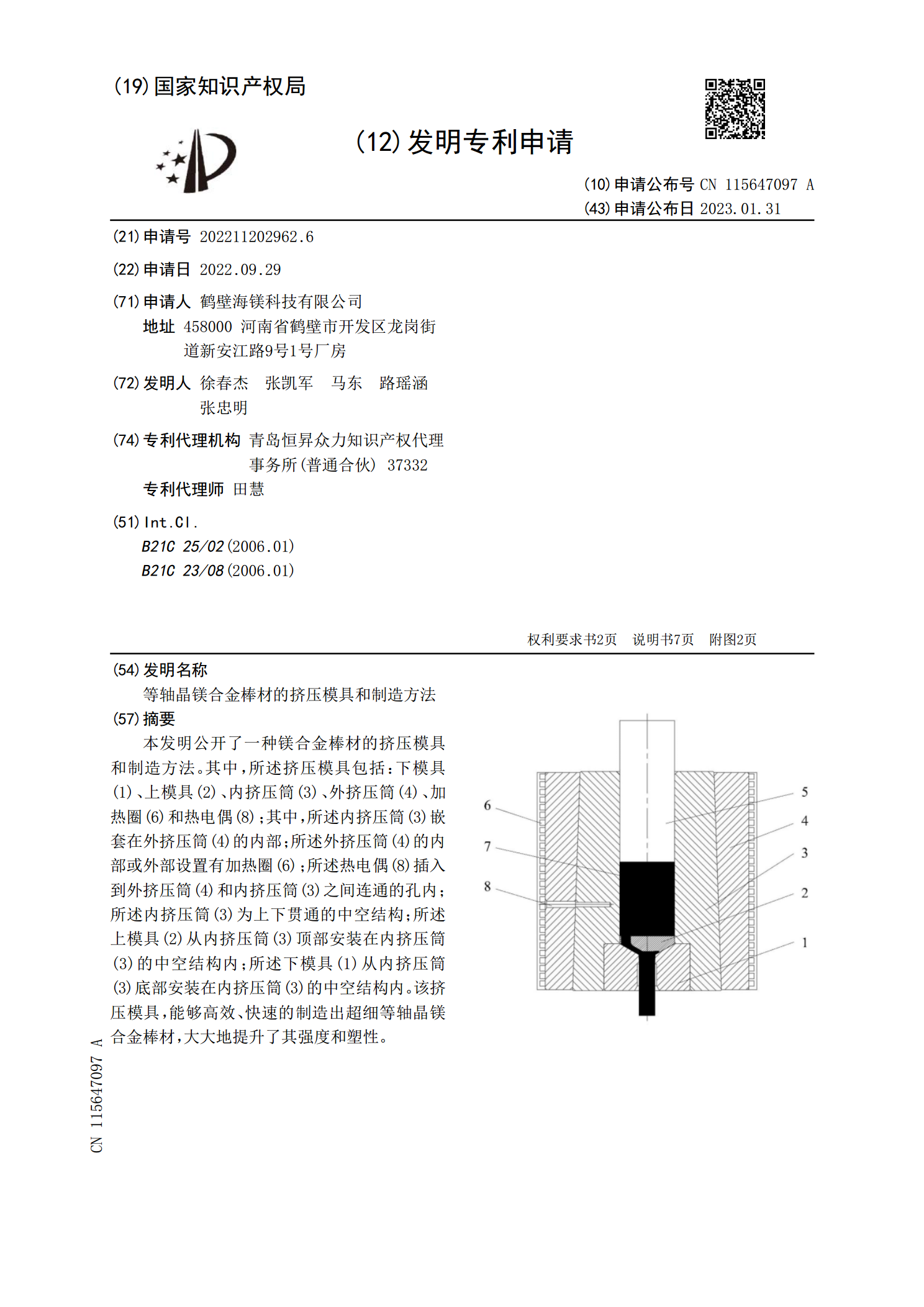
本发明公开了一种镁合金棒材的挤压模具和制造方法。其中,所述挤压模具包括:下模具(1)、上模具(2)、内挤压筒(3)、外挤压筒(4)、加热圈(6)和热电偶(8);其中,所述内挤压筒(3)嵌套在外挤压筒(4)的内部;所述外挤压筒(4)的内部或外部设置有加热圈(6);所述热电偶(8)插入到外挤压筒(4)和内挤压筒(3)之间连通的孔内;所述内挤压筒(3)为上下贯通的中空结构;所述上模具(2)从内挤压筒(3)顶部安装在内挤压筒(3)的中空结构内;所述下模具(1)从内挤压筒(3)底部安装在内挤压筒(3)的中空结构内。

模具结构对镁合金棒材裂纹形成的有限元和实验研究.docx
模具结构对镁合金棒材裂纹形成的有限元和实验研究随着人们对轻量化材料需求的日益增加,镁合金作为一种轻量化材料受到了广泛关注。镁合金棒材是镁合金应用广泛的一种形式,而棒材的制造过程中常常会出现裂纹等问题,影响棒材的质量。因此,对镁合金棒材裂纹形成的有限元和实验研究非常有意义。本文旨在研究模具结构对镁合金棒材裂纹形成的影响。具体研究内容包括:模具结构设计、有限元模拟和实验验证。一、模具结构设计为了研究模具结构对镁合金棒材裂纹形成的影响,需要设计合适的模具结构。模具的设计应考虑棒材的形状、材质、加工参数等因素。在

镁合金挤压棒材的制造方法.pdf
(19)中华人民共和国国家知识产权局(12)发明专利说明书(10)申请公布号CN1695885A(43)申请公布日2005.11.16(21)申请号CN200510009997.8(22)申请日2005.05.20(71)申请人东北轻合金有限责任公司地址150060黑龙江省哈尔滨市平房区新疆大街(72)发明人郑祥建左宏卿吕丹金龙兵付忠国(74)专利代理机构哈尔滨市松花江专利商标事务所代理人岳泉清(51)Int.CIB23P23/04C22C23/02权利要求说明书说明书幅图(54)发明名称镁合金挤压棒材的

铜管棒材加工工艺简介.doc
精密铜镍合金节能降耗技术改造项目工艺计算说明产品方案及生产工艺简介根据产品方案及所选择的生产工艺,年产量60000t。其中:白铜管13000t、紫铜和黄铜管材7000t、型材4000t、铜合金棒材和线材36000t。序号产品名称产品牌号规格范围(mm)年产量(t/a)1白铜管BFe10-1-1Ø6~360×0.5~20110002冷凝管BFe30-1-1Ø6~360×0.5~202000HSn70-1HAl77-2Ø10~35×0.5~120003紫铜管、棒、型材TU1、TU2、T2、TP2Ø10~360