
一种钢管的自动捆扎装置.pdf

映雁****魔王

1/10
2/10
3/10

4/10

5/10
6/10
7/10

8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种钢管的自动捆扎装置.pdf
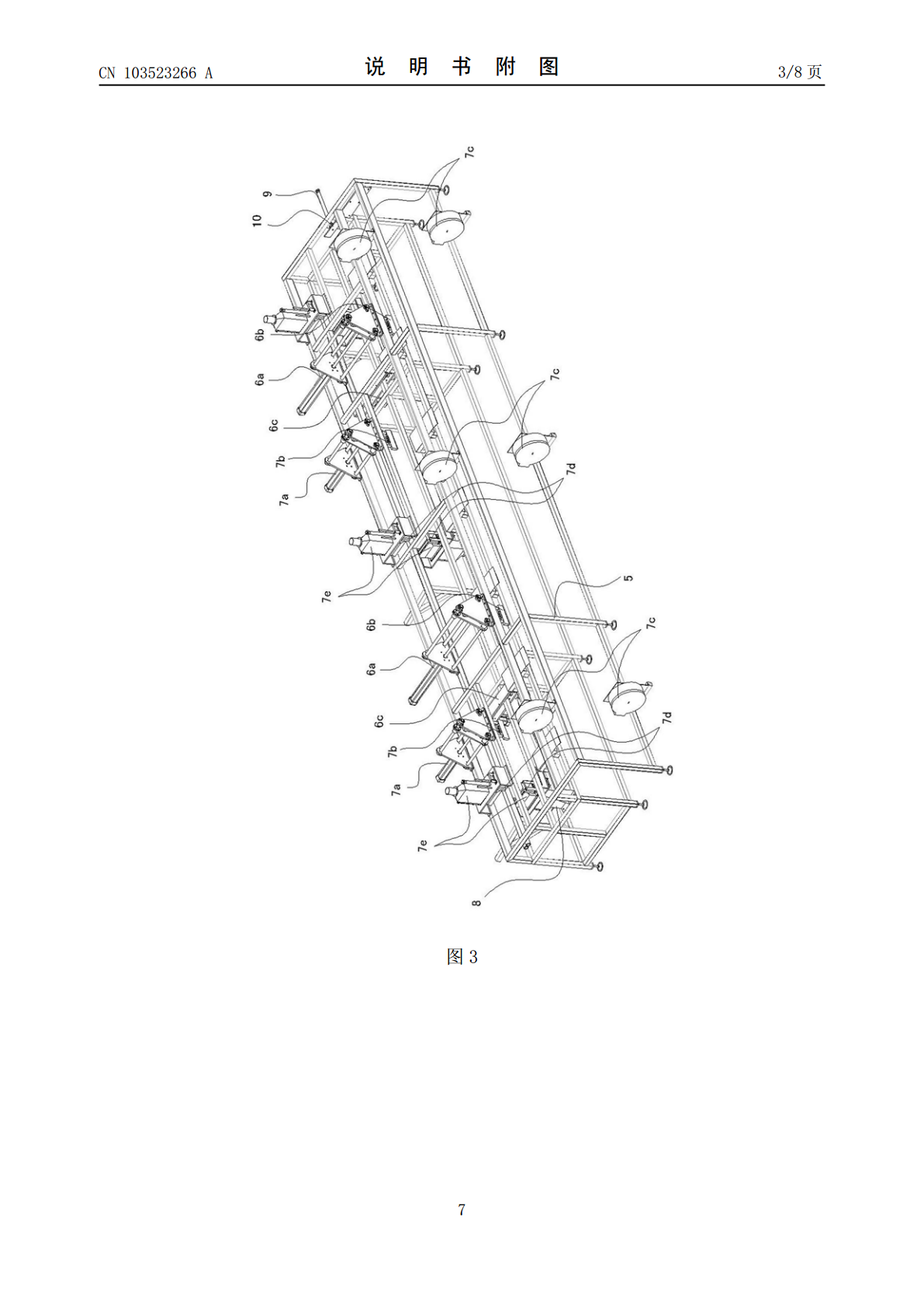
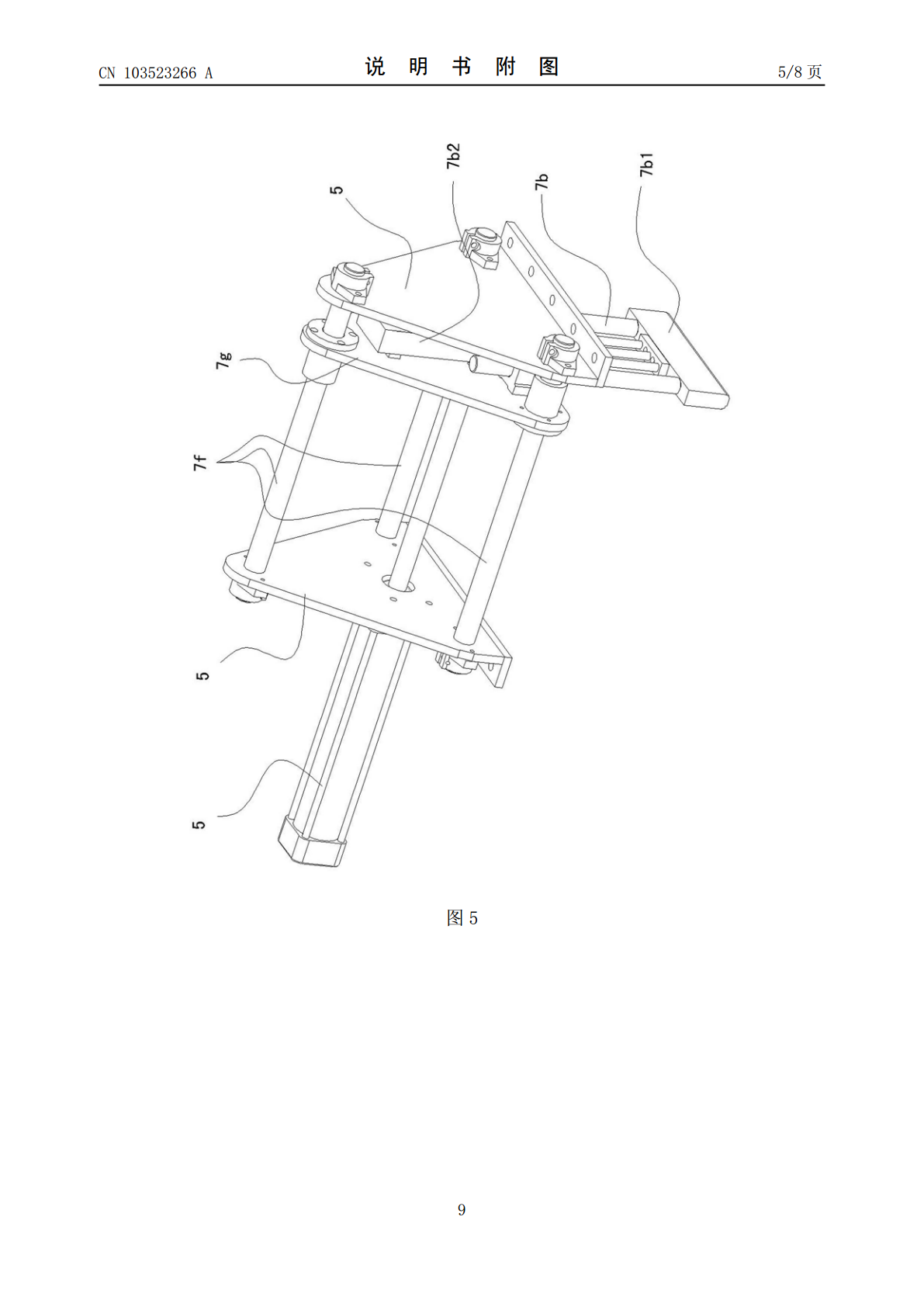
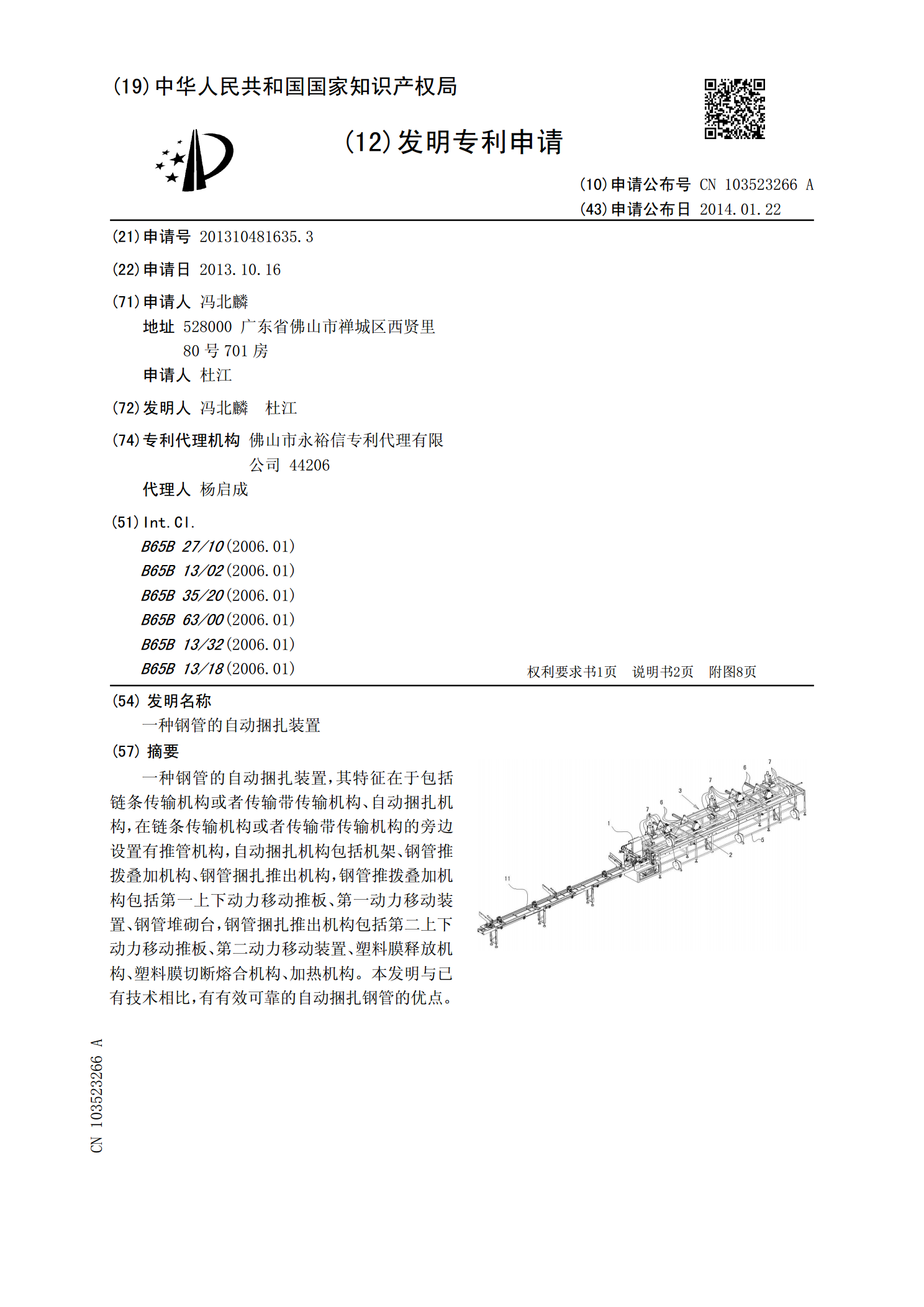
一种钢管的自动捆扎装置,其特征在于包括链条传输机构或者传输带传输机构、自动捆扎机构,在链条传输机构或者传输带传输机构的旁边设置有推管机构,自动捆扎机构包括机架、钢管推拨叠加机构、钢管捆扎推出机构,钢管推拨叠加机构包括第一上下动力移动推板、第一动力移动装置、钢管堆砌台,钢管捆扎推出机构包括第二上下动力移动推板、第二动力移动装置、塑料膜释放机构、塑料膜切断熔合机构、加热机构。本发明与已有技术相比,有有效可靠的自动捆扎钢管的优点。
一种自动捆扎螃蟹装置.pdf
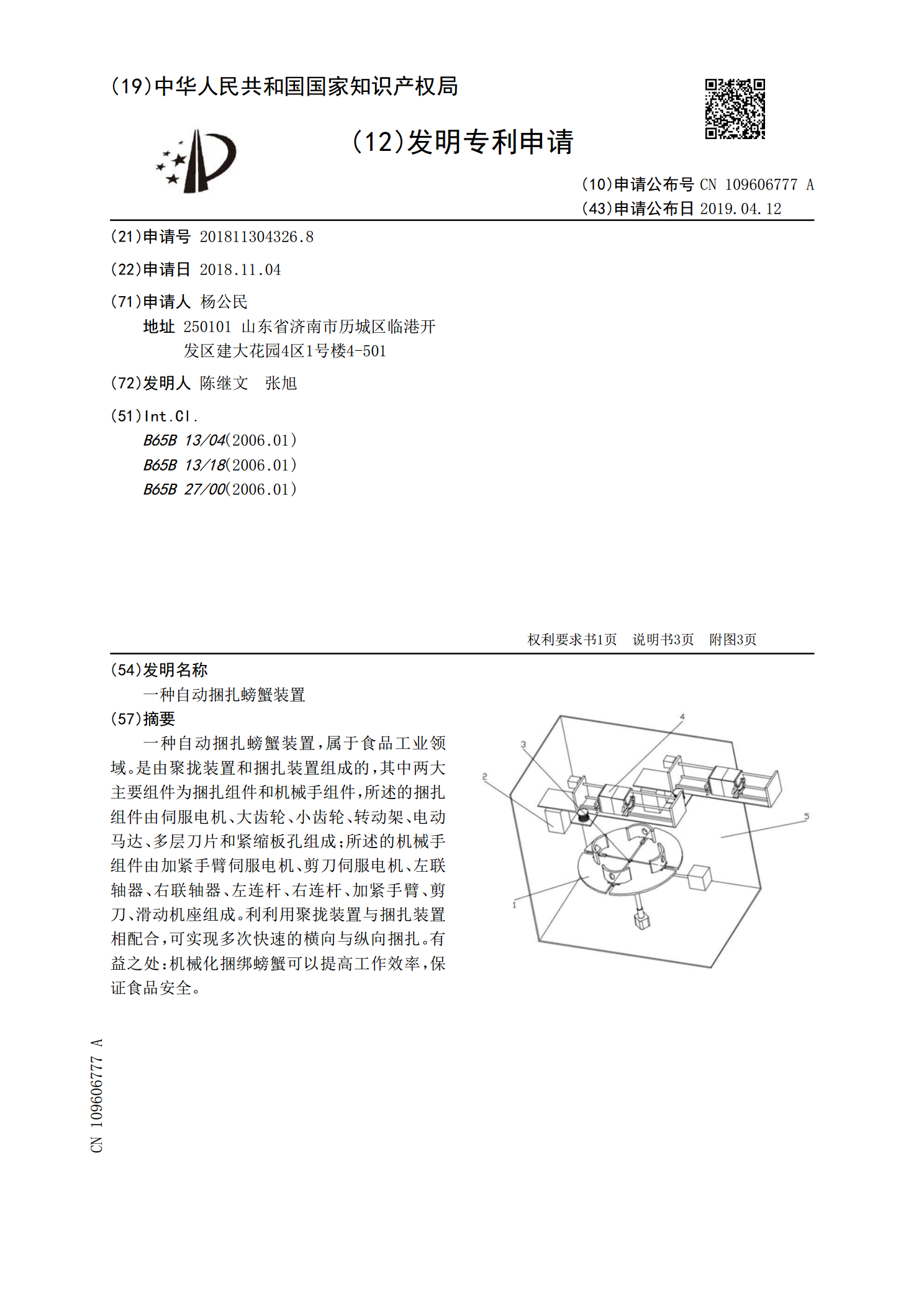
一种自动捆扎螃蟹装置,属于食品工业领域。是由聚拢装置和捆扎装置组成的,其中两大主要组件为捆扎组件和机械手组件,所述的捆扎组件由伺服电机、大齿轮、小齿轮、转动架、电动马达、多层刀片和紧缩板孔组成;所述的机械手组件由加紧手臂伺服电机、剪刀伺服电机、左联轴器、右联轴器、左连杆、右连杆、加紧手臂、剪刀、滑动机座组成。利利用聚拢装置与捆扎装置相配合,可实现多次快速的横向与纵向捆扎。有益之处:机械化捆绑螃蟹可以提高工作效率,保证食品安全。
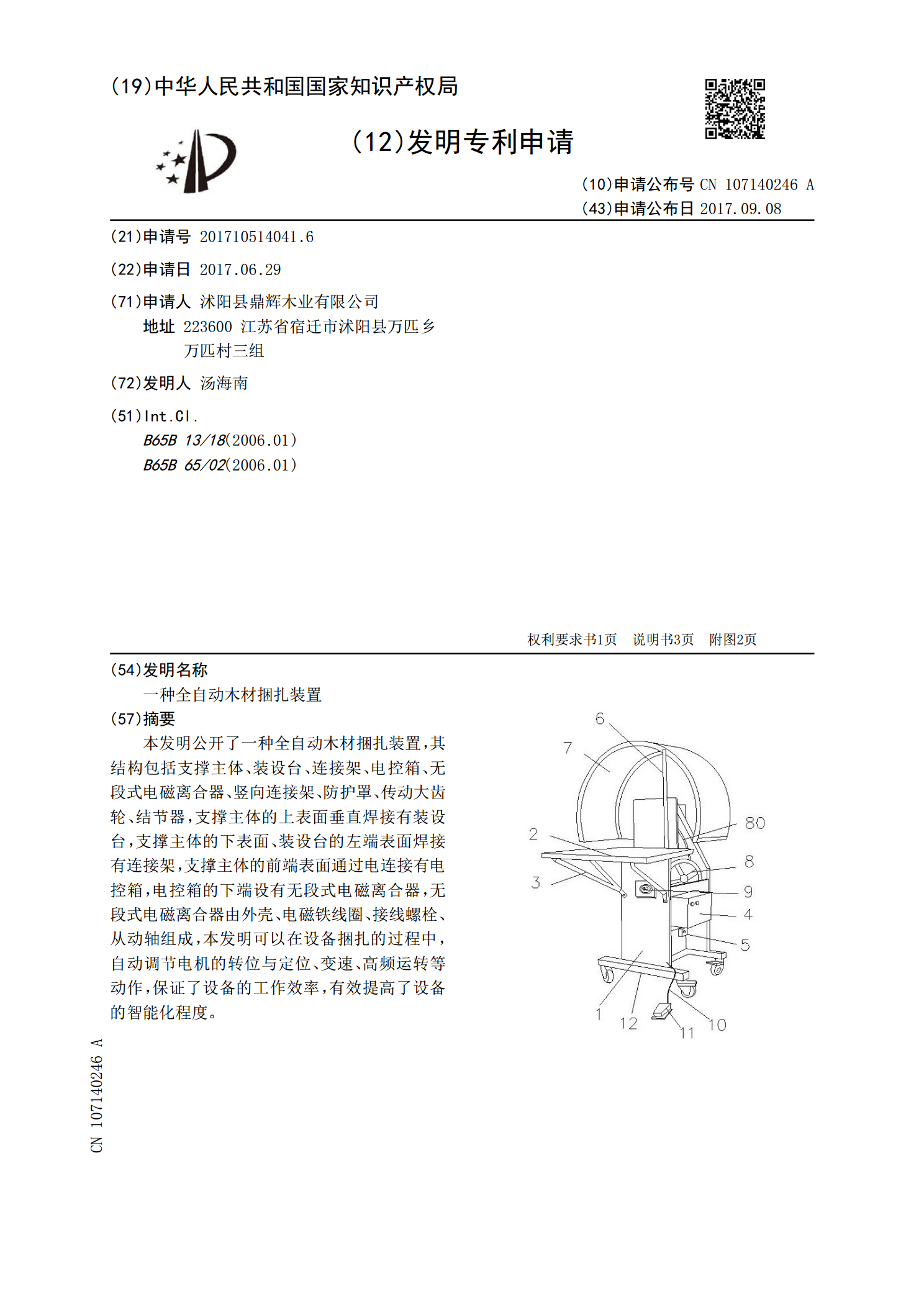
一种全自动木材捆扎装置.pdf
本发明公开了一种全自动木材捆扎装置,其结构包括支撑主体、装设台、连接架、电控箱、无段式电磁离合器、竖向连接架、防护罩、传动大齿轮、结节器,支撑主体的上表面垂直焊接有装设台,支撑主体的下表面、装设台的左端表面焊接有连接架,支撑主体的前端表面通过电连接有电控箱,电控箱的下端设有无段式电磁离合器,无段式电磁离合器由外壳、电磁铁线圈、接线螺栓、从动轴组成,本发明可以在设备捆扎的过程中,自动调节电机的转位与定位、变速、高频运转等动作,保证了设备的工作效率,有效提高了设备的智能化程度。

一种线缆自动剪裁捆扎装置.pdf
本发明涉及一种剪裁捆扎装置,尤其涉及一种线缆自动剪裁捆扎装置。本发明要解决的技术问题是提供一种自动化程度高、剪裁捆扎效率高、不易对线缆造成损坏的线缆自动剪裁捆扎装置。该装置包括有放线架、张力控制装置、水平导轮、竖直导轮、护线套和夹线器Ⅰ等;放线架右侧设置有张力控制装置,张力控制装置右侧设置有水平导轮,水平导轮右侧设置有竖直导轮,竖直导轮右侧设置有护线套,护线套右侧设置有夹线器Ⅰ。本发明克服了现有技术条件下,线缆剪裁捆扎过程中自动化程度低、费时费力,而且线缆剪裁捆扎效率低、线缆易损坏、加工成本高的缺点,达到
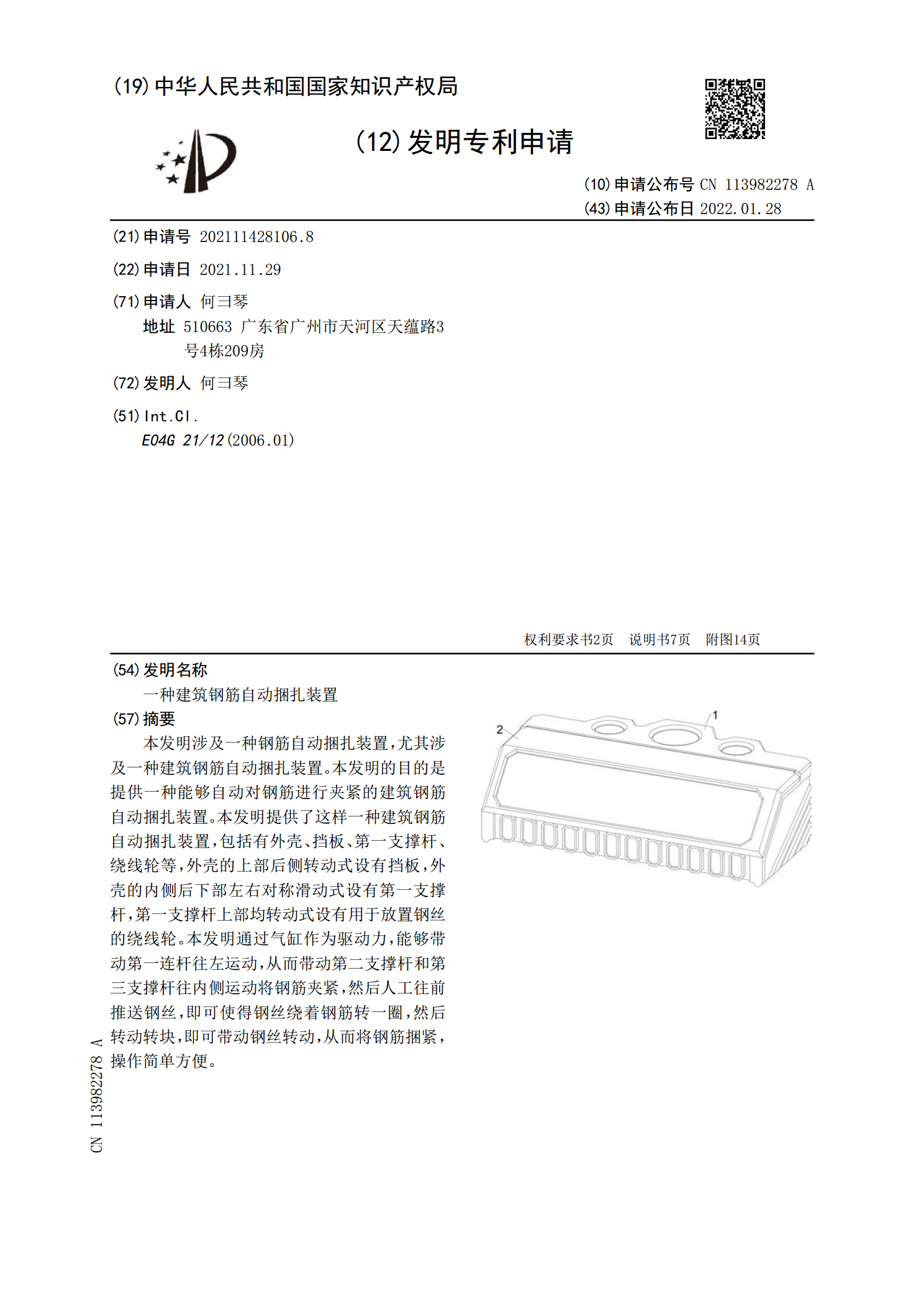
一种建筑钢筋自动捆扎装置.pdf
本发明涉及一种钢筋自动捆扎装置,尤其涉及一种建筑钢筋自动捆扎装置。本发明的目的是提供一种能够自动对钢筋进行夹紧的建筑钢筋自动捆扎装置。本发明提供了这样一种建筑钢筋自动捆扎装置,包括有外壳、挡板、第一支撑杆、绕线轮等,外壳的上部后侧转动式设有挡板,外壳的内侧后下部左右对称滑动式设有第一支撑杆,第一支撑杆上部均转动式设有用于放置钢丝的绕线轮。本发明通过气缸作为驱动力,能够带动第一连杆往左运动,从而带动第二支撑杆和第三支撑杆往内侧运动将钢筋夹紧,然后人工往前推送钢丝,即可使得钢丝绕着钢筋转一圈,然后转动转块,即