
一种用于检测工件过盈装配过松或过紧的装置.pdf

春岚****23

1/7

2/7

3/7
4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于检测工件过盈装配过松或过紧的装置.pdf
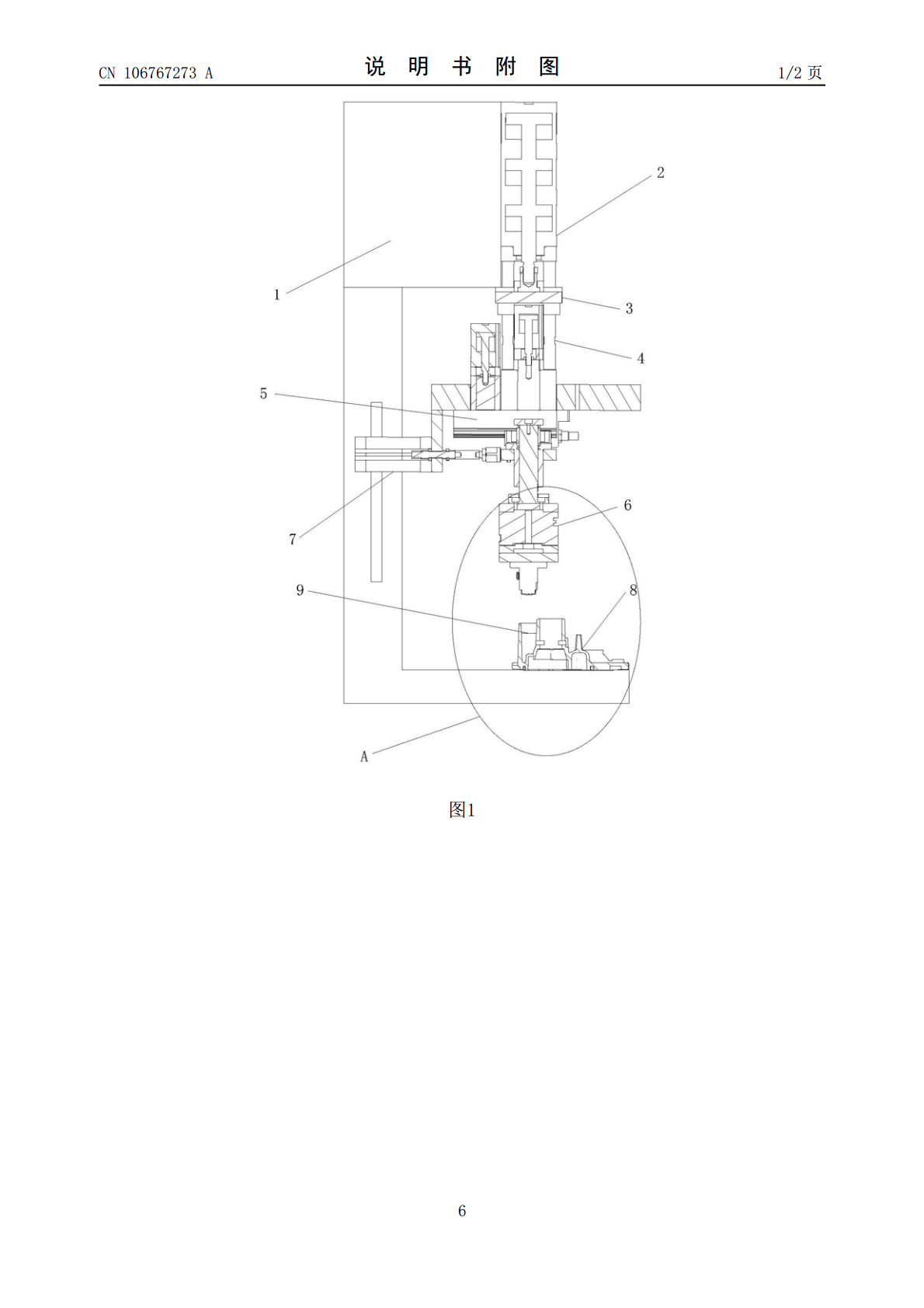
本发明公开了一种用于检测工件过盈装配过松或过紧的装置,它包括机架,机架由上至下设有依次相连的第一驱动机构、连板、第二驱动机构、导轨以及吸取机构,第一驱动机构的最大驱动力大于第二驱动机构的最大驱动力,导轨沿水平方向设置,吸取机构滑动设于导轨上,机架上位于导轨的一侧设有推送机构,推送机构的前端与吸取机构相连,吸取机构的下方设有夹持机构以及待吸取的检测元件。相比现有技术,本发明能够有效检测部件之间的过盈配合是否符合设计要求,杜绝不合格的产品流入下一道工序,避免了给产品质量造成影响。

一种大型工件过盈配合的冷却装置及其装配方法.pdf
本发明提供了一种大型工件过盈配合的冷却装置,包括液氮罐和冷却箱,液氮罐内的液氮通过管道输送至冷却箱,其特征在于:所述管道上设置有液氮汽化装置,冷却箱内的冷却介质是液氮汽化后的低温气体,冷却箱的底部设置有放置被包容件的安装台,冷却箱内的液氮液面低于安装台的台面。本发明可以实现外形尺寸较大、结构复杂、外形不均匀的异型被包容件的可控制式冷却,使其冷却尺寸收缩达到装配要求,能有效避免急速降温导致轴承材料性质改变,从而避免被包容件损坏;冷却过程安全可靠、操控性强;本发明耗时短、效率高,过盈装配效果好、不会出现卡死、

一种用于外壳和内筒过盈装配的定位装置.pdf
一种用于外壳和内筒过盈装配的定位装置,包括底座、导向板,所述底座上固定设置三个支撑立柱,所述三个支撑立柱呈半圆弧分布,其中两侧的支撑立柱与中间的支撑立柱之间分别设有支撑横杆,且两侧的支撑立柱之间留有供外壳通过的开口,所述三个支撑立柱的上端与导向板固定连接,所述底座上设有一定位凸台,所述定位凸台上设有开口的定位凹槽,用于放置外壳,该定位凹槽的开口端延伸至定位凸台的边缘,所述导向板上设有导向孔,用于插入内筒,所述导向孔和定位凹槽在同一轴心线上。本发明的装配简单、定位可靠,提高了工人的工作效率。

过盈配合的装配.ppt
讲过盈配合的装配过盈配合的优点:(1)连接坚固,紧固程度可以超过键连接和销连接。(2)过盈连接减少了零件数量,使机械结构简化。由于上述优点,过盈配合适合承受冲击载荷和不经常拆卸的连接。一、常温压装分为锤击法和压入法。装配的工艺顺序如下:1.装配件检查:主要检查零件实际尺寸,确定实际的过盈量大小;还要检查零件表面粗糙度、倒角和圆角是否合乎要求,以免装配时发生干涉,无法装到位。尺寸检查一般选择千分尺。测量时至少要测量X和y向两个位置的尺寸。2.计算压入力压入力计算按照下式估算:式中:a:系数,孔轴均为钢件时取

过盈配合的装配.ppt
讲过盈配合的装配过盈配合的优点:(1)连接坚固,紧固程度可以超过键连接和销连接。(2)过盈连接减少了零件数量,使机械结构简化。由于上述优点,过盈配合适合承受冲击载荷和不经常拆卸的连接。一、常温压装分为锤击法和压入法。装配的工艺顺序如下:1.装配件检查:主要检查零件实际尺寸,确定实际的过盈量大小;还要检查零件表面粗糙度、倒角和圆角是否合乎要求,以免装配时发生干涉,无法装到位。尺寸检查一般选择千分尺。测量时至少要测量X和y向两个位置的尺寸。2.计算压入力压入力计算按照下式估算:式中:a:系数,孔轴均为钢件时取