
过盈配合的装配.ppt

胜利****实阿

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共22页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

过盈配合的装配.ppt
讲过盈配合的装配过盈配合的优点:(1)连接坚固,紧固程度可以超过键连接和销连接。(2)过盈连接减少了零件数量,使机械结构简化。由于上述优点,过盈配合适合承受冲击载荷和不经常拆卸的连接。一、常温压装分为锤击法和压入法。装配的工艺顺序如下:1.装配件检查:主要检查零件实际尺寸,确定实际的过盈量大小;还要检查零件表面粗糙度、倒角和圆角是否合乎要求,以免装配时发生干涉,无法装到位。尺寸检查一般选择千分尺。测量时至少要测量X和y向两个位置的尺寸。2.计算压入力压入力计算按照下式估算:式中:a:系数,孔轴均为钢件时取

过盈配合的装配.ppt
讲过盈配合的装配过盈配合的优点:(1)连接坚固,紧固程度可以超过键连接和销连接。(2)过盈连接减少了零件数量,使机械结构简化。由于上述优点,过盈配合适合承受冲击载荷和不经常拆卸的连接。一、常温压装分为锤击法和压入法。装配的工艺顺序如下:1.装配件检查:主要检查零件实际尺寸,确定实际的过盈量大小;还要检查零件表面粗糙度、倒角和圆角是否合乎要求,以免装配时发生干涉,无法装到位。尺寸检查一般选择千分尺。测量时至少要测量X和y向两个位置的尺寸。2.计算压入力压入力计算按照下式估算:式中:a:系数,孔轴均为钢件时取

过盈配合过盈配合过盈配合干涉配合InterferenceFit.ppt
配合的選擇大綱選擇配合選擇配合選擇配合配合情形配合情形配合情形留隙配合留隙配合留隙配合留隙配合留隙配合過盈配合過盈配合過盈配合過盈配合過盈配合過度配合過度配合過度配合過度配合資料來源
压缩机锥面过盈配合的装配方法.pdf
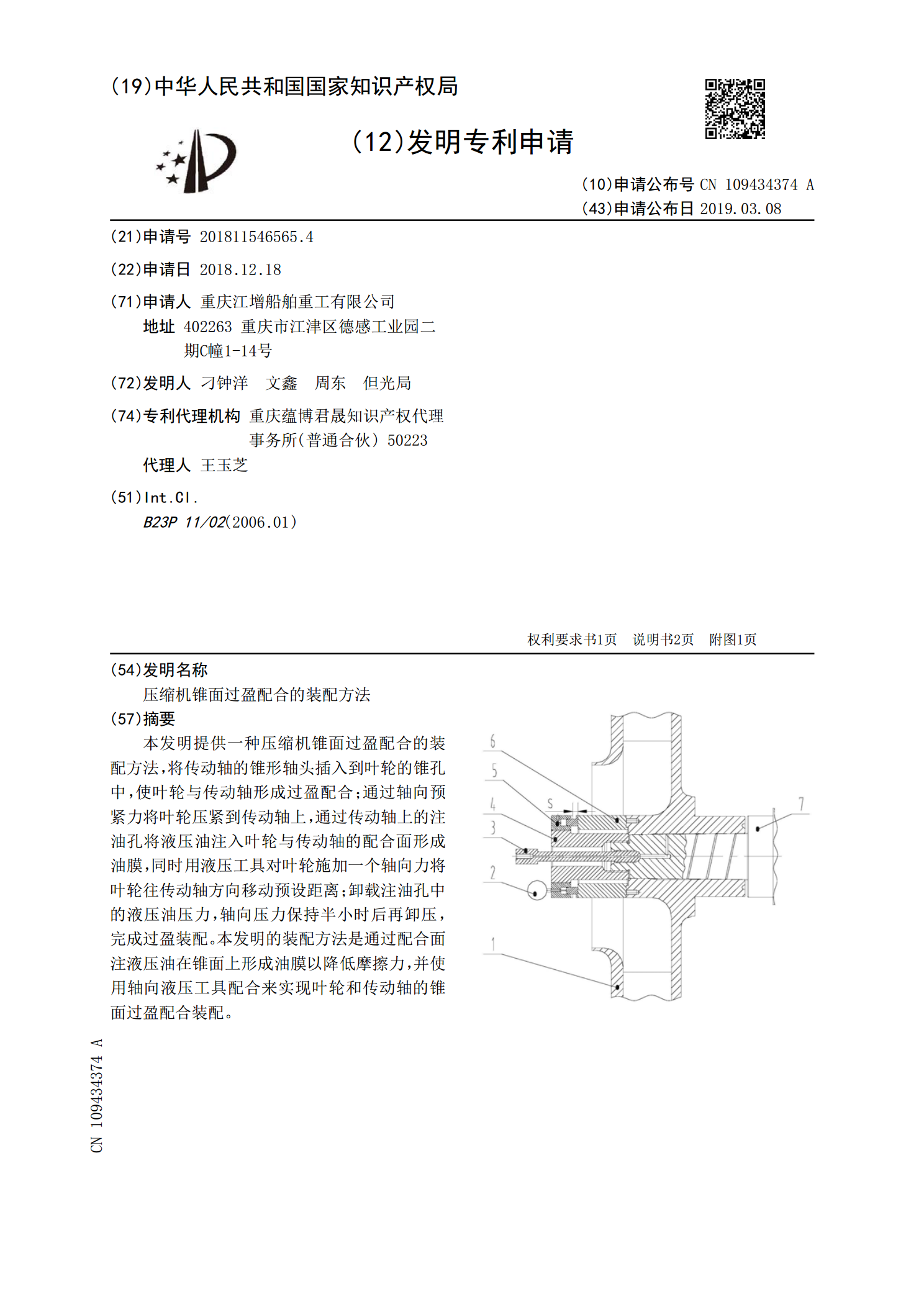
本发明提供一种压缩机锥面过盈配合的装配方法,将传动轴的锥形轴头插入到叶轮的锥孔中,使叶轮与传动轴形成过盈配合;通过轴向预紧力将叶轮压紧到传动轴上,通过传动轴上的注油孔将液压油注入叶轮与传动轴的配合面形成油膜,同时用液压工具对叶轮施加一个轴向力将叶轮往传动轴方向移动预设距离;卸载注油孔中的液压油压力,轴向压力保持半小时后再卸压,完成过盈装配。本发明的装配方法是通过配合面注液压油在锥面上形成油膜以降低摩擦力,并使用轴向液压工具配合来实现叶轮和传动轴的锥面过盈配合装配。

过盈配合00.doc
(完整版)过盈配合(完整版)过盈配合(完整版)过盈配合沂南县职业教育学校电子教案课题过盈配合主备教师薛善帅教学课时1备课时间2014。5.5教学目标知识与能力过盈配合的几个参数计算公式过程与方法讲授法,并与学生互动。情感、态度、价值观重视学生的学习态度;2、根据学生的具体情况进行教学.教学重点过盈配合的几个参数计算公式教学难点过盈配合的几个参数计算公式教学准备学习课本以及学习指导与练习.教学过程(一)过盈配合孔的尺寸减去相配合的轴的尺寸之差为负值,即具有过盈(包括最小过盈量等于零)的配合称为过盈配合。孔的