
一种接触器接线柱组件及钎焊连接方法.pdf

雨巷****碧易

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种接触器接线柱组件及钎焊连接方法.pdf
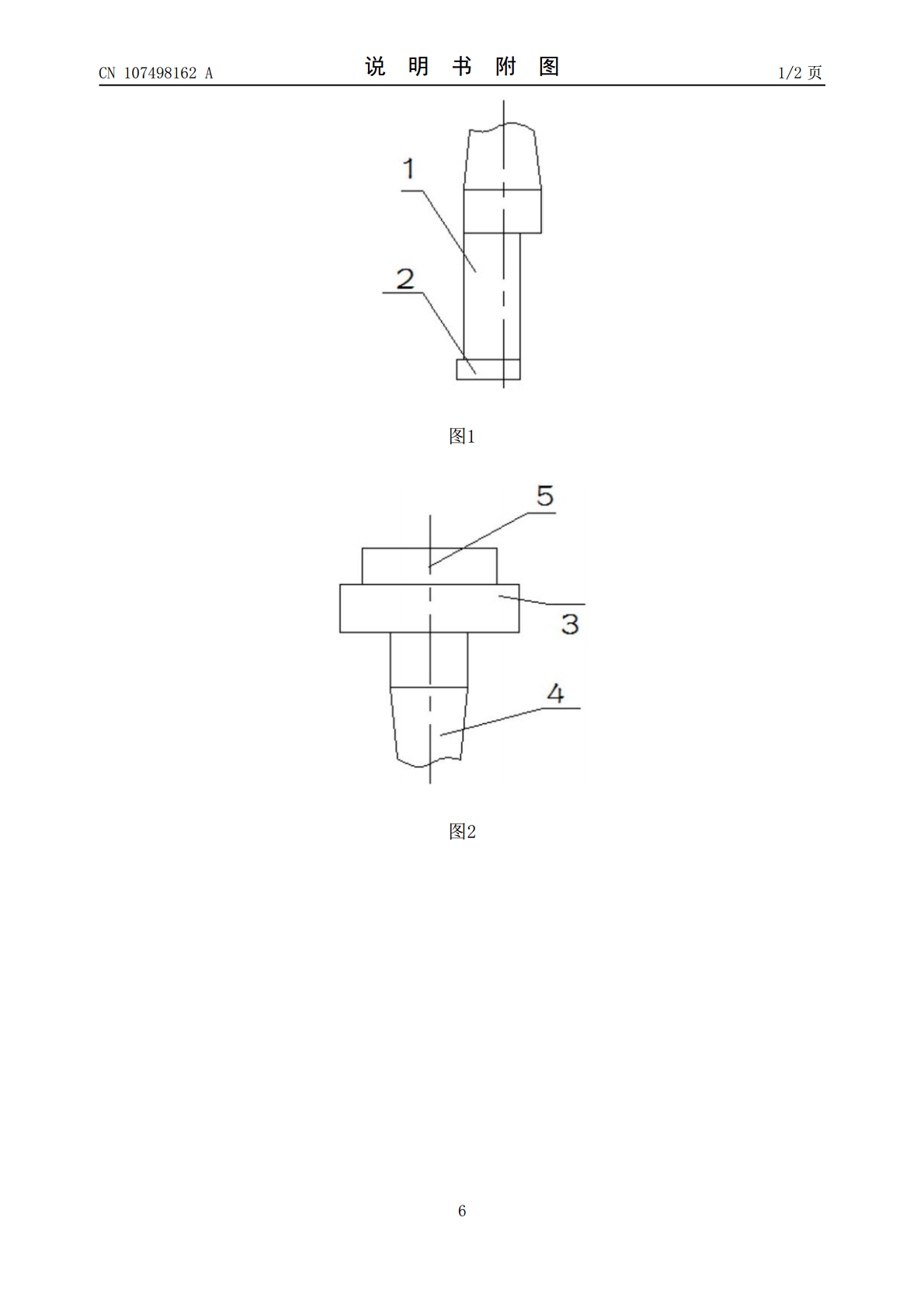
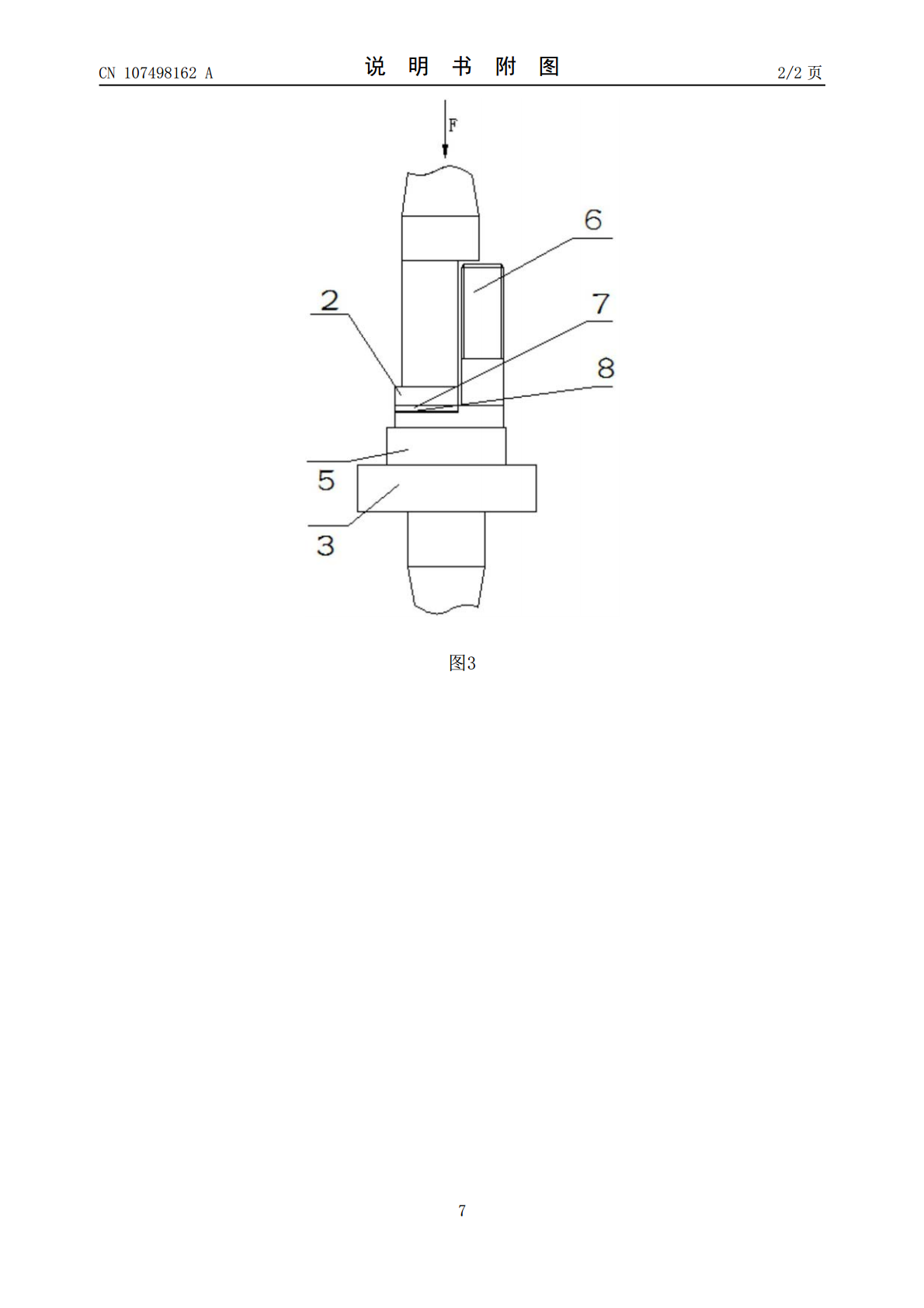
本发明提供了一种接触器接线柱组件,包括上电极、接线柱和下电极;所述接线柱的上端连接上电极,接线柱的下端连接下电极;所述上电极包括上级电极臂和上级电级头,上级电级头设置在上级电极臂的下方;所述下电极包括下级电极头、下级电极臂和电阻热源,下级电极头的上端接电阻热源,下端接下级电极臂;所述上电极的上级电级头通过触点、钎料与接线柱连接,下电极的下级电极头通过电阻热源与接线柱连接。本发明改善钎料的铺展,提高触点与接线柱钎缝的钎着率,彻底杜绝钎剂残留物对产品的影响,从而提高接触器产品的使用性能和可靠性,推动该类产品的
一种密封高压接触器中陶瓷与接线柱钎焊连接工艺方法.pdf
本发明涉及一种钎焊连接技术,尤其涉及一种新型的密封高压接触器中陶瓷与接线柱钎焊连接工艺技术。一种密封高压接触器中陶瓷与接线柱钎焊连接工艺方法,其特征是,包括下述两个步骤:第一步:在陶瓷与接线柱进行钎焊连接前,陶瓷、接线柱二零件分别进行以下处理:陶瓷零件:涂鉬锰+电镀镍;接线柱零件:电镀镍;第二步:由于钎焊方法改变,因而其钎焊连接过程的钎料和工艺参数进行如下调整:所述钎料为HLAgCu28‑1;所述钎焊方法为炉中钎焊;所述钎焊工艺参数为钎焊温度(800±5)℃,保温时间5~10min。本发明改善陶瓷与接线柱
一种接线柱组件及其钎焊方法和钎焊工装.pdf
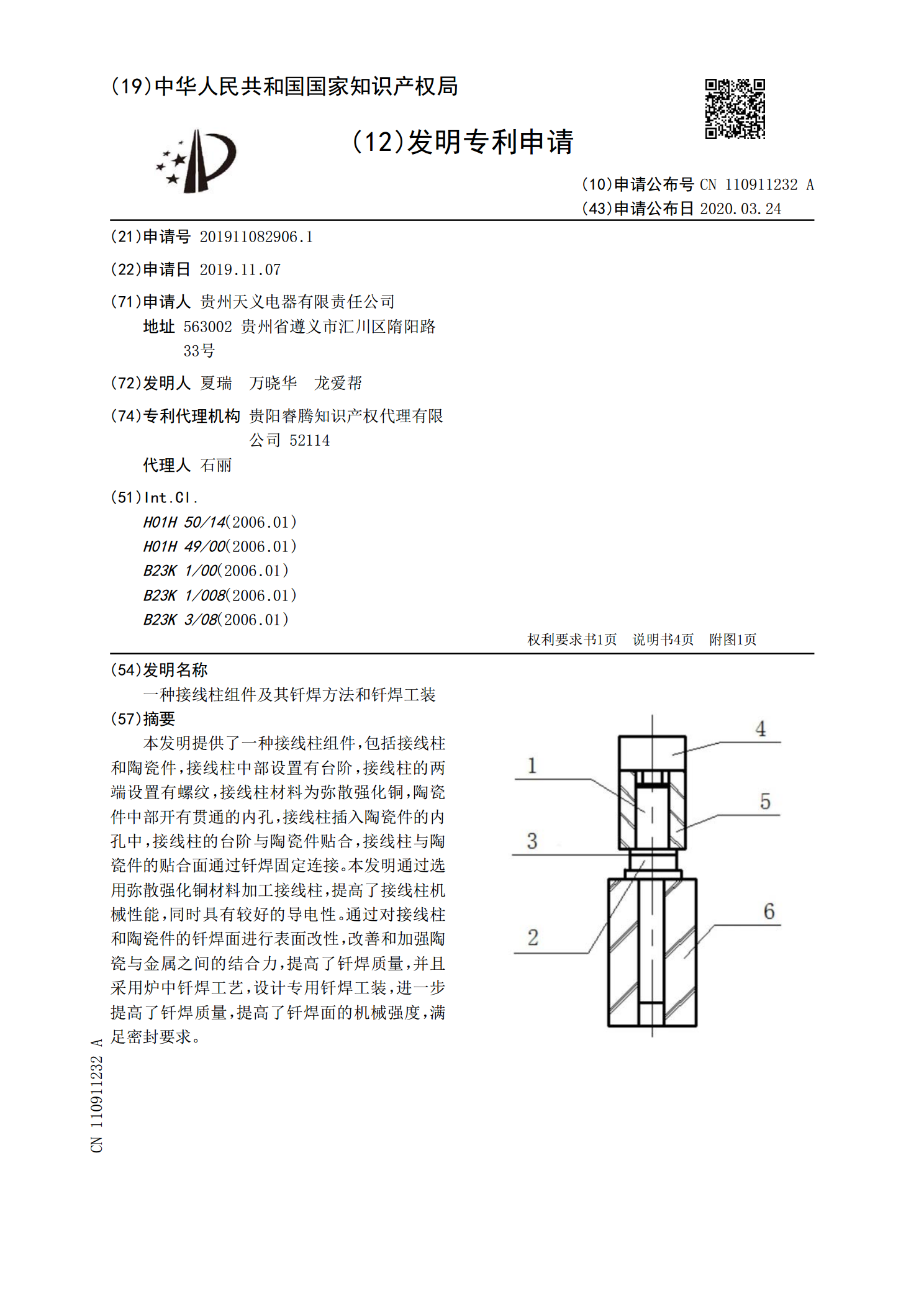
本发明提供了一种接线柱组件,包括接线柱和陶瓷件,接线柱中部设置有台阶,接线柱的两端设置有螺纹,接线柱材料为弥散强化铜,陶瓷件中部开有贯通的内孔,接线柱插入陶瓷件的内孔中,接线柱的台阶与陶瓷件贴合,接线柱与陶瓷件的贴合面通过钎焊固定连接。本发明通过选用弥散强化铜材料加工接线柱,提高了接线柱机械性能,同时具有较好的导电性。通过对接线柱和陶瓷件的钎焊面进行表面改性,改善和加强陶瓷与金属之间的结合力,提高了钎焊质量,并且采用炉中钎焊工艺,设计专用钎焊工装,进一步提高了钎焊质量,提高了钎焊面的机械强度,满足密封要求

连接组件及生产连接组件的方法.pdf
一种连接组件(2),更具体地说是一种用于机动车的传动系中的连接组件。所述连接组件包括壳体(7)和驱动齿轮(6),所述壳体(7)包括具有第一凸缘部分(10)的第一壳体部件(8)和具有第二凸缘部分的第二壳体部件(9),所述驱动齿轮(6)包括支撑面(65)和用于容纳壳体的容纳部分(63),所述支撑面(65)在侧向上界定所述容纳部分的边界,其中所述第一壳体部件的第一凸缘部分被轴向地布置在驱动齿轮的支撑面与第二壳体部件的第二凸缘部分(12)之间,并且其中所述第二凸缘部分被焊接至所述驱动齿轮。本发明还涉及一种生产连接
一种石材幕墙连接组件及连接方法.pdf
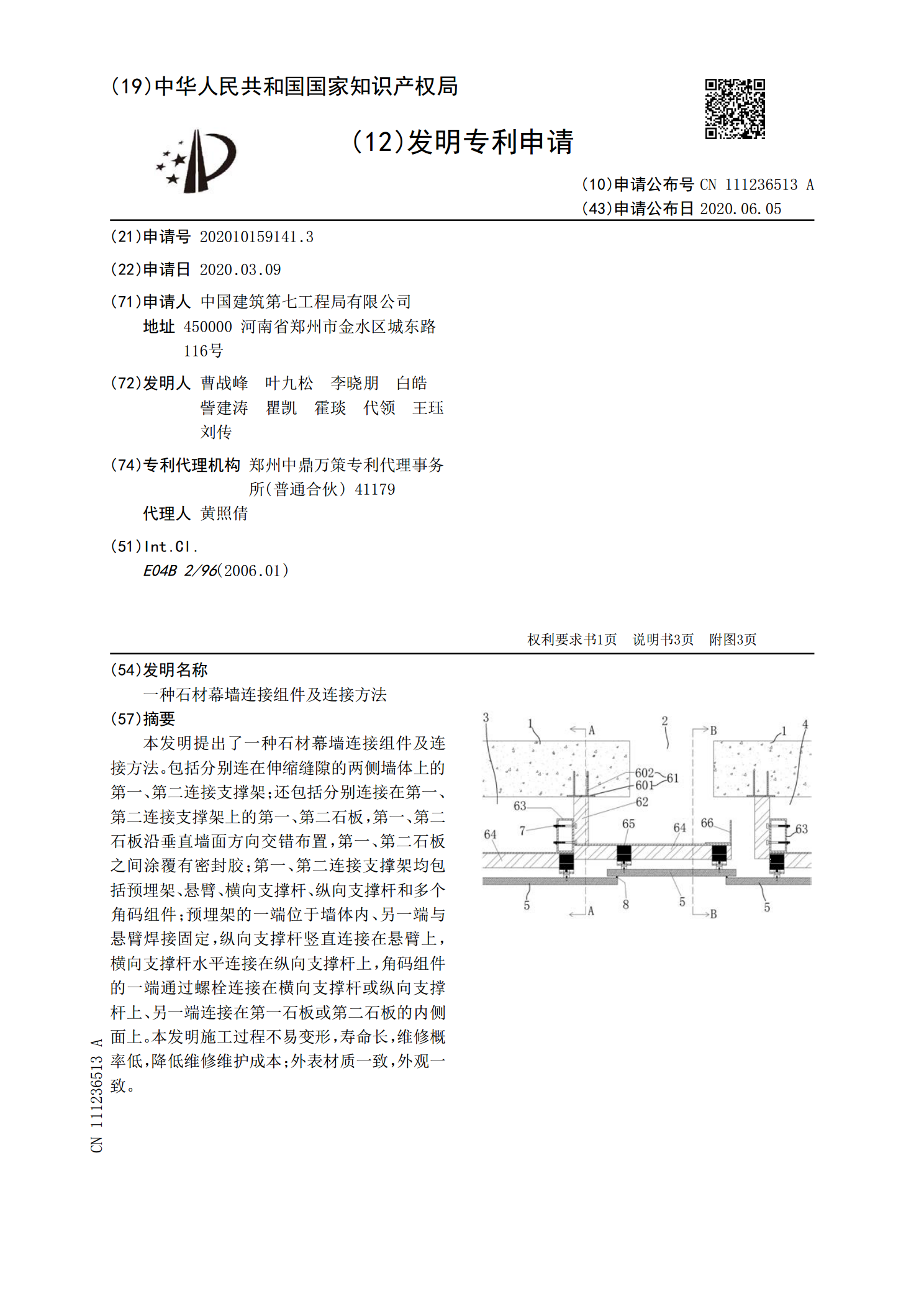
本发明提出了一种石材幕墙连接组件及连接方法。包括分别连在伸缩缝隙的两侧墙体上的第一、第二连接支撑架;还包括分别连接在第一、第二连接支撑架上的第一、第二石板,第一、第二石板沿垂直墙面方向交错布置,第一、第二石板之间涂覆有密封胶;第一、第二连接支撑架均包括预埋架、悬臂、横向支撑杆、纵向支撑杆和多个角码组件;预埋架的一端位于墙体内、另一端与悬臂焊接固定,纵向支撑杆竖直连接在悬臂上,横向支撑杆水平连接在纵向支撑杆上,角码组件的一端通过螺栓连接在横向支撑杆或纵向支撑杆上、另一端连接在第一石板或第二石板的内侧面上。本