
一种铸带头热流道系统.pdf

明钰****甜甜

1/6
2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铸带头热流道系统.pdf
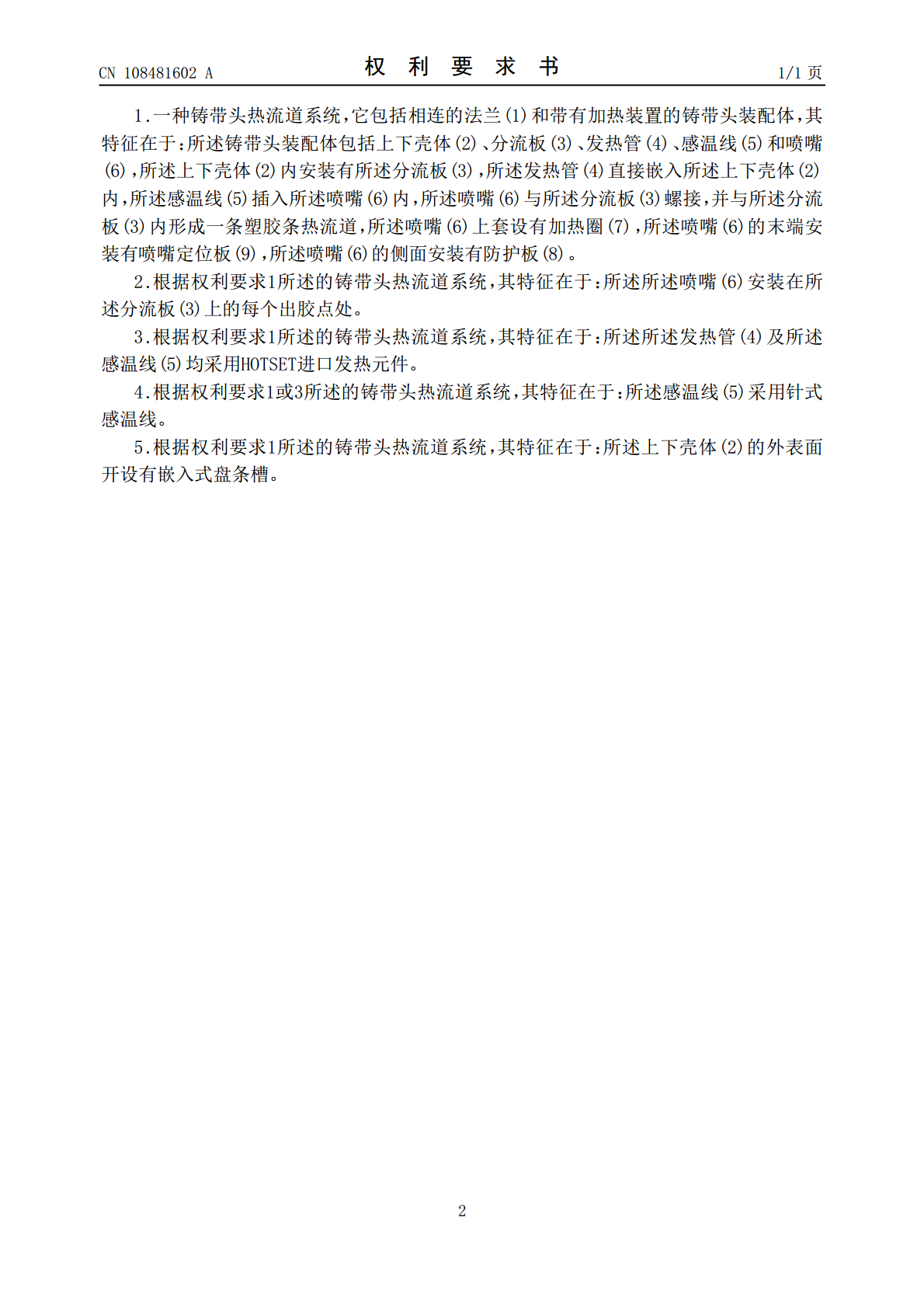
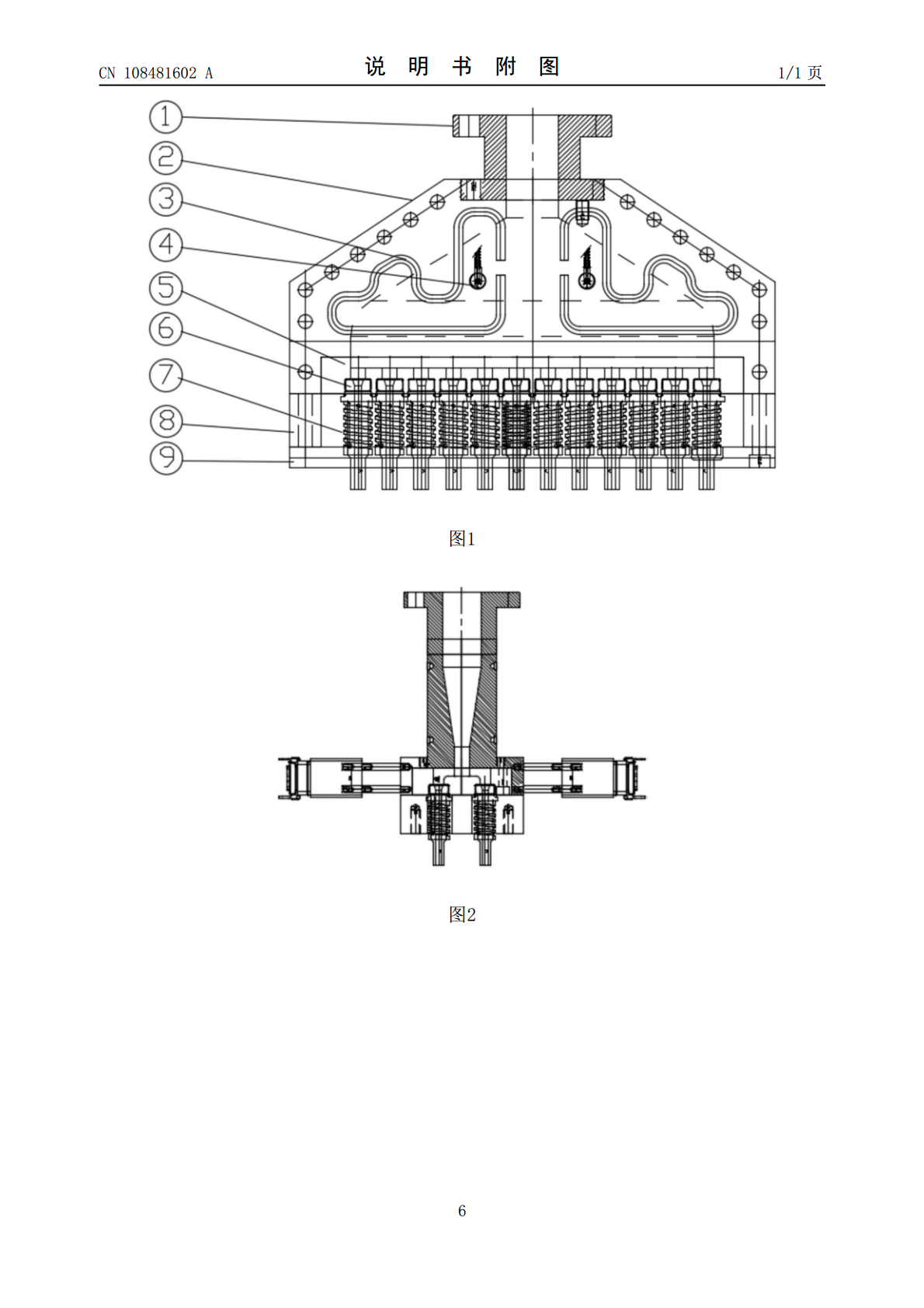
本发明公开一种铸带头热流道系统,它包括相连的法兰和带有加热装置的铸带头装配体,铸带头装配体包括上下壳体、分流板、发热管、感温线和喷嘴,上下壳体内安装有分流板,发热管直接嵌入上下壳体内,感温线插入喷嘴内,喷嘴与分流板螺接,并与分流板内形成一条塑胶条热流道,喷嘴上套设有加热圈,喷嘴的末端安装有喷嘴定位板,喷嘴的侧面安装有防护板。聚酯熔体以恒定压力,输送到铸带头热流道系统内,经铸带头整体系统,通过自带的加热系统进行加热及控温,进入分流板内进行平均分配,流入喷嘴内,并将喷嘴温度均匀控制,达到塑料条尺寸均匀,密度一

一种热流道喷射装置及热流道系统.pdf
本发明涉及注塑设备技术领域,公开一种热流道喷射装置及热流道系统。该热流道喷射装置包括分流板和喷射组件,分流板内部设置有分流道,喷射组件设置于分流板上,喷射组件包括浇口密封件和嘴尖,浇口密封件的内部设置有容纳腔,嘴尖位于容纳腔内,嘴尖的内部设置有喷射流道,喷射流道与分流道相连通。本发明提供的热流道喷射装置,通过将分流板直接与喷射组件相连,有效减少了该热流道系统的整体高度,通过将分流板的分流道直接连通于嘴尖的喷射流道,缩短了熔融的塑料流经的流道长度,减少了溶胶在流道内滞留的时间,还能够减少残留在流道内壁上的溶
一种热流道系统.pdf
本发明提供了一种热流道系统,属于热流道系统技术领域。它包括上模板,所述的上模板上设有次顶板,所述的次顶板内设有加热板安装槽,所述的加热板安装槽内设有加热连接板,所述的加热连接板顶部设置有连接管,所述的加热连接板内设有内外侧同步加热机构。注液管向成型腔内注入熔融态的异质材料时,平移机构能驱动平移座平移,使注液管向成型腔内注入流体异质材料时注液管从成型腔一侧移动至另一侧,通过移动注液管的位置能够减少流体异质材料填充满成型腔所需流动的距离以防止在填充时成型腔内形成空腔,在平移座移动时导流结构能使注液管和加热连接
一种热流道浇注系统.pdf
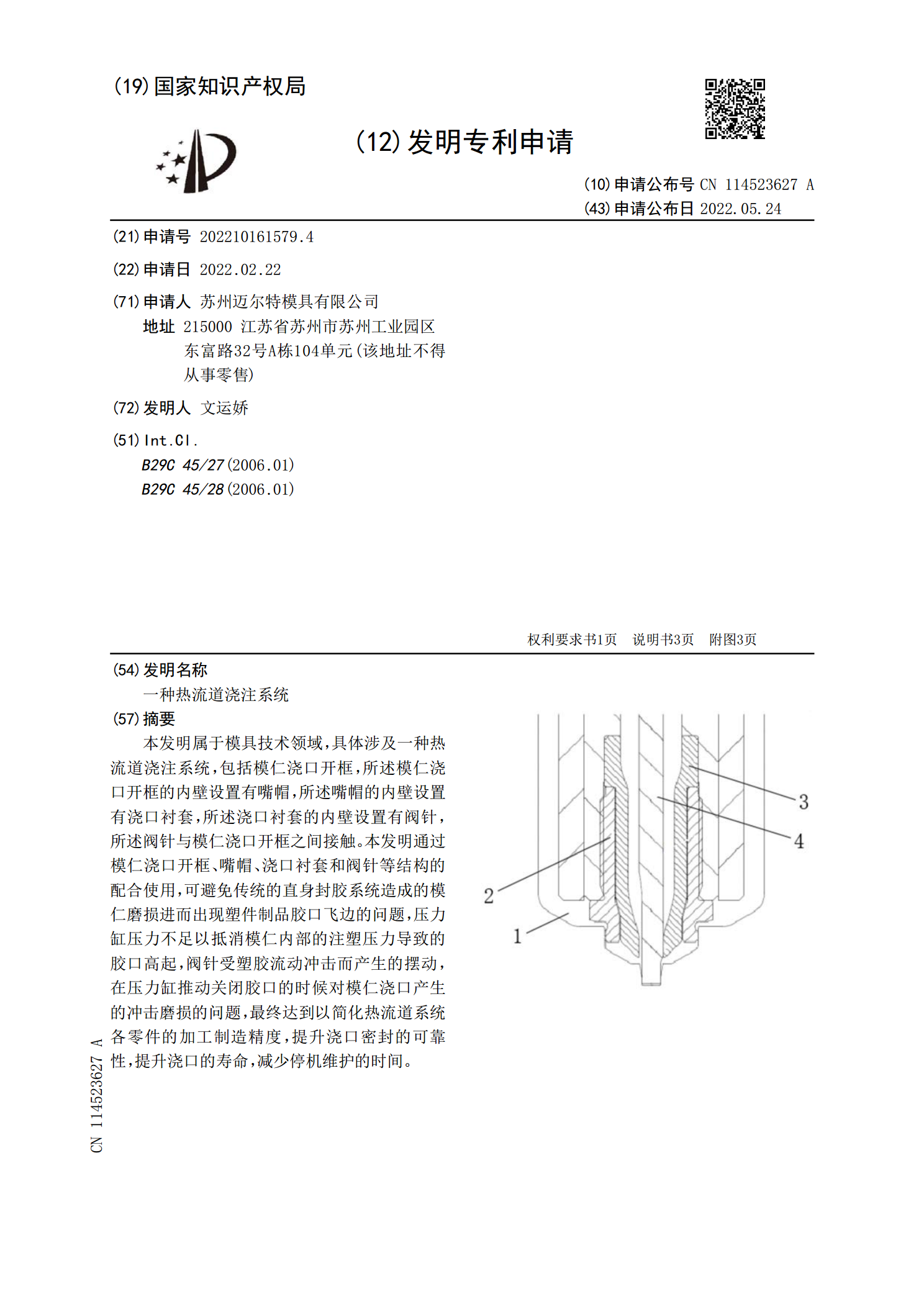
本发明属于模具技术领域,具体涉及一种热流道浇注系统,包括模仁浇口开框,所述模仁浇口开框的内壁设置有嘴帽,所述嘴帽的内壁设置有浇口衬套,所述浇口衬套的内壁设置有阀针,所述阀针与模仁浇口开框之间接触。本发明通过模仁浇口开框、嘴帽、浇口衬套和阀针等结构的配合使用,可避免传统的直身封胶系统造成的模仁磨损进而出现塑件制品胶口飞边的问题,压力缸压力不足以抵消模仁内部的注塑压力导致的胶口高起,阀针受塑胶流动冲击而产生的摆动,在压力缸推动关闭胶口的时候对模仁浇口产生的冲击磨损的问题,最终达到以简化热流道系统各零件的加工制
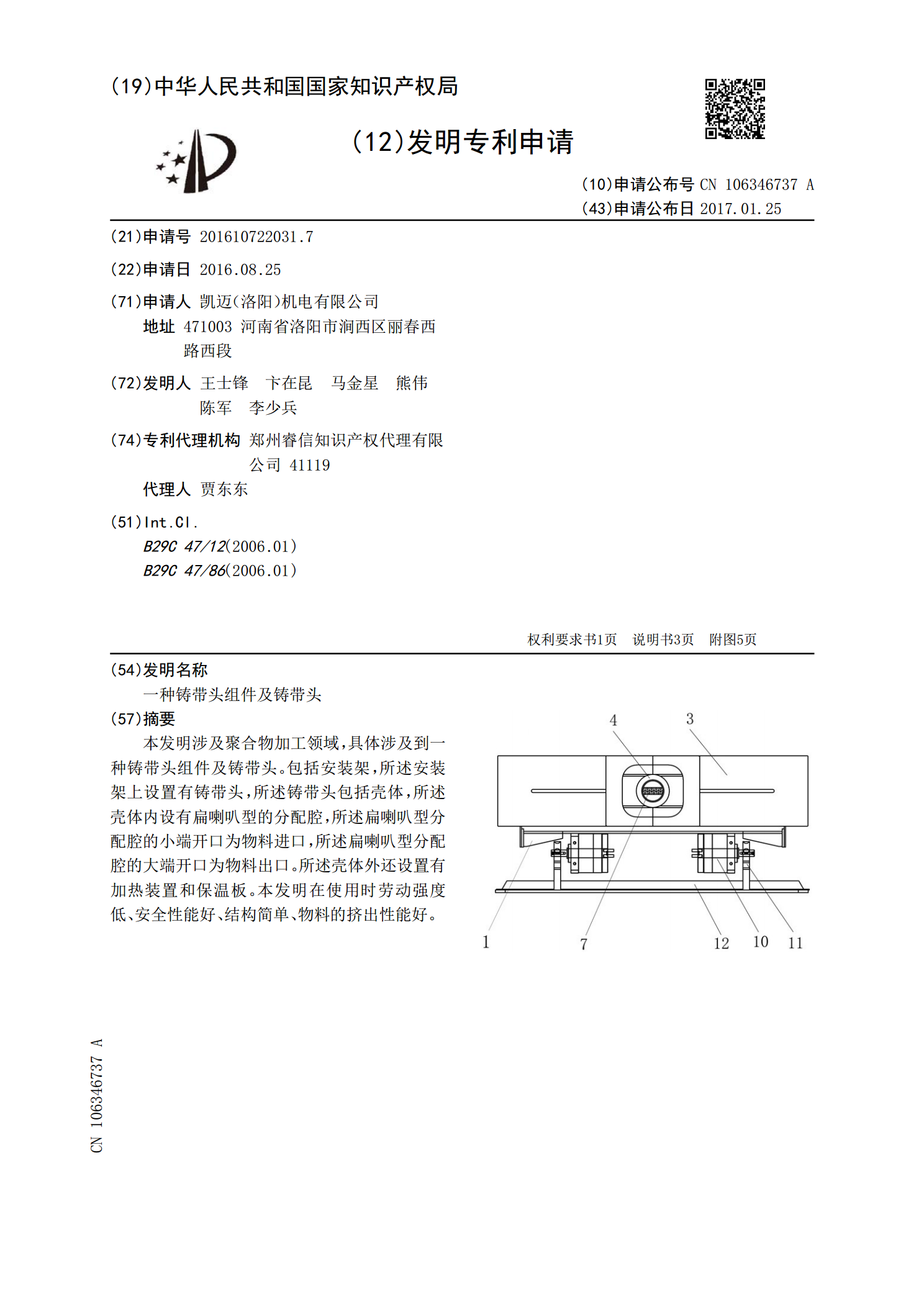
一种铸带头组件及铸带头.pdf
本发明涉及聚合物加工领域,具体涉及到一种铸带头组件及铸带头。包括安装架,所述安装架上设置有铸带头,所述铸带头包括壳体,所述壳体内设有扁喇叭型的分配腔,所述扁喇叭型分配腔的小端开口为物料进口,所述扁喇叭型分配腔的大端开口为物料出口。所述壳体外还设置有加热装置和保温板。本发明在使用时劳动强度低、安全性能好、结构简单、物料的挤出性能好。