
一种铝合金型材焊接设备.pdf

a是****澜吖


1/9
2/9
3/9
4/9

5/9
6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种铝合金型材焊接设备.pdf
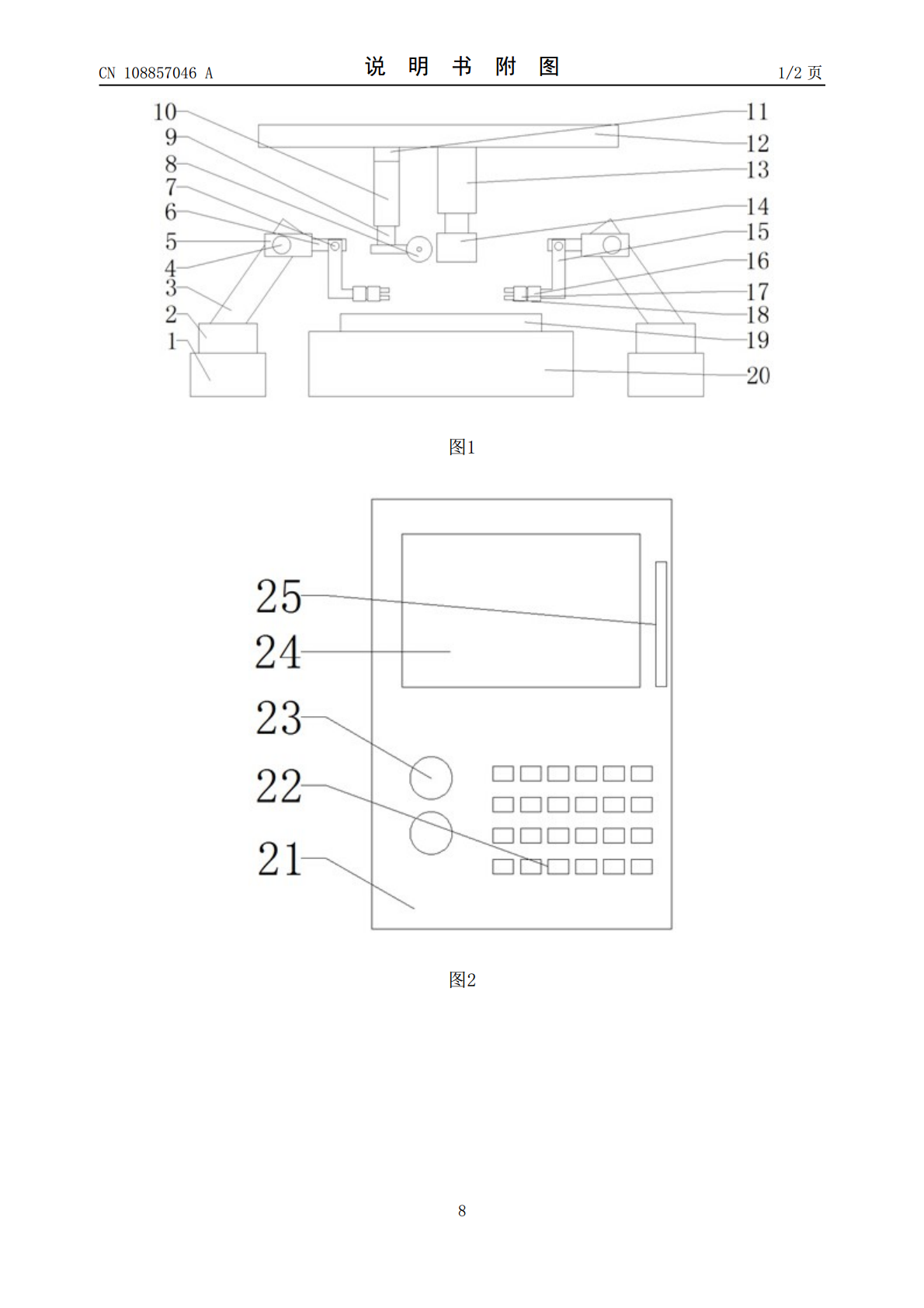
本发明公开了一种铝合金型材焊接设备,包括底座、水平转动器、大臂、大臂转轴、伸缩液压缸、伸缩杆、伸缩杆转轴、L形小臂、转动气缸、夹具、夹持爪、垫板、工作台,所述工作台安装有垫板,在垫板放置待焊接的铝合金型材,所述工作台的两侧均设有机械手,所述机械手包括底座、水平转动器、大臂、大臂转轴、伸缩液压缸、伸缩杆、伸缩杆转轴、L形小臂、转动气缸、夹具和夹持爪。本发明设有铝合金型材的打磨装置,能够将型材的待焊接处表面上的氧化膜打磨掉,未氧化的铝合金的熔点较低,降低了焊接难度。且本发明采用超声波焊接的方式焊接铝合金型材,
一种用于型材焊接设备的导料机构以及型材焊接设备.pdf
本发明提供了一种用于型材焊接设备的导料机构,包括:左右对称的左侧导料机构和右侧导料机构,所述左侧导料机构,包括:内输送旋转带架,所述内输送旋转带架的两端分别设置一个焊接传动轮,两个焊接传动轮通过内输送旋转带传动连接,在焊接完毕后,导料机构在气缸带动下上升,将型材托起向过渡架进行输送,输送到过渡架上,进行下一个工艺的加工,方便实用,效率高。
一种铝合金型材.pdf
本发明提供了一种致密性好、强度大、力学性能优良的铝合金型材,其元素成分质量配比为:Si:4.4%-5.0%,Fe:0.8%-1.0%,Mn:0.55%-0.75%,Mg:0.5%-0.8%,Zn:1.8%-2.1%,Cu:4.4%-5.0%,Ni:0.1%-0.3%,Ti:0.1%-0.5%,余量为Al;制备过程为:先将Al和Si在熔炼炉中熔化,控制熔炼炉在720℃-740℃,进行电磁搅拌;再将其余元素加入熔炼炉内熔化;然后使用粉状无钠精炼剂进行喷粉精炼;然后加入锶变质剂进行变质处理;变质反应后转炉静置,
一种铝合金型材.pdf
本发明提供一种铝合金型材,包括铝合金梯梁、踏板组件、弹簧和防倾组件,两个铝合金梯梁相互铰接,踏板组件由相互连接的踏板组成,而踏板组件配合安装在铝合金梯梁中的竖直导槽内,踏板组件与铝合金梯梁之间设有弹簧,铝合金梯梁的两侧均设有防倾组件,防倾组件包括摩擦轮、摩擦板和伸缩支撑杆。通过踏板组件配合安装在合金梯梁中的竖直导槽内,那么使用者站立在踏板组件上时就会下压踏板组件,此时踏板组件带动摩擦板下移,下移的摩擦板驱动摩擦轮转动,进而使得伸缩支撑杆与地面接触,进而实现侧向支撑加固,保证了使用的安全性。

一种铝合金型材挤压装置.pdf
本发明提供了一种铝合金型材挤压装置,包括挤压机构和上料机构;所述挤压机构包括工作台、挤压组件以及用于夹紧型材的限位组件,所述挤压组件和所述限位组件均安装于所述工作台上,所述限位组件包括可相对所述工作台旋转的支撑板,所述挤压组件包括用于抵接型材的挤压模具;所述上料机构包括调节组件、夹持组件以及架设于所述工作台上的定位座,所述调节组件转动装配于所述定位座上,所述夹持组件滑动安装于所述调节组件上并用于夹持型材,所述夹持组件可相对所述定位座旋转。本发明解决了人工操控容易导致上料位置偏差的问题,且具有结构简单、可代