
一种湿平整的方法及吹扫系统.pdf

书生****萌哒


1/10

2/10

3/10
4/10

5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种湿平整的方法及吹扫系统.pdf
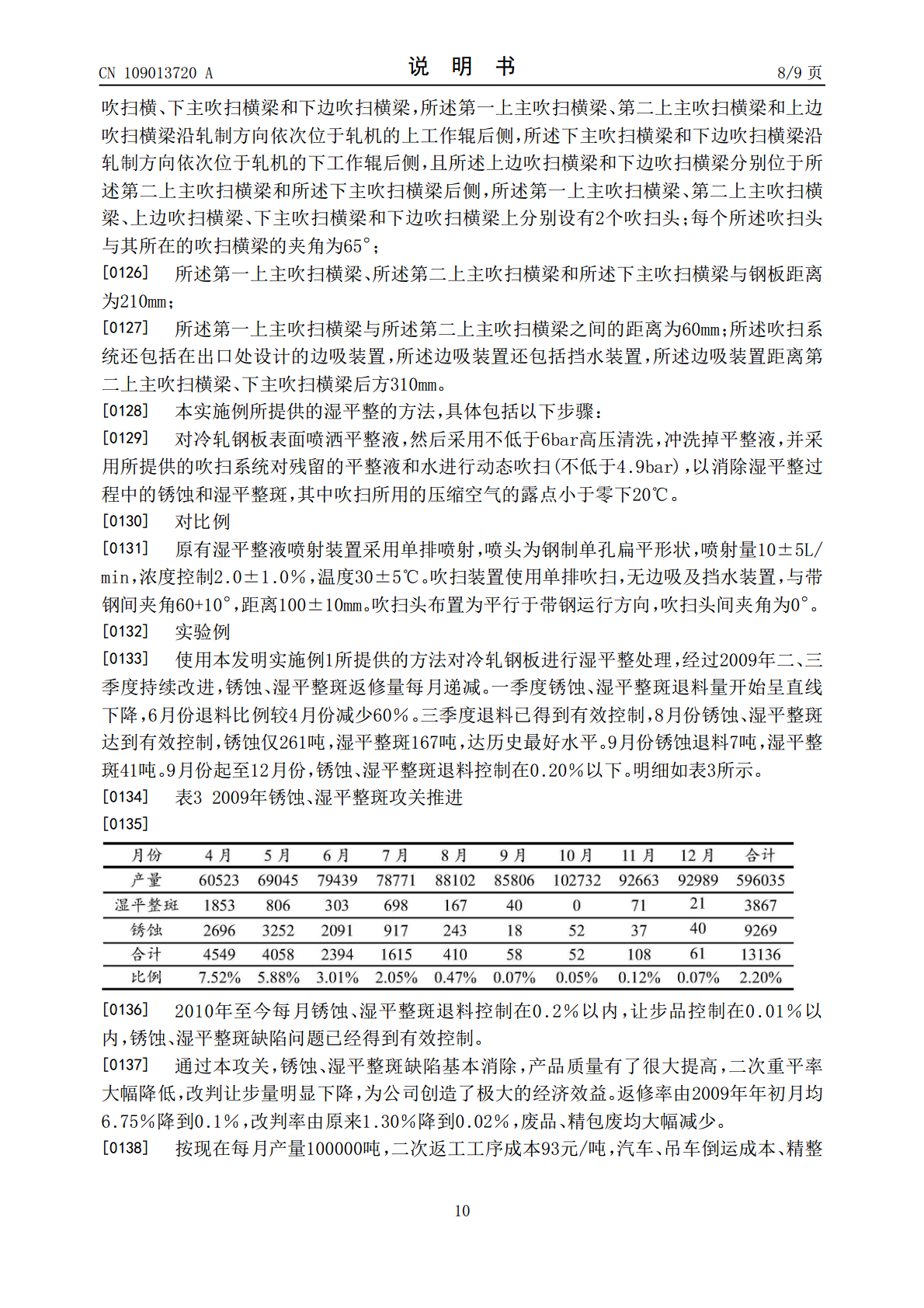
本发明提供了一种湿平整的方法及吹扫系统,包括以下步骤:对冷轧钢板表面喷洒平整液,然后采用高压清洗,冲洗掉平整液,并采用吹扫系统对残留的平整液和水进行动态吹扫,以消除湿平整过程中的锈蚀和湿平整斑。该方法使用了上述吹扫系统,并且强调了平整液的性质,调整平整液喷系统,改善清洗及吹净效果,杜绝锈蚀、湿平整斑缺陷的产生,降低了冷轧钢板的返修率,节约了返修成本,提高了生产效益。

冷轧单机架平整机吹扫系统优化.docx
冷轧单机架平整机吹扫系统优化随着钢铁行业的快速发展,钢材加工的需求也越来越高,冷轧平整机作为钢材加工的重要设备之一,扮演着重要的角色。但是冷轧平整机在使用中往往会出现一些问题,如钢卷表面残留杂质、不均匀表面、尺寸差异大等问题,严重影响着产品质量。因此,我们需要进行冷轧单机架平整机吹扫系统的优化,以解决这些问题。一、冷轧单机架平整机吹扫系统的现状与问题冷轧单机架平整机吹扫系统主要由风机、风口、风道等部分组成。当前的吹扫系统存在以下问题:1.吹扫效果不理想,表面存在杂质当前的冷轧机吹扫系统中的风口和风道是固定

一种燃料电池车吹扫系统和吹扫方法.pdf
本发明公开了一种燃料电池车吹扫系统和吹扫方法,包括依次电性连接的氢系统控制器、整车控制器和燃料电池控制器;氢系统控制器用于:当燃料电池车的整车钥匙开关切换为断电挡时,控制燃料电池车的供氢系统为燃料电池车的燃料电池发动机供应氢气,使得燃料电池发动机基于供氢系统供应的氢气进行吹扫;当整车钥匙开关切换为断电挡之后,监控供氢系统为燃料电池发动机供应氢气的持续时长;当持续时长等于目标时长时,控制供氢系统停止向燃料电池发动机供应氢气,并在供氢系统停止供应氢气之后进入休眠状态。本申请既能满足燃料电池发动机停机吹扫的供氢
一种换向吹扫系统及方法.pdf
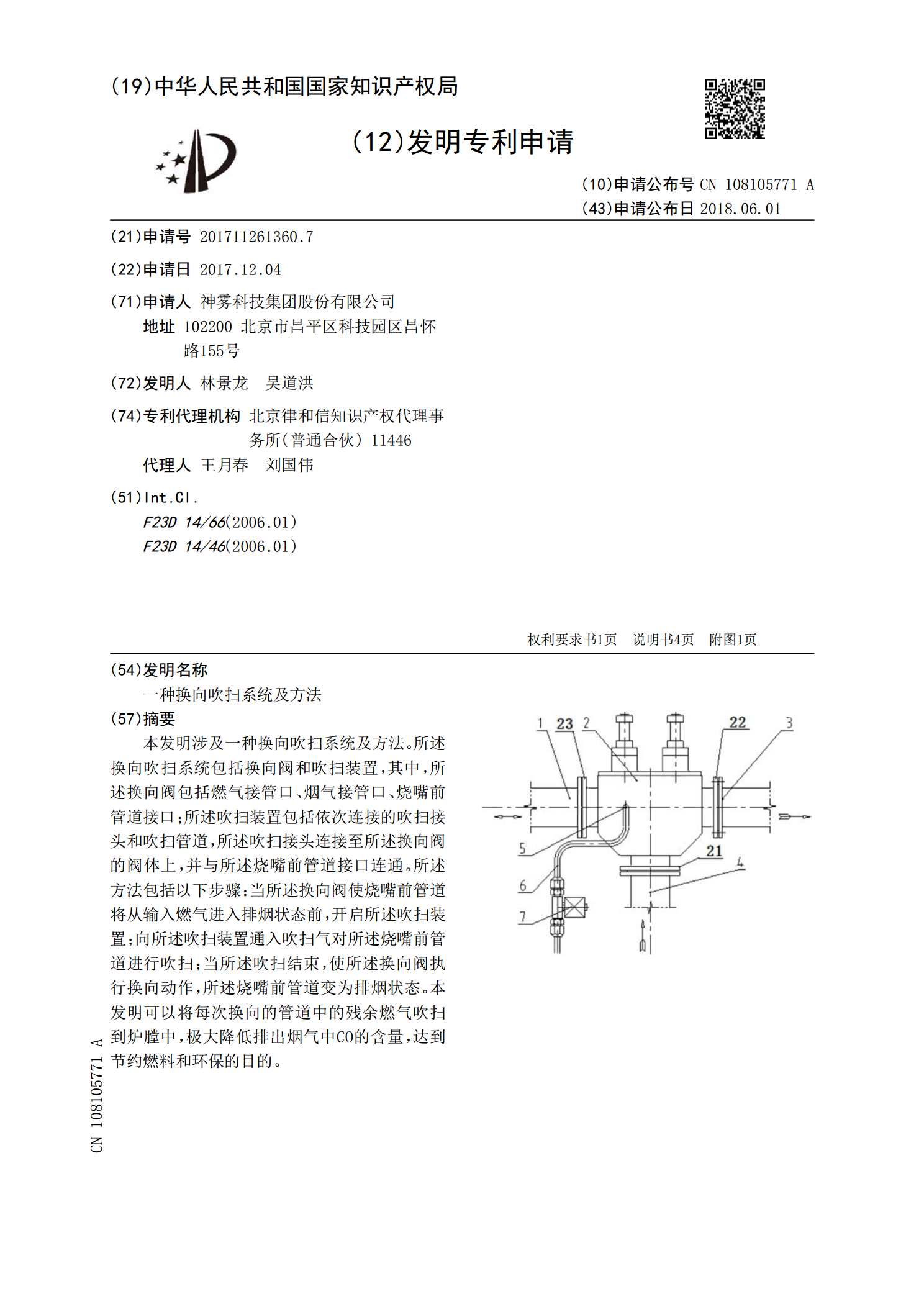
本发明涉及一种换向吹扫系统及方法。所述换向吹扫系统包括换向阀和吹扫装置,其中,所述换向阀包括燃气接管口、烟气接管口、烧嘴前管道接口;所述吹扫装置包括依次连接的吹扫接头和吹扫管道,所述吹扫接头连接至所述换向阀的阀体上,并与所述烧嘴前管道接口连通。所述方法包括以下步骤:当所述换向阀使烧嘴前管道将从输入燃气进入排烟状态前,开启所述吹扫装置;向所述吹扫装置通入吹扫气对所述烧嘴前管道进行吹扫;当所述吹扫结束,使所述换向阀执行换向动作,所述烧嘴前管道变为排烟状态。本发明可以将每次换向的管道中的残余燃气吹扫到炉膛中,极

冷轧带钢平整吹扫系统的优化改进.docx
冷轧带钢平整吹扫系统的优化改进标题:冷轧带钢平整吹扫系统的优化改进摘要:随着工业生产的发展,冷轧带钢作为重要的金属材料,对其质量要求也在不断提高。平整度是冷轧带钢质量的重要指标之一,然而当前冷轧带钢平整吹扫系统存在着一些问题,如效率低、能耗高等。因此,本论文通过研究冷轧带钢平整吹扫系统的问题,提出相应的优化改进方案,并对其进行实验验证。结果表明,优化后的吹扫系统在效率和能耗方面取得了显著的改善,能够满足对冷轧带钢平整度要求的同时,降低能耗,提高生产效率。关键词:冷轧带钢;平整度;吹扫系统;优化改进1.引言