
焊接螺母自动焊接装置.pdf

白凡****12


1/10

2/10
3/10

4/10

5/10
6/10

7/10

8/10
9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
焊接螺母自动焊接装置.pdf
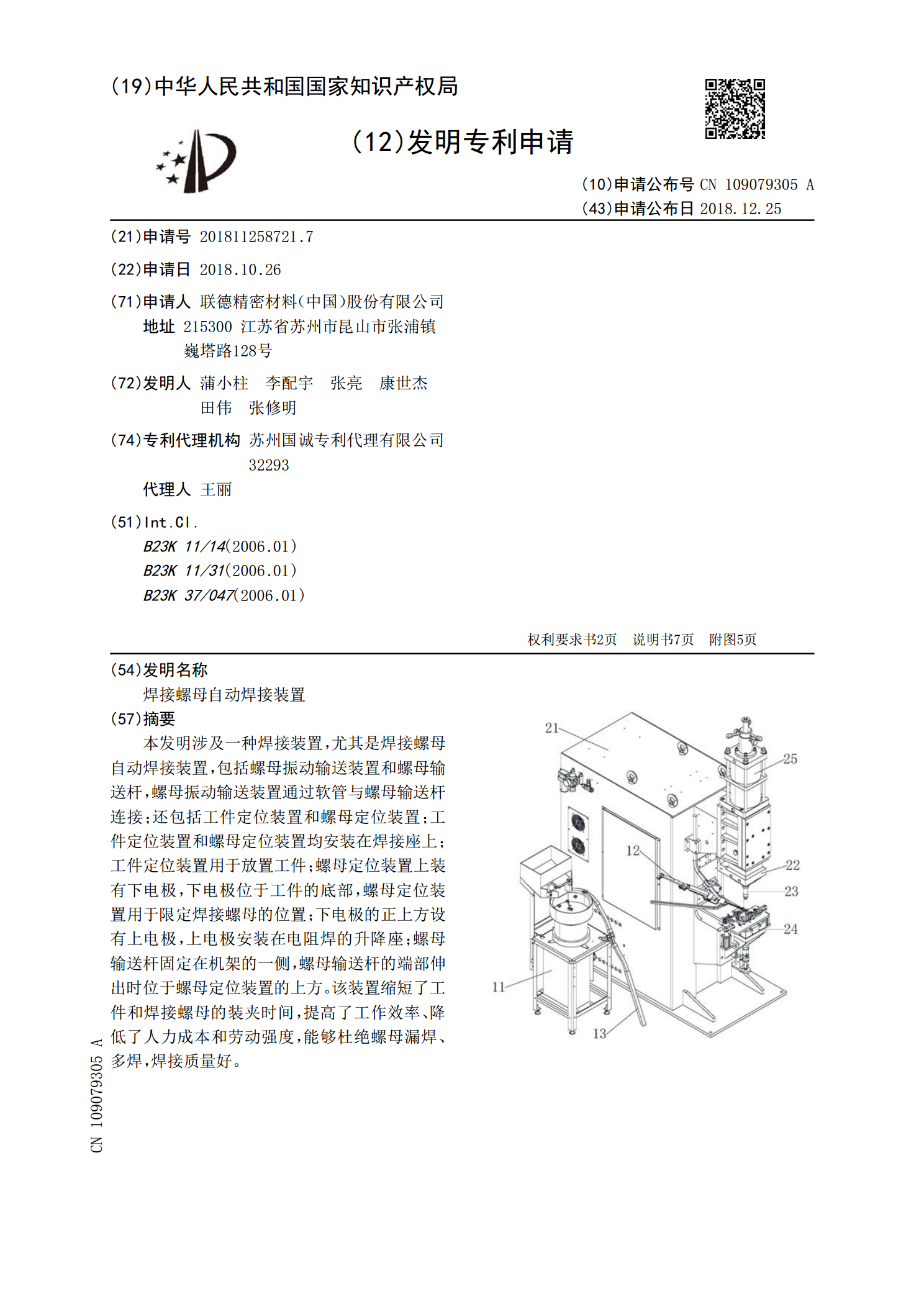
本发明涉及一种焊接装置,尤其是焊接螺母自动焊接装置,包括螺母振动输送装置和螺母输送杆,螺母振动输送装置通过软管与螺母输送杆连接;还包括工件定位装置和螺母定位装置;工件定位装置和螺母定位装置均安装在焊接座上;工件定位装置用于放置工件;螺母定位装置上装有下电极,下电极位于工件的底部,螺母定位装置用于限定焊接螺母的位置;下电极的正上方设有上电极,上电极安装在电阻焊的升降座;螺母输送杆固定在机架的一侧,螺母输送杆的端部伸出时位于螺母定位装置的上方。该装置缩短了工件和焊接螺母的装夹时间,提高了工作效率、降低了人力成

焊接螺母装箱装置.pdf
本发明提供了一种焊接螺母装箱装置,用于将焊接螺母批量筛选装置筛选出的合格的焊接螺母通过其输出通道出口装入装箱用零件箱内,具有这样的特征,包括:支撑部,具有支撑架;第一传送部,具有第一传送带;第二传送部,具有第二传送带;转移组件,第一、二传送带并排、相邻设置,并且均沿支撑架的长度方向水平延伸,第一传送带包括转运工位,第二传送带包括位于输出通道出口下方的装箱工位,转运工位和装箱工位于同一侧,转移组件包括第二驱动电机和设置在转运工位和装箱工位的上方的推送件,推送件在第二驱动电机的驱动下沿支撑架的宽度方向水平移动

轮胎螺母自动焊接机.pdf
本发明涉及一种轮胎螺母自动焊接机,包括焊机支架,焊机支架上设有焊机主体、下气缸和振动盘支撑,所述焊机主体与电器柜连接,焊机主体通过连接件与设于下气缸正上方的上气缸连接,且上气缸与下气缸之间设有气动分度盘,气动分度盘的后方设有螺母定位夹紧器;所述气动分度盘通过传送装置分别连接设于振动盘支撑上的螺母盖振动盘和螺母振动盘,且气动分度盘与螺母盖振动盘的传送装置的连接处设有螺母盖送料器。本发明的有益效果为:实现焊接产品的全自动,自动对产品进行计数、统计,保证了产品质量,避免了人工参与,提高了生产效率,优

自动焊接装置.pdf
本发明涉及一种自动焊接设备,更具体地说,本发明涉及一种用于船舶制造的自动焊接设备。针对现有技术中结构复杂、操作不便的缺陷,提供一种结构简单、操作方便的自动焊接装置。本发明包括支架和固定焊枪的夹持架,支架具有工作面,工作面上设有呈三角形布置的主动轮、支撑轮和托轮,主动轮与动力装置相联接。采用本发明的技术方案使得自动焊接装置结构简单,制造方便,提高了产品质量,延长了使用年限,减少作业人员劳动强度,提高作业效率,降低作业成本。?
管道自动焊接装置.pdf
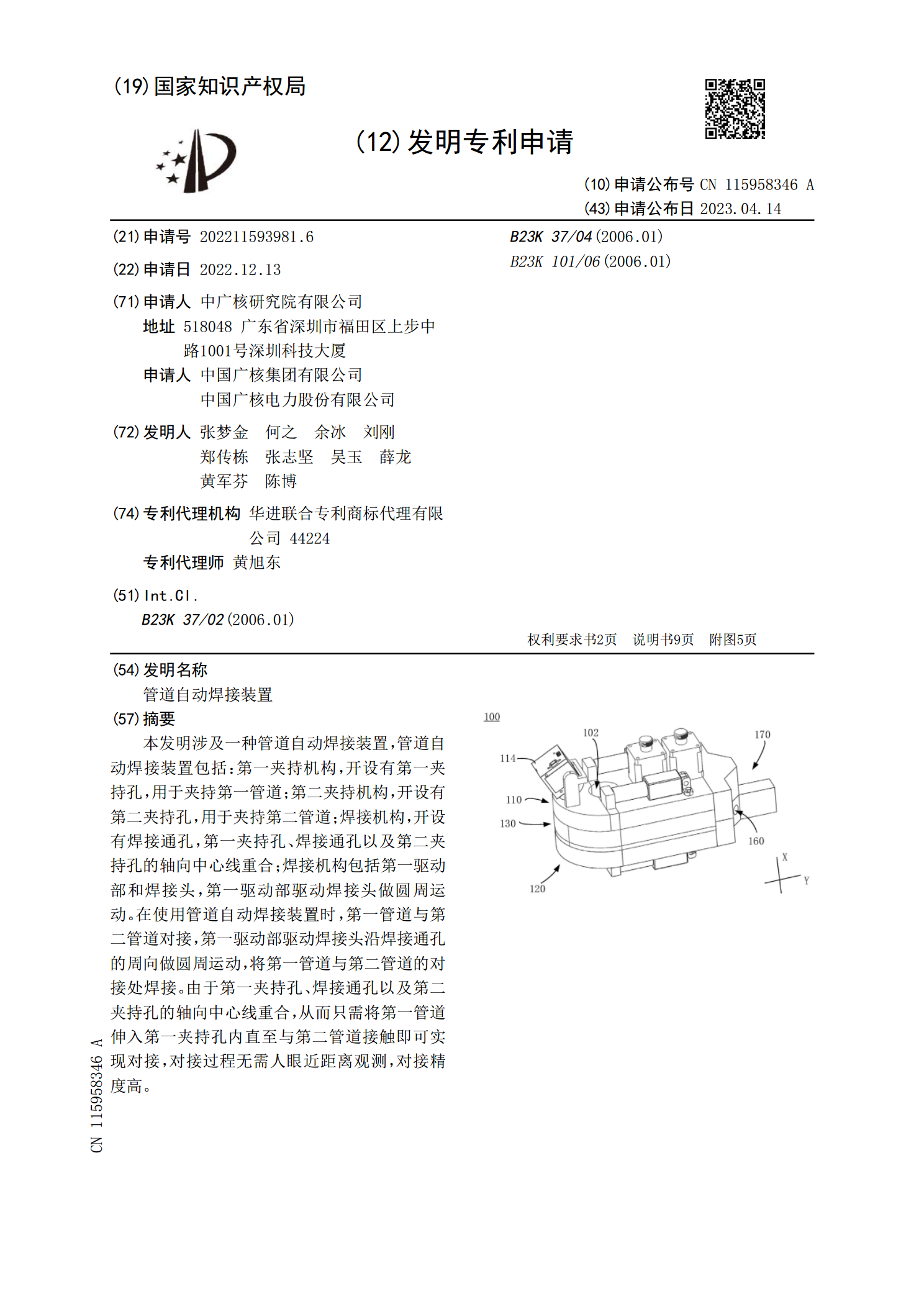
本发明涉及一种管道自动焊接装置,管道自动焊接装置包括:第一夹持机构,开设有第一夹持孔,用于夹持第一管道;第二夹持机构,开设有第二夹持孔,用于夹持第二管道;焊接机构,开设有焊接通孔,第一夹持孔、焊接通孔以及第二夹持孔的轴向中心线重合;焊接机构包括第一驱动部和焊接头,第一驱动部驱动焊接头做圆周运动。在使用管道自动焊接装置时,第一管道与第二管道对接,第一驱动部驱动焊接头沿焊接通孔的周向做圆周运动,将第一管道与第二管道的对接处焊接。由于第一夹持孔、焊接通孔以及第二夹持孔的轴向中心线重合,从而只需将第一管道伸入第一