
棒材多线切分生产工艺方法.pdf

是你****芹呀

1/10
2/10

3/10

4/10

5/10
6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
棒材多线切分生产工艺方法.pdf
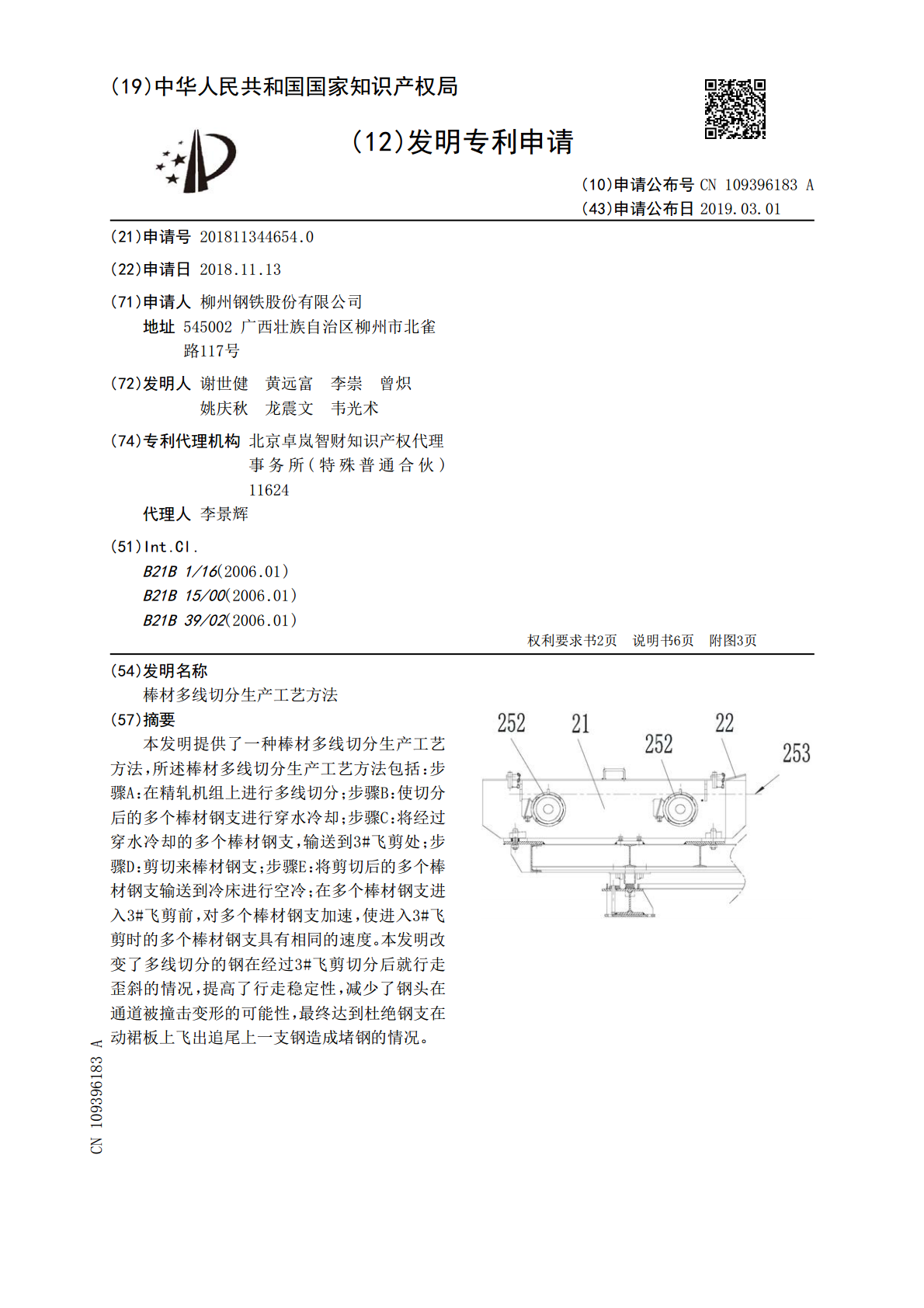
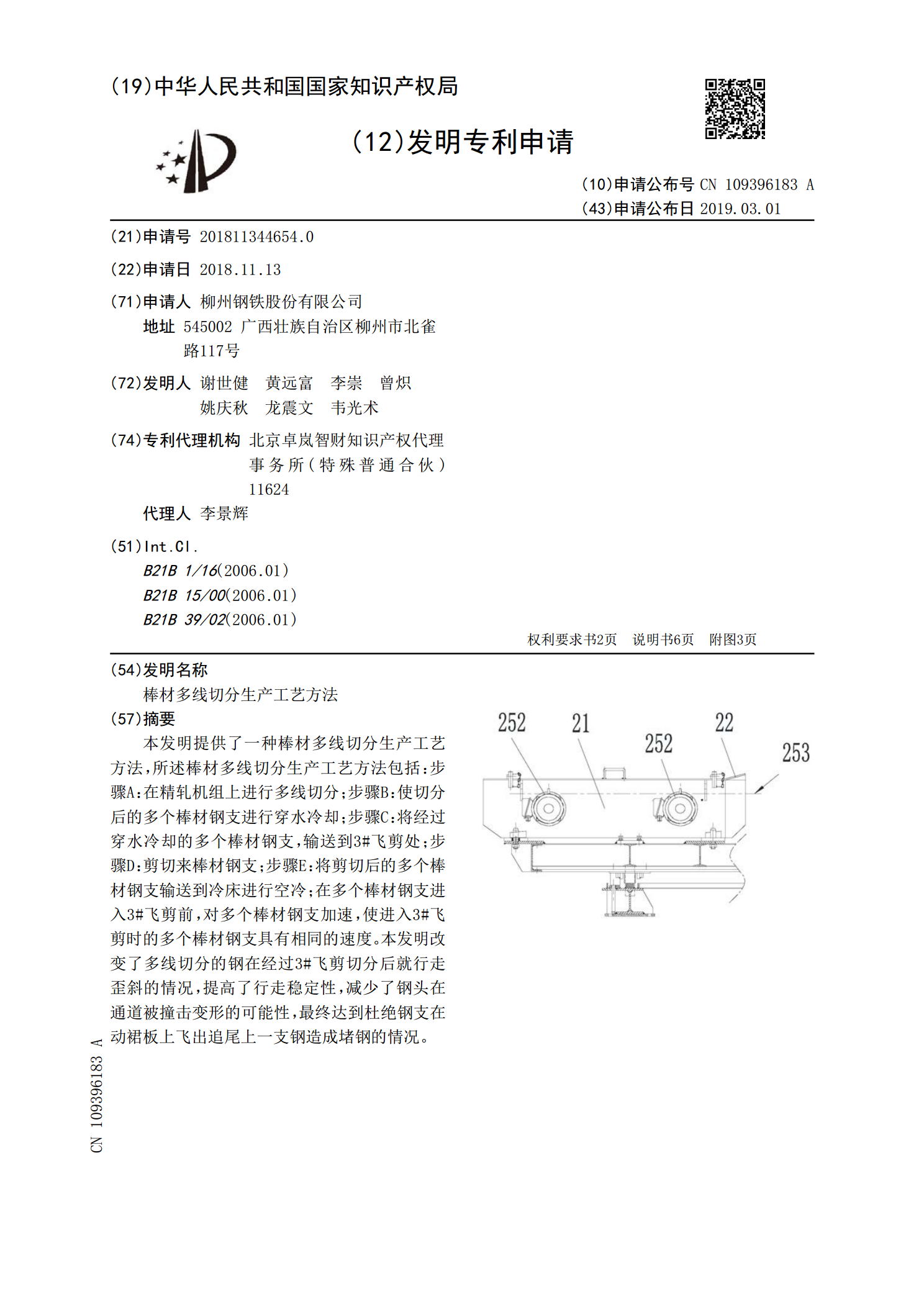
本发明提供了一种棒材多线切分生产工艺方法,所述棒材多线切分生产工艺方法包括:步骤A:在精轧机组上进行多线切分;步骤B:使切分后的多个棒材钢支进行穿水冷却;步骤C:将经过穿水冷却的多个棒材钢支,输送到3#飞剪处;步骤D:剪切来棒材钢支;步骤E:将剪切后的多个棒材钢支输送到冷床进行空冷;在多个棒材钢支进入3#飞剪前,对多个棒材钢支加速,使进入3#飞剪时的多个棒材钢支具有相同的速度。本发明改变了多线切分的钢在经过3#飞剪切分后就行走歪斜的情况,提高了行走稳定性,减少了钢头在通道被撞击变形的可能性,最终达到杜绝钢
棒材多线切分生产线.pdf
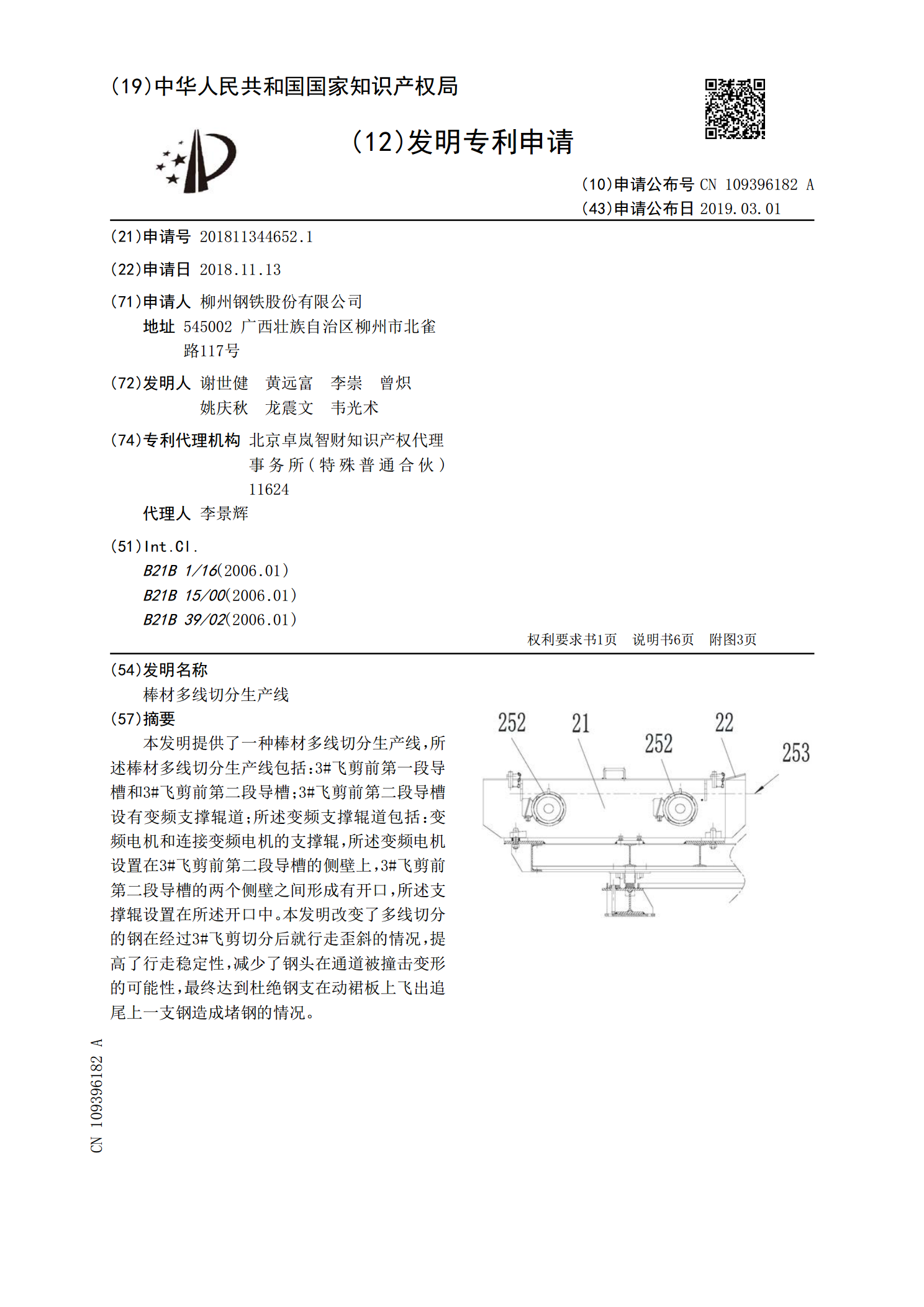
本发明提供了一种棒材多线切分生产线,所述棒材多线切分生产线包括:3#飞剪前第一段导槽和3#飞剪前第二段导槽;3#飞剪前第二段导槽设有变频支撑辊道;所述变频支撑辊道包括:变频电机和连接变频电机的支撑辊,所述变频电机设置在3#飞剪前第二段导槽的侧壁上,3#飞剪前第二段导槽的两个侧壁之间形成有开口,所述支撑辊设置在所述开口中。本发明改变了多线切分的钢在经过3#飞剪切分后就行走歪斜的情况,提高了行走稳定性,减少了钢头在通道被撞击变形的可能性,最终达到杜绝钢支在动裙板上飞出追尾上一支钢造成堵钢的情况。
解决棒材多线切分3#剪切分倍尺后行走歪斜的装置.pdf
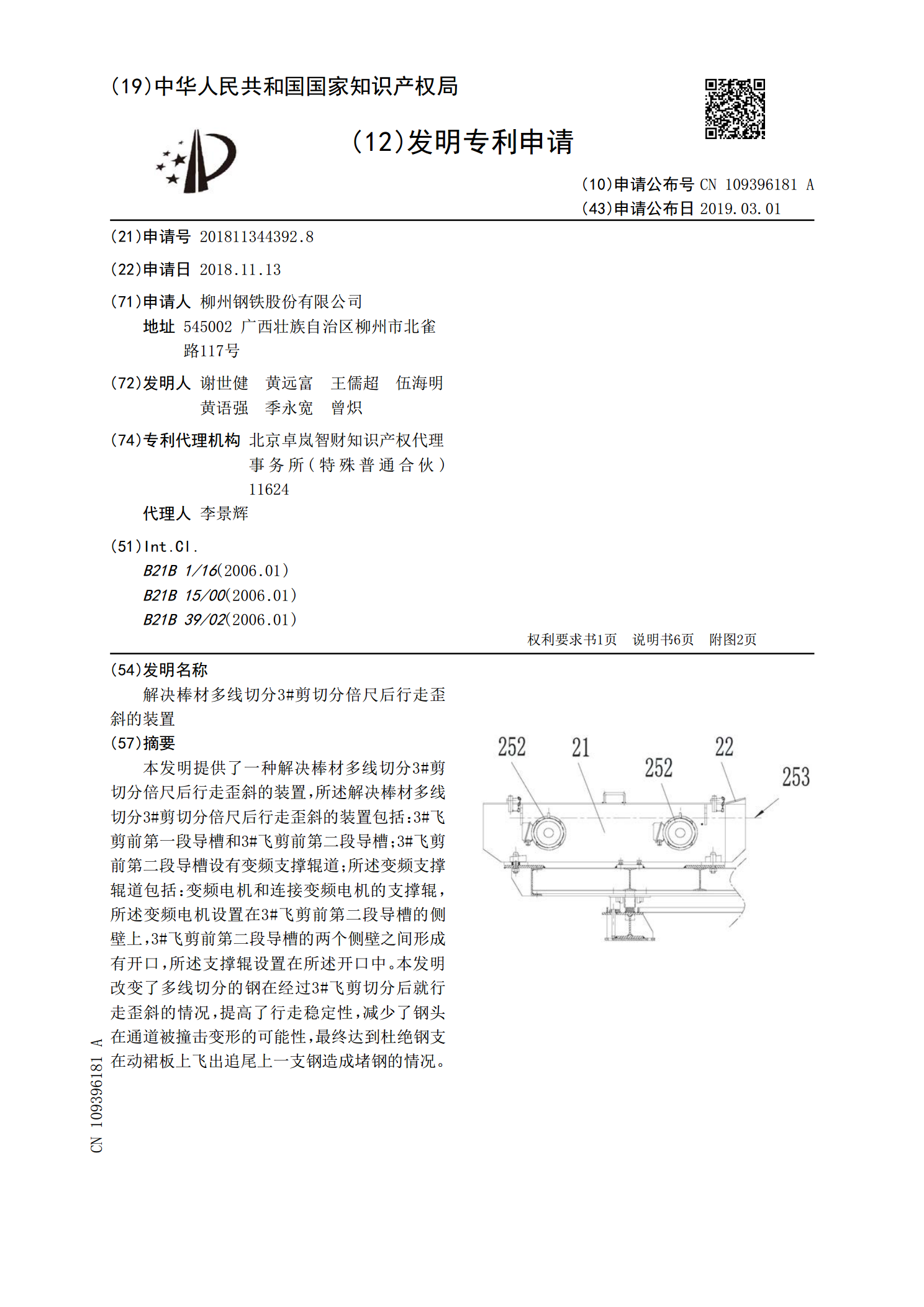
本发明提供了一种解决棒材多线切分3#剪切分倍尺后行走歪斜的装置,所述解决棒材多线切分3#剪切分倍尺后行走歪斜的装置包括:3#飞剪前第一段导槽和3#飞剪前第二段导槽;3#飞剪前第二段导槽设有变频支撑辊道;所述变频支撑辊道包括:变频电机和连接变频电机的支撑辊,所述变频电机设置在3#飞剪前第二段导槽的侧壁上,3#飞剪前第二段导槽的两个侧壁之间形成有开口,所述支撑辊设置在所述开口中。本发明改变了多线切分的钢在经过3#飞剪切分后就行走歪斜的情况,提高了行走稳定性,减少了钢头在通道被撞击变形的可能性,最终达到杜绝钢支

棒材切分轧制工艺.ppt
棒材切分轧制工艺学习目标切分轧制的概念切分轧制的特点棒材切分轧制工艺布置切分轧制工艺的意义切分轧制工艺的意义切分轧制中的问题二切分工艺概况二切分孔型1二切分孔型2三线切分轧制工艺概况三切分孔型四线切分工艺概况四线切分工艺概况四切分工艺概况切分轧制对温度的要求温度高低对轧制的影响切分轧制对速度调整的要求两线差的速度图示

棒材切分轧制新工艺.docx
棒材切分轧制新工艺棒材切分轧制新工艺摘要:棒材切分轧制是一种重要的金属加工工艺,它可以将原材料切分成适当大小的块状,并通过轧制过程来进行进一步加工。本论文将探讨棒材切分轧制的新工艺,以提高生产效率、减少能源消耗和优化产品质量。首先,介绍了棒材切分轧制工艺的背景和意义。然后,讨论了目前存在的问题与挑战。接下来,详细介绍了新工艺的原理和技术要点。最后,对新工艺的优势和前景进行了展望。关键词:棒材切分轧制、工艺优化、生产效率、能源消耗、产品质量一、引言棒材切分轧制是一种常见的金属加工工艺,它广泛应用于钢铁、有色