
一种汽车前大灯总成自动装配检测生产线.pdf

佳晨****ng

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车前大灯总成自动装配检测生产线.pdf
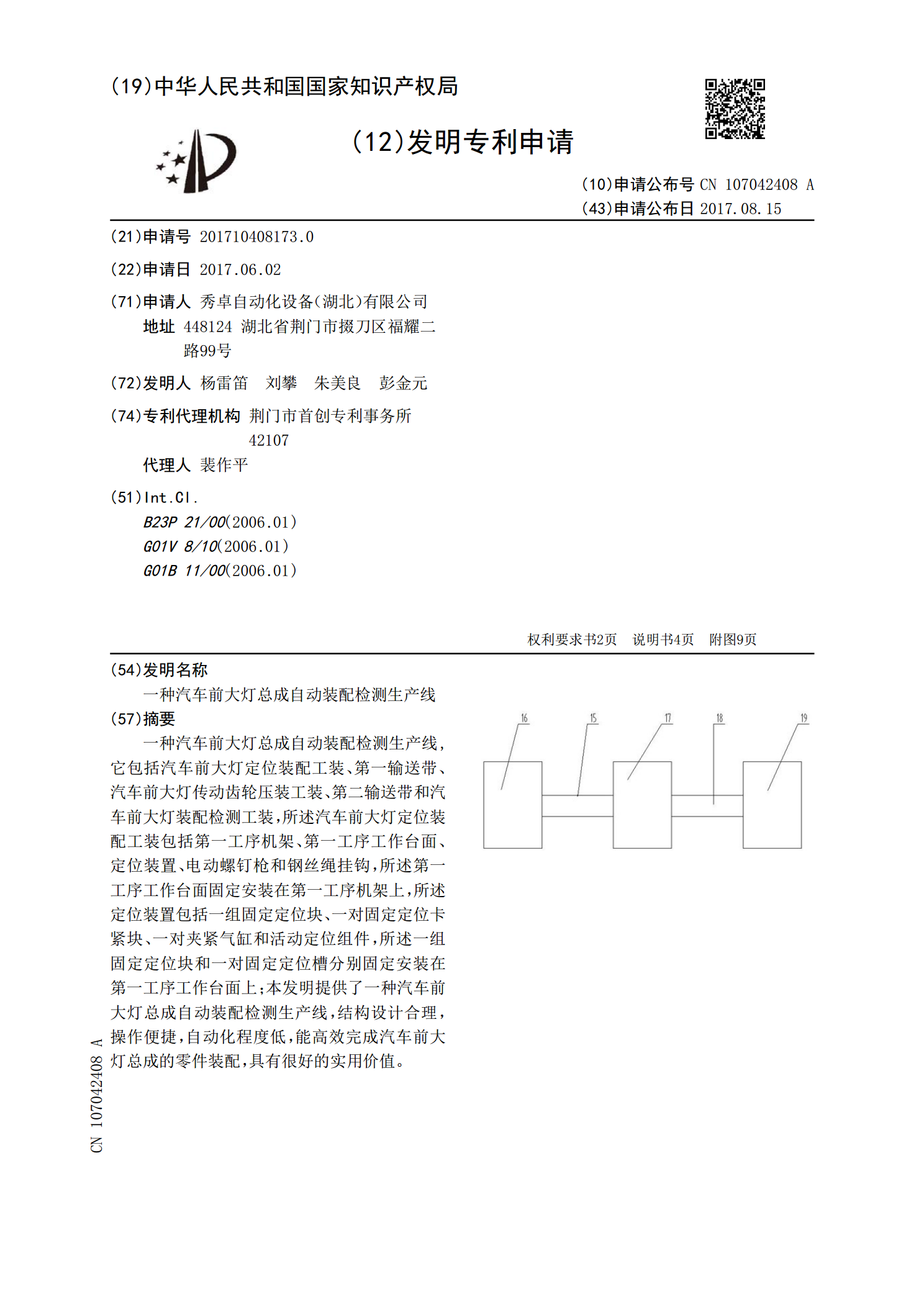
一种汽车前大灯总成自动装配检测生产线,它包括汽车前大灯定位装配工装、第一输送带、汽车前大灯传动齿轮压装工装、第二输送带和汽车前大灯装配检测工装,所述汽车前大灯定位装配工装包括第一工序机架、第一工序工作台面、定位装置、电动螺钉枪和钢丝绳挂钩,所述第一工序工作台面固定安装在第一工序机架上,所述定位装置包括一组固定定位块、一对固定定位卡紧块、一对夹紧气缸和活动定位组件,所述一组固定定位块和一对固定定位槽分别固定安装在第一工序工作台面上;本发明提供了一种汽车前大灯总成自动装配检测生产线,结构设计合理,操作便捷,自
一种汽车前大灯总成自动装配检测生产线.pdf
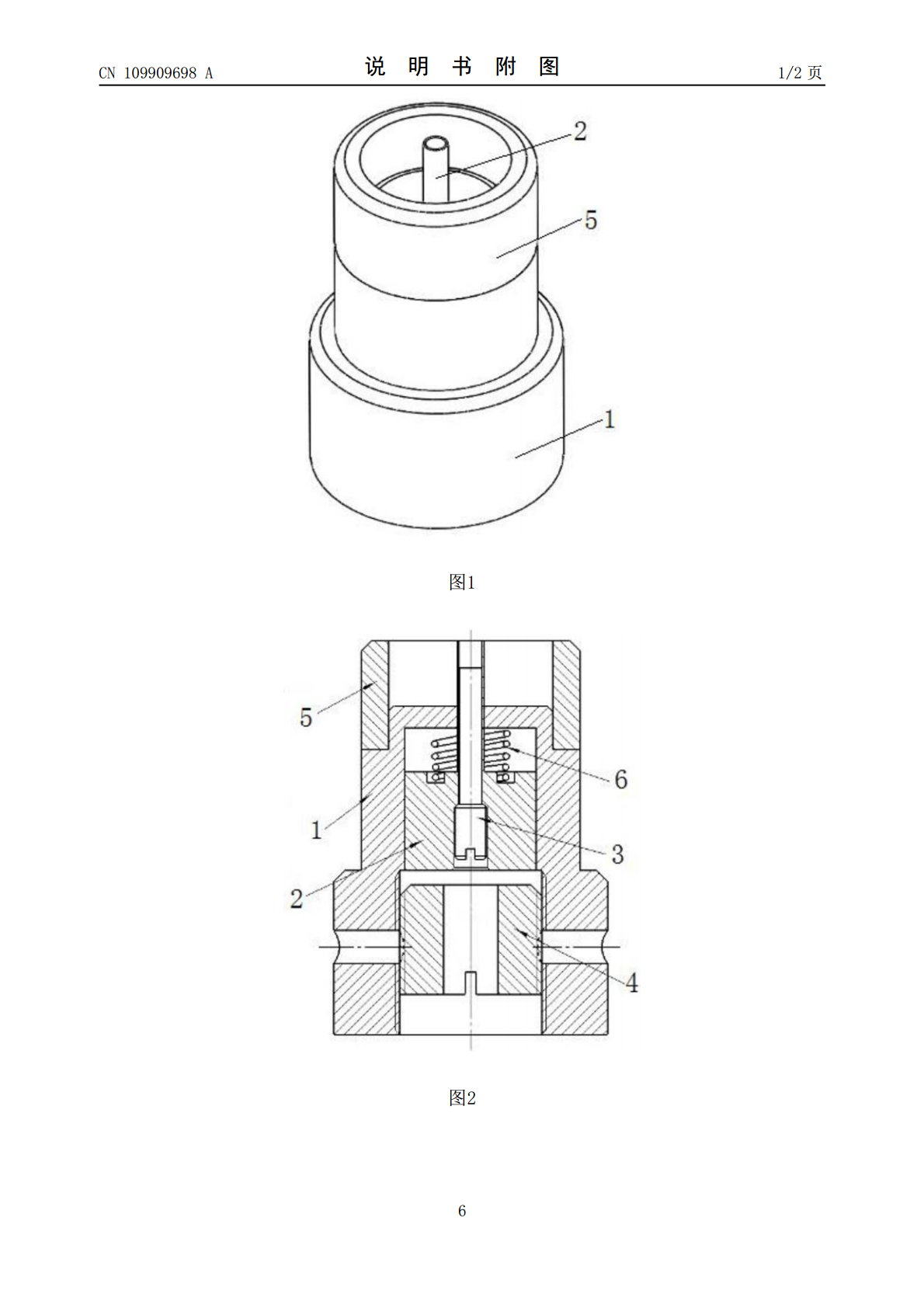
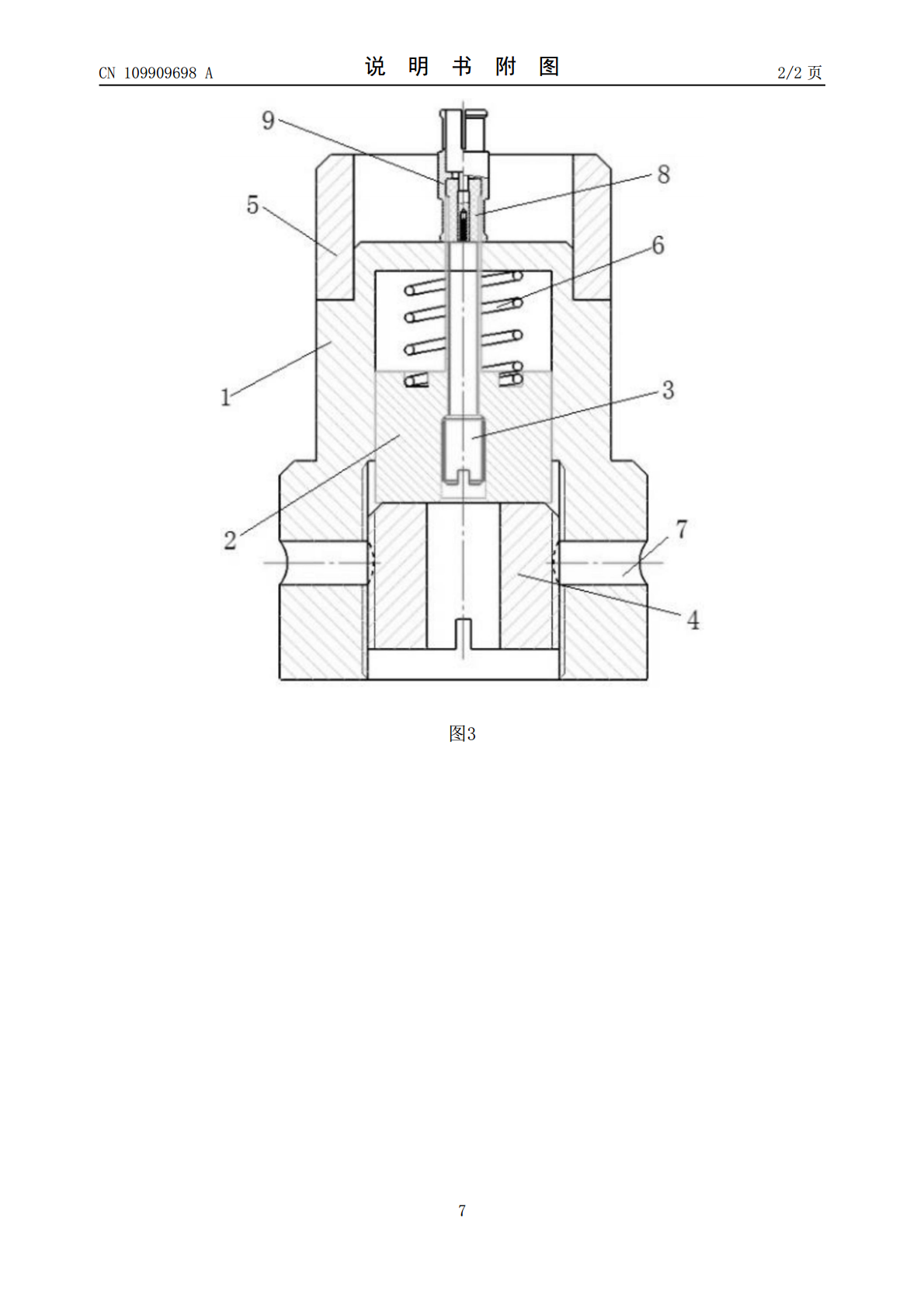
本发明涉及电连接器技术领域,具体公开一种汽车前大灯总成自动装配检测生产线,包括主壳体,与主壳体同轴的定位体、支撑体、保护壳;所述支撑体位于主壳体内部且位于定位体下方;所述保护壳位于主壳体上方;所述定位体包括上下两部分圆筒,上圆筒穿过主壳体上端的圆孔,下圆筒位于主壳体内;在所述上圆筒外壁上套设弹簧;所述定位体中心开有轴孔,轴孔内安装有精密丝杠。本发明的优点是,使工装夹具有统一的使用平台,普适性、通用性更强;将日常产量较大的SMP产品工装分类统一,大幅度提高SMP装配合格率及生产效率,普遍降低各零件在人工装配
一种汽车前大灯装配生产线.pdf
一种汽车前大灯装配生产线,它包括汽车前大灯定位装配工装、输送带和汽车前大灯传动齿轮压装工装,所述汽车前大灯定位装配工装包括第一工序机架、第一工序工作台面、定位装置、电动螺钉枪和钢丝绳挂钩,所述第一工序工作台面固定安装在第一工序机架上,所述定位装置包括一组固定定位块、一对固定定位卡紧块、一对夹紧气缸和活动定位组件;本发明提供了一种汽车前大灯装配生产线,结构设计合理,操作便捷,自动化程度低,能高效完成汽车前大灯总成的零件装配,具有很好的实用价值。
一种汽车前大灯总成.pdf
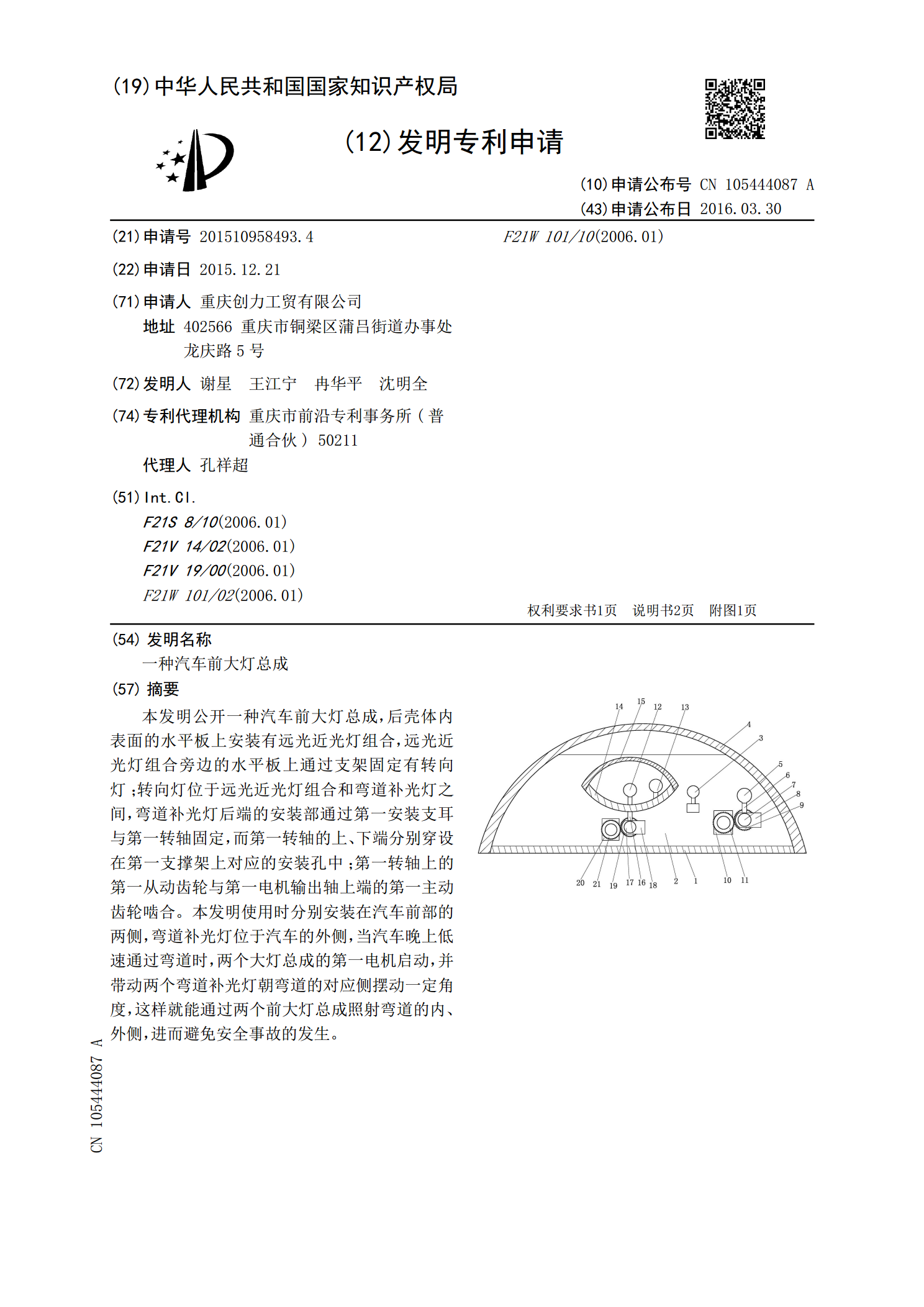
本发明公开一种汽车前大灯总成,后壳体内表面的水平板上安装有远光近光灯组合,远光近光灯组合旁边的水平板上通过支架固定有转向灯;转向灯位于远光近光灯组合和弯道补光灯之间,弯道补光灯后端的安装部通过第一安装支耳与第一转轴固定,而第一转轴的上、下端分别穿设在第一支撑架上对应的安装孔中;第一转轴上的第一从动齿轮与第一电机输出轴上端的第一主动齿轮啮合。本发明使用时分别安装在汽车前部的两侧,弯道补光灯位于汽车的外侧,当汽车晚上低速通过弯道时,两个大灯总成的第一电机启动,并带动两个弯道补光灯朝弯道的对应侧摆动一定角度,这
一种农用拖拉机总成半自动装配生产线.pdf
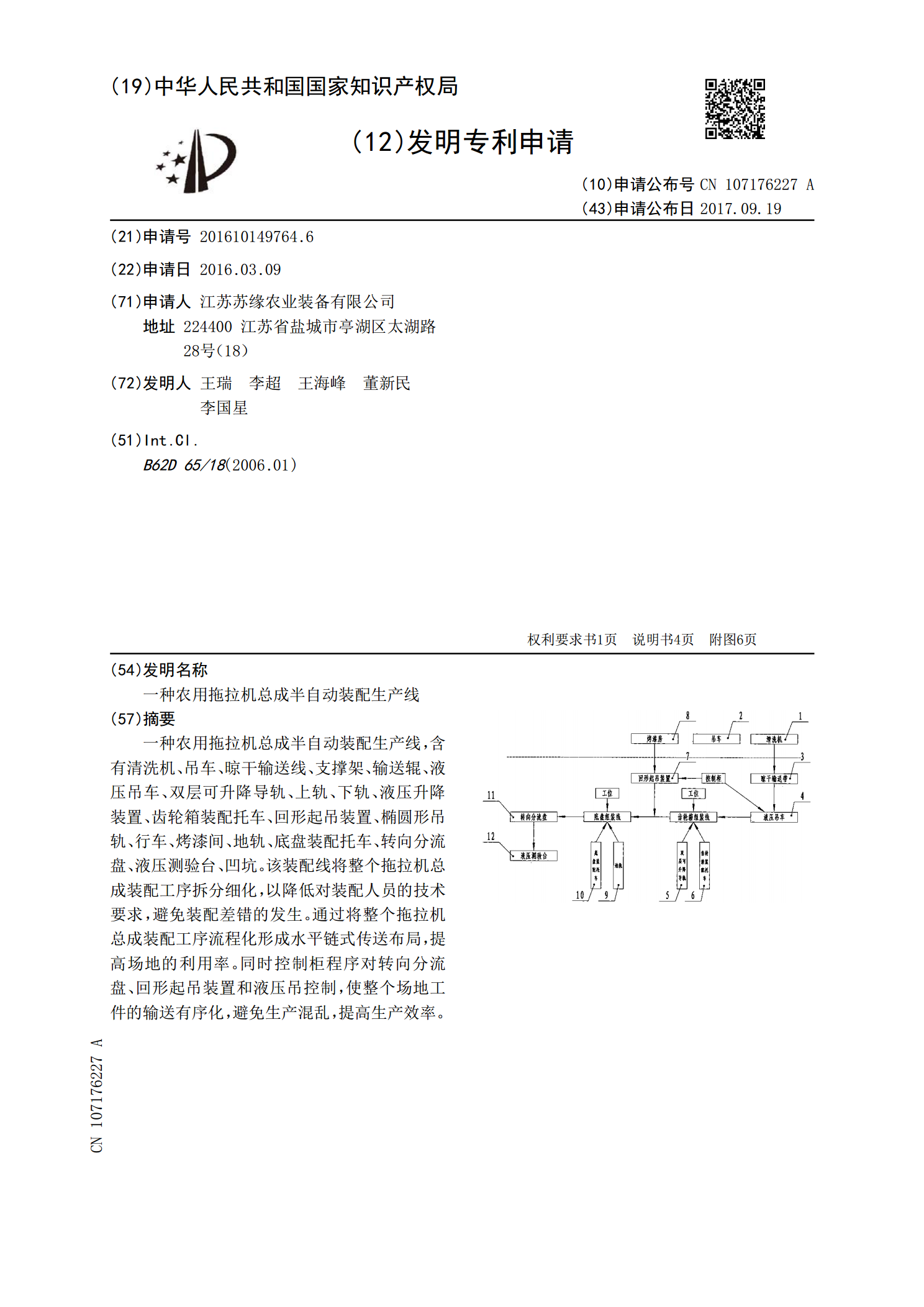
一种农用拖拉机总成半自动装配生产线,含有清洗机、吊车、晾干输送线、支撑架、输送辊、液压吊车、双层可升降导轨、上轨、下轨、液压升降装置、齿轮箱装配托车、回形起吊装置、椭圆形吊轨、行车、烤漆间、地轨、底盘装配托车、转向分流盘、液压测验台、凹坑。该装配线将整个拖拉机总成装配工序拆分细化,以降低对装配人员的技术要求,避免装配差错的发生。通过将整个拖拉机总成装配工序流程化形成水平链式传送布局,提高场地的利用率。同时控制柜程序对转向分流盘、回形起吊装置和液压吊控制,使整个场地工件的输送有序化,避免生产混乱,提高生产效