
一种带有断屑槽的钻头.pdf

猫巷****熙柔


1/9

2/9

3/9

4/9
5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种带有断屑槽的钻头.pdf
本发明涉及了一种带有断屑槽的钻头,包括柄部和切削部。切削部包括外圆刃、端刃以及排屑槽。外圆刃和排屑槽均围绕切削部的外侧壁进行螺旋延伸,且相间布置。外圆刃直至延伸至切削部的端面以形成上述端刃。端刃由弧线形切削内刃和直线形切削主刃构成,且沿着切削部的径向由内向外依序连接。在端刃侧壁上开设有径向断屑槽。这样一来,在实际加工过程中,切屑首先进入到径向断屑槽中,随后进行卷曲、折断动作,随后才进入到排屑槽内,杜绝了长条切屑的存在,确保了排屑进程的顺利进行。再者,端刃设计设计为分段式结构,其直线形切削主刃的存在大大地降
一种带有螺旋排屑槽的深孔钻头.pdf
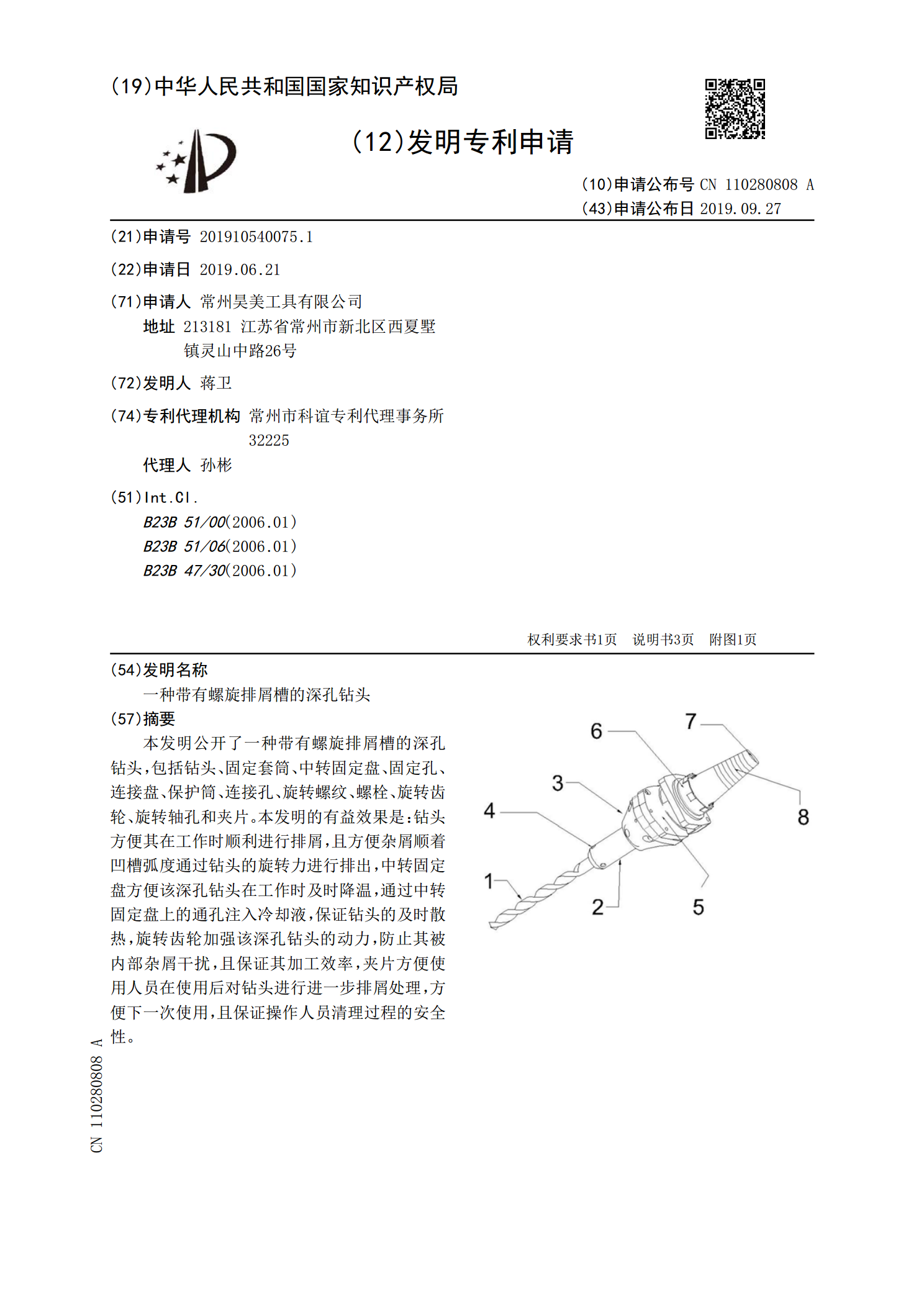
本发明公开了一种带有螺旋排屑槽的深孔钻头,包括钻头、固定套筒、中转固定盘、固定孔、连接盘、保护筒、连接孔、旋转螺纹、螺栓、旋转齿轮、旋转轴孔和夹片。本发明的有益效果是:钻头方便其在工作时顺利进行排屑,且方便杂屑顺着凹槽弧度通过钻头的旋转力进行排出,中转固定盘方便该深孔钻头在工作时及时降温,通过中转固定盘上的通孔注入冷却液,保证钻头的及时散热,旋转齿轮加强该深孔钻头的动力,防止其被内部杂屑干扰,且保证其加工效率,夹片方便使用人员在使用后对钻头进行进一步排屑处理,方便下一次使用,且保证操作人员清理过程的安全性

断屑槽的断屑研究.docx
断屑槽的断屑研究断屑槽的断屑研究摘要断屑是在金属切削过程中产生的剪切应力引起的。断屑的形态和性质在很大程度上影响着切削过程的表面质量和切削力。断屑槽是一种用于引导断屑流向的设计结构,可以对断屑流动进行控制和优化。本文对断屑槽的断屑研究进行了综述,包括断屑形态、断屑槽设计和断屑流动控制方法等方面,为进一步提高切削过程的效率和质量提供了理论基础和工程指导。关键词:断屑,断屑槽,切削,表面质量,切削力引言随着制造业的快速发展,金属切削作为一种主要的加工方法,在制造业中起着重要的作用。然而,金属切削过程中产生的断

钢件用整体硬质合金钻头断屑槽及设计方法.pdf
本发明是钢件用整体硬质合金钻头断屑槽及设计方法,其结构卷屑槽的一端是负倒棱,另一端是断屑台,卷屑槽处于断屑台R的交接点。其设计方法步骤,一、选用五轴磨削中心设备;二、砂轮选用金刚石砂轮75°;三、具体操作:1)采用进口五轴联动磨削中心,在加工中心程序中,设定切削刃刃倾角;2)钻头芯厚按钢件钻头直径的26%标准设定;3)Φ10整体硬质合金钻头应达到的卷屑、断屑要求的具体参数为:前角10°,芯厚2.5mm,摆角8°,砂轮偏角3°。优点:降低了切削区域的温度,提高刀具的耐用度,有效的防止了切屑在刀柄和刀具上的缠

一种可断屑的割槽刀.pdf
本发明涉及一种可断屑的割槽刀,属于切削加工刀具技术领域。其包括设置于刀体端部的刀头,刀头上开设有切削刃;位于所述刀头上端镶嵌阻绕块,所述阻绕块镶嵌在所述切削刃的相对一端。所述阻绕块为L形状,靠近切削刃的一端设有圆弧过渡,所述阻绕块的圆弧大小为R2-R3;所述阻绕块上设置有螺钉孔。所述刀体上设置有与所述阻绕块上的螺钉孔对应的紧固小孔。本发明结构简单、巧妙、合理,可以有效避免加工时产生的铝条缠绕于刀体上的情况,进而保证已加工的铝合金表面的光洁美观。