
一种离心浇注方法.pdf

睿德****找我


1/8
2/8

3/8

4/8
5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种离心浇注方法.pdf
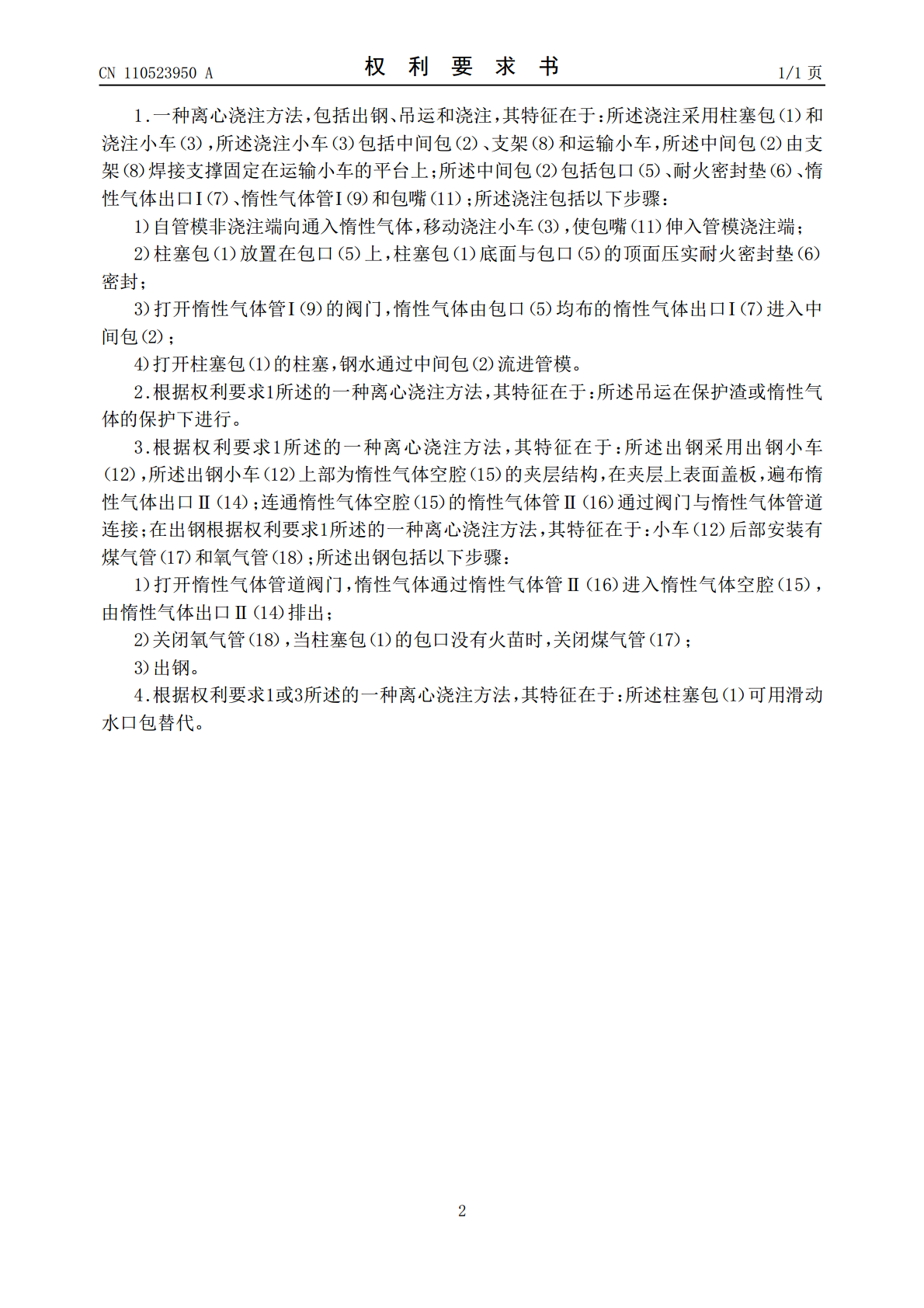
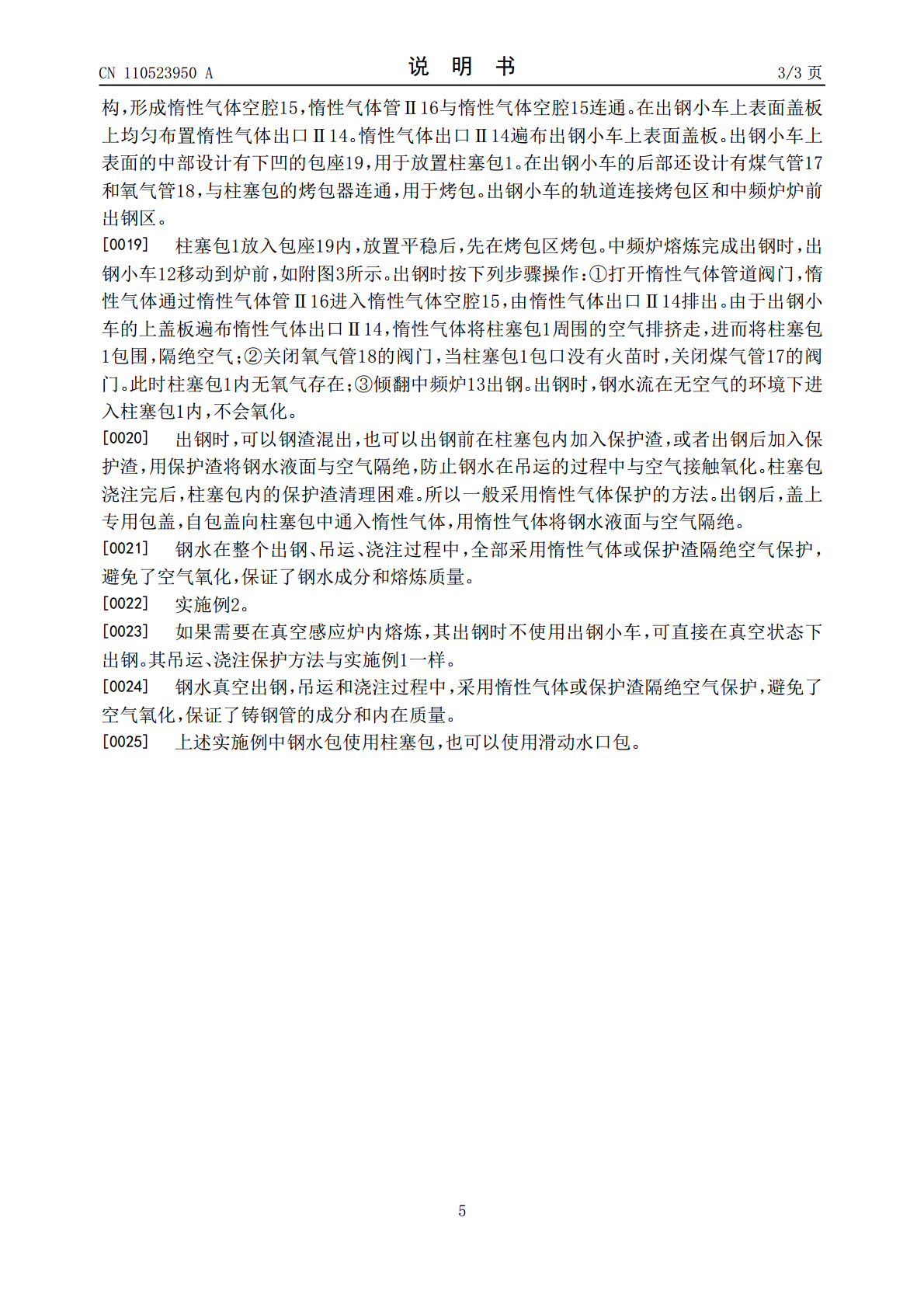
本发明公开了一种离心浇注方法。该方法包括出钢、吊运和浇注过程,离心浇注采用柱塞包和浇注小车进行,浇注包括:1)包嘴伸入管模;2)柱塞包放在中间包上,压实耐火密封垫密封;3)惰性气体由惰性气体出口Ⅰ进入中间包;4)打开柱塞包的柱塞,实现离心浇注。钢水吊运在保护渣或惰性气体的保护下进行。钢水出钢采用遍布惰性气体出口Ⅱ的出钢小车,在出钢小车后部安装有煤气管和氧气管;出钢过程包括以下步骤:1)惰性气体由惰性气体出口Ⅱ排出,包围柱塞包,隔绝空气;2)关闭氧气管和煤气管;3)出钢。钢水出钢、吊运、浇注全部过程中,采用
一种离心浇注耐磨辊环及制备方法.pdf
本发明公开了一种离心浇注耐磨辊环及制备方法,工作层成分及重量百分含量为C1.50~2.30,Si0.20~1.00,Mn0.20~1.00,Ni0.20~1.20,Cr2.00~5.00,Mo0.20~1.00,P≤0.03%,S≤0.03%,V0.20~0.6%,余量为Fe及不可避免的杂质;芯部成分及重量百分含量为C1.00~1.80%,Si1.20~1.80%,Mn0.60~1.00%,P≤0.03%,S≤0.03%,其余为Fe和不可避免的杂质。工艺步骤包括:a)冶炼:分别熔炼内、
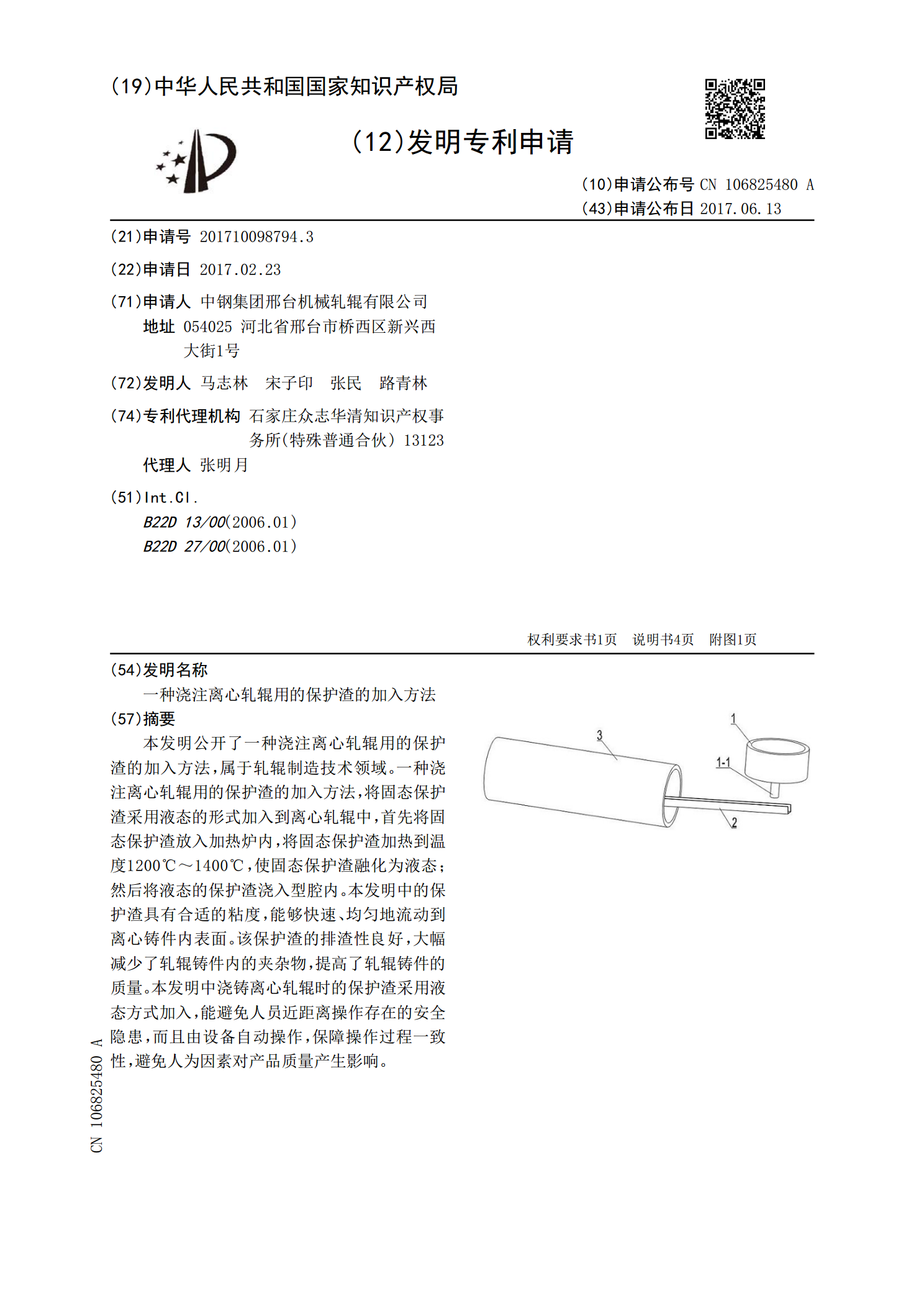
一种浇注离心轧辊用的保护渣的加入方法.pdf
本发明公开了一种浇注离心轧辊用的保护渣的加入方法,属于轧辊制造技术领域。一种浇注离心轧辊用的保护渣的加入方法,将固态保护渣采用液态的形式加入到离心轧辊中,首先将固态保护渣放入加热炉内,将固态保护渣加热到温度1200℃~1400℃,使固态保护渣融化为液态;然后将液态的保护渣浇入型腔内。本发明中的保护渣具有合适的粘度,能够快速、均匀地流动到离心铸件内表面。该保护渣的排渣性良好,大幅减少了轧辊铸件内的夹杂物,提高了轧辊铸件的质量。本发明中浇铸离心轧辊时的保护渣采用液态方式加入,能避免人员近距离操作存在的安全隐患

造纸烘缸离心浇注加工方法.pdf
本发明公开了一种造纸烘缸离心浇注加工方法,包括以下步骤:准备浇注模具;将浇注模具进行预热;将预热后的浇注模具安装在离心机托轮上;离心机托轮带动浇注模具转动后,先将一层铁水注入浇注模具中并在离心作用下形成造纸烘缸的套筒,待一层铁水降温后,再将二层铁水注入浇注模具形成造纸烘缸的凸台,待一层铁水、二层铁水降温后,停止离心机转动;卸下成型的造纸烘缸,进行回火处理。本发明的特点是:在离心作用下通过两次浇注形成造纸烘缸工件,使造纸烘缸强度值随离心密度提高,整体质量大步提高,废品少,无气孔砂眼等质量问题,降低劳动强度,
一种离心复合高速钢轧辊及其浇注方法.pdf
本发明涉及复合铸钢轧辊技术领域,特别是一种离心复合高速钢轧辊及其浇注方法,轧辊包括高速钢外层、中间过渡层、球墨铸铁芯部,所述的高速钢外层的化学成分重量百分比为:C?1.8~2.6%、Cr?3~10%、Nb?0.2~1.0%、Mo?4~10%、V?5~10%、W4~10%、Co?2~10%,其余为Fe及不可避免的杂质,其工作步骤如下:1)中频炉熔炼;2)进行变质处理;3)离心铸造;4)芯部浇铸;5)采用台车式差温炉进行热处理。与现有技术相比,本发明的有益效果是:1)能显著提高高速钢外层的抗热疲劳和耐磨性能。