
一种复合材料超多伞裙绝缘子组合物及其制造方法.pdf

猫巷****松臣

1/9
2/9
3/9
4/9
5/9
6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种复合材料超多伞裙绝缘子组合物及其制造方法.pdf
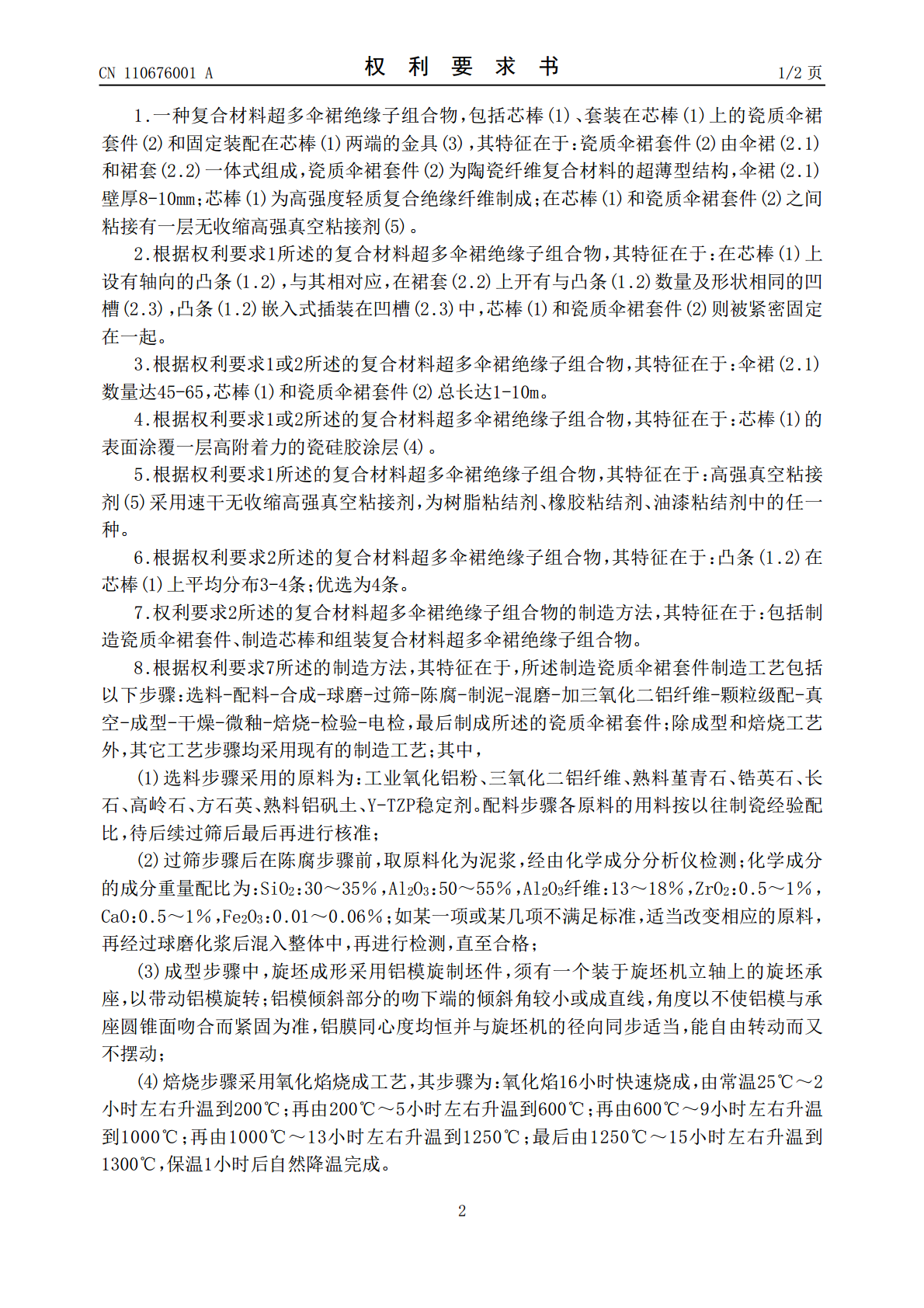
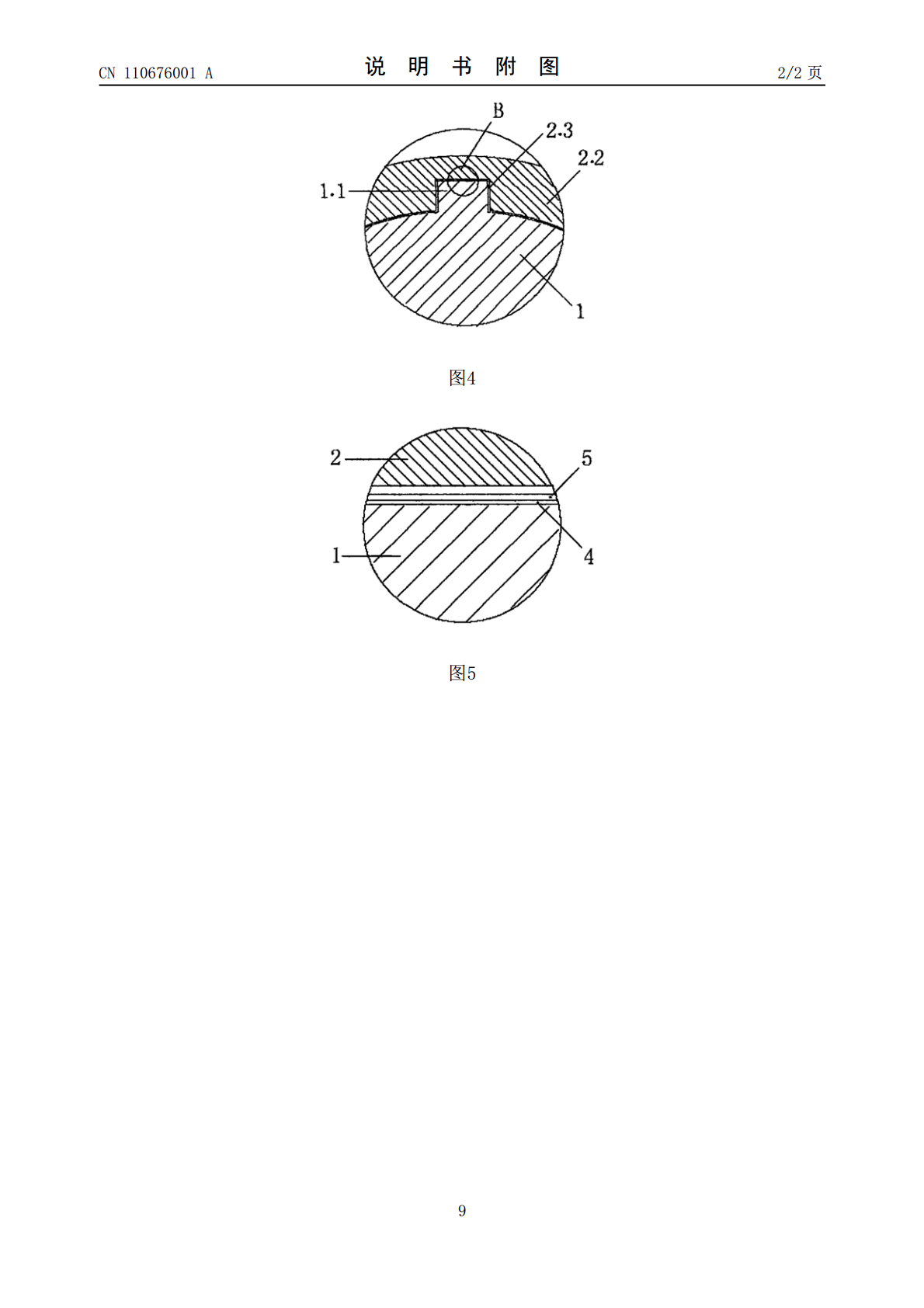
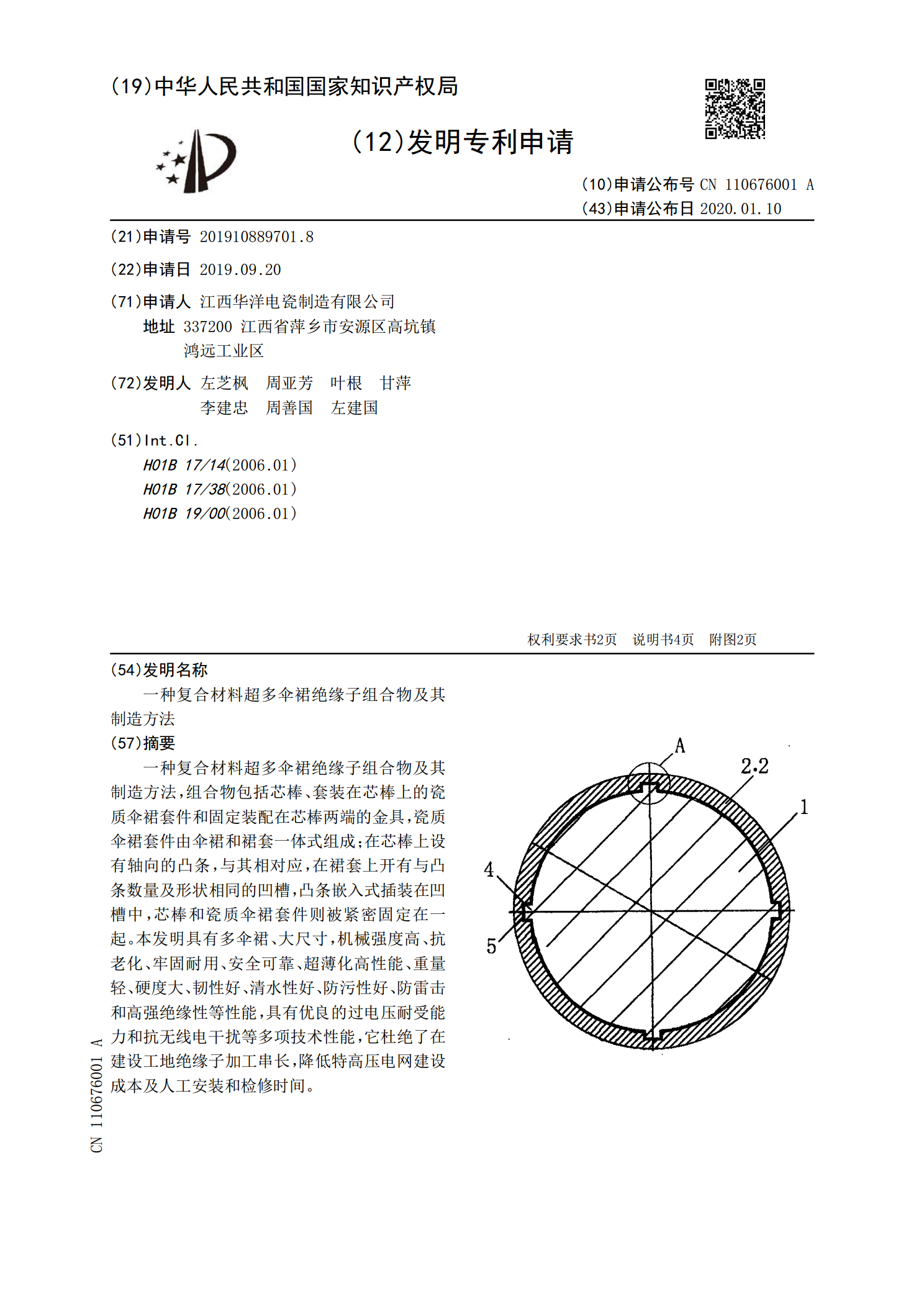
一种复合材料超多伞裙绝缘子组合物及其制造方法,组合物包括芯棒、套装在芯棒上的瓷质伞裙套件和固定装配在芯棒两端的金具,瓷质伞裙套件由伞裙和裙套一体式组成;在芯棒上设有轴向的凸条,与其相对应,在裙套上开有与凸条数量及形状相同的凹槽,凸条嵌入式插装在凹槽中,芯棒和瓷质伞裙套件则被紧密固定在一起。本发明具有多伞裙、大尺寸,机械强度高、抗老化、牢固耐用、安全可靠、超薄化高性能、重量轻、硬度大、韧性好、清水性好、防污性好、防雷击和高强绝缘性等性能,具有优良的过电压耐受能力和抗无线电干扰等多项技术性能,它杜绝了在建设工
一种绝缘子伞裙及其制造方法.pdf
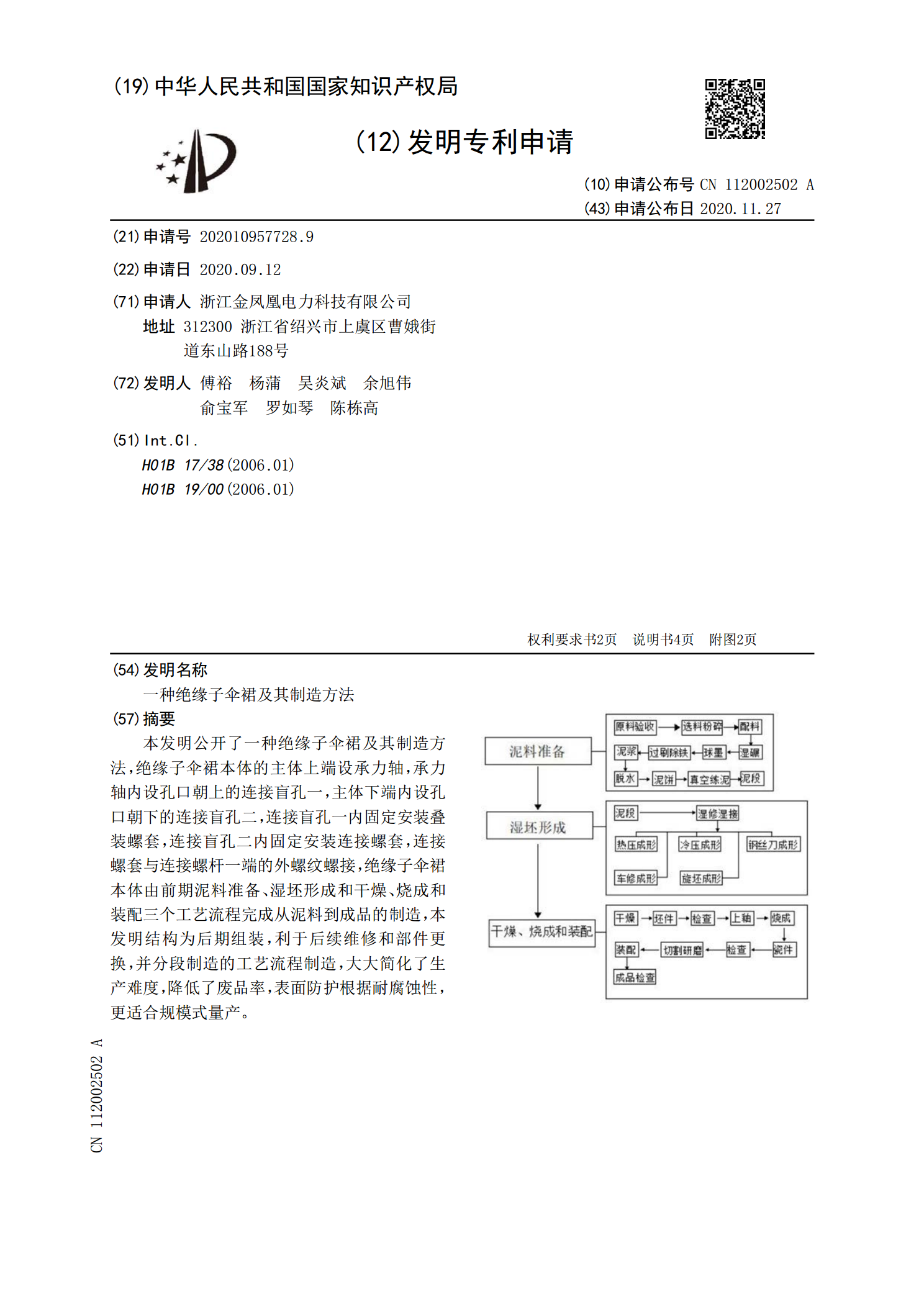
本发明公开了一种绝缘子伞裙及其制造方法,绝缘子伞裙本体的主体上端设承力轴,承力轴内设孔口朝上的连接盲孔一,主体下端内设孔口朝下的连接盲孔二,连接盲孔一内固定安装叠装螺套,连接盲孔二内固定安装连接螺套,连接螺套与连接螺杆一端的外螺纹螺接,绝缘子伞裙本体由前期泥料准备、湿坯形成和干燥、烧成和装配三个工艺流程完成从泥料到成品的制造,本发明结构为后期组装,利于后续维修和部件更换,并分段制造的工艺流程制造,大大简化了生产难度,降低了废品率,表面防护根据耐腐蚀性,更适合规模式量产。

检测复合绝缘子伞裙老化的方法.pdf
本发明公开了一种检测复合绝缘子伞裙老化的方法,包括以下步骤:选取复合绝缘子高压侧伞裙作为试样;对所述试样进行慢正电子束测量,得到随正电子入射能量分布的多普勒展宽谱;采集所述多普勒宽谱的S参数;判断所述S参数是否在预设参数范围之内;若是,则所述复合绝缘子伞裙老化。上述检测方法取样少,测试方法简单方便,并且对物质的缺陷信息十分敏感,可以作为硅橡胶表面结构的扫描探针,用于复合绝缘子伞裙老化早期鉴别与评估。

水泥组合物及其制造方法.pdf
本发明提供一种维持水泥浆、砂浆或混凝土的新鲜性状,同时维持并提高水泥浆、砂浆或混凝土的强度表现性的水泥组合物及其制造方法。所述水泥组合物是V含量为0.0063~0.012质量%的水泥组合物。另外,所述水泥组合物是Sr含量为0.035~0.08质量%的水泥组合物。一种水泥组合物的制造方法,其包括如下的工序:工序(A),以水泥组合物的V含量为0.0063~0.012质量%的方式调整选自石灰石、硅石、煤灰、粘土、高炉矿渣、建设产生土、下水污泥、氢氧化物饼及铁中的原料的原料单位消耗量,将调整后的原料进行烧成,制造
混凝土组合物及其制造方法.pdf
本发明的混凝土组合物含有:高炉渣;膨胀材料及水泥中的至少任一种;以及水;且所述水的单位水量为130kg/m