
一种高韧性抗磨损锤头及其制备方法.pdf

猫巷****雪凝


1/8

2/8
3/8
4/8
5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种高韧性抗磨损锤头及其制备方法.pdf
本发明具体为一种高韧性抗磨损锤头及其制备方法,解决了现有锤头对废钢进行破碎时存在偏磨严重极易造成生产事故的问题。是由锤头尾部和锤头破碎部一体浇铸制成的锤头本体,锤头破碎部的左右两侧均开有对称设置的槽状破碎刃,且槽状破碎刃的首尾两端部均为弧状结构;锤头本体是由如下质量份数的原料组成:碳0.95‑1.05,硅0.3‑0.8,锰12.4‑14,磷≤0.07,硫≤0.05,铬0.7‑1,钼0.3‑0.6,钒≤0.3,钛≤0.3,稀土≤0.03,余量为铁。本发明降低了锤头碎裂现象的同时提高了破碎效率,而且杜绝了铸造

一种抗磨损高韧性的聚酯‑丁腈橡胶复合粉末涂料及其制备方法.pdf
本发明公开了一种抗磨损高韧性的聚酯‑丁腈橡胶复合粉末涂料,该粉末涂料将聚酯树脂与液体丁腈橡胶复配使用,有效的改善了羟烷基酰胺作为固化剂时涂层出现的缩孔、开裂现象,并提高了涂层与金属材料的粘附力,加入的超支化聚酯有效的提高了高分子间的相容性,提高了复合材料的韧性,经硅烷偶联剂kh560改性后的腰果壳油摩擦粉分散性更佳,可调节涂层的摩擦性能,增强保持力,再结合其它原料,最终制得了具有良好成膜性能和使用性能的成品,其无毒无味,防滑抗磨,高韧抗裂,与金属基材的附着力强,不易斑驳脱落,在户外环境中使用体验及使用寿命
一种高韧性混凝土及其制备方法.pdf
本发明公开了一种高韧性混凝土,按重量份计包括如下组分:柠檬酸钠3‑5份、葡萄糖酸钠3‑5份、硫酸铝2‑4份、水泥150‑180份、细沙300‑360份、石子450‑480份、复合增韧材料25‑30份、聚丙烯酸酯20‑25份、减水剂3‑4份、水100‑120份、粉煤灰份、20‑40份、超细微珠20‑30份和胶黏剂10‑20份。以氮化硼纳米管为基础材料,通过多步表面改性反应,分别将氮化硼纳米管与具有良好水溶性和界面相容性的聚氧化乙烯共价键合、与具有优异界面相容性和水溶性的超支化聚合物链制成不同的改性氮化硼纳米
一种高韧性米粉及其制备方法.pdf
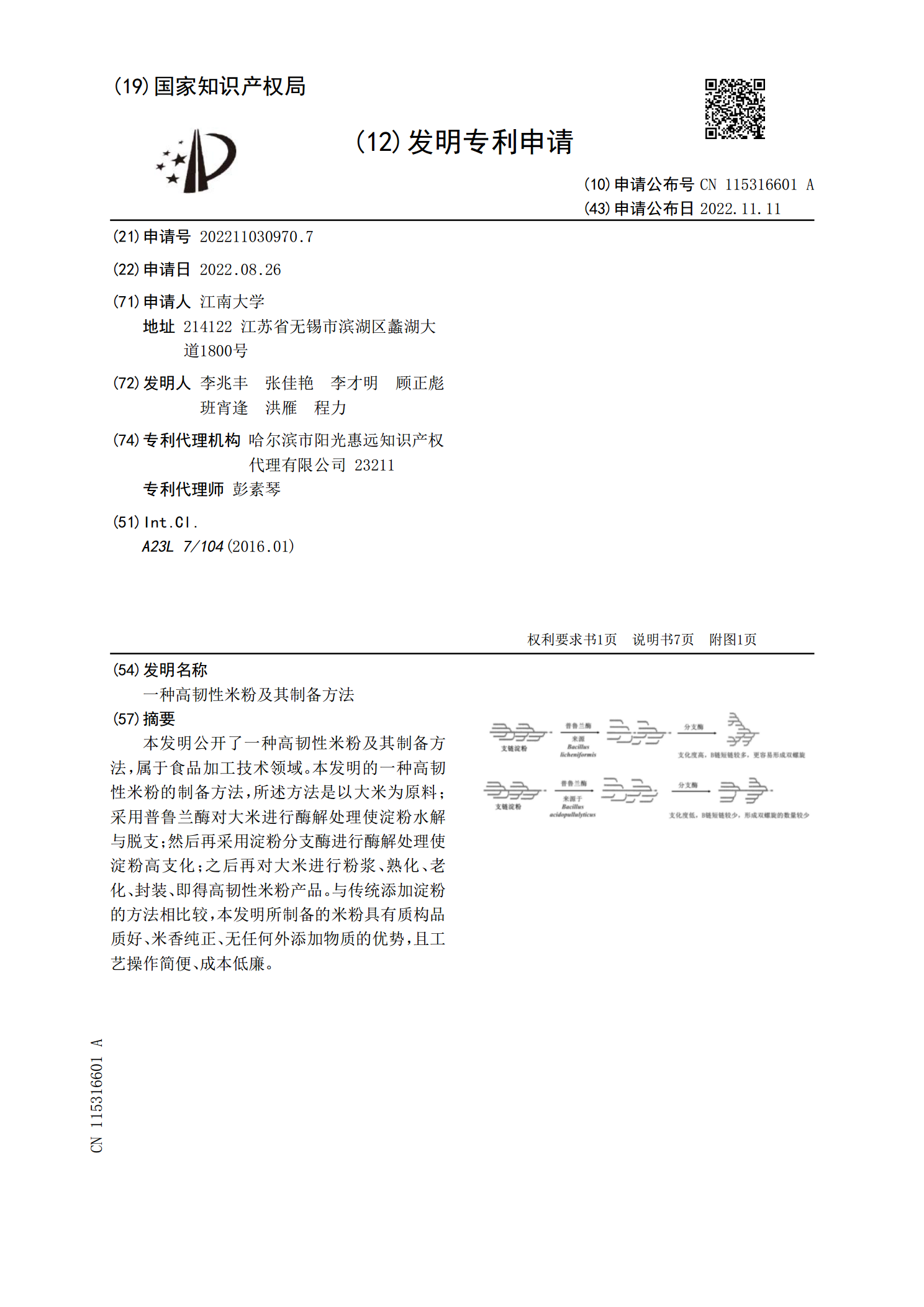
本发明公开了一种高韧性米粉及其制备方法,属于食品加工技术领域。本发明的一种高韧性米粉的制备方法,所述方法是以大米为原料;采用普鲁兰酶对大米进行酶解处理使淀粉水解与脱支;然后再采用淀粉分支酶进行酶解处理使淀粉高支化;之后再对大米进行粉浆、熟化、老化、封装、即得高韧性米粉产品。与传统添加淀粉的方法相比较,本发明所制备的米粉具有质构品质好、米香纯正、无任何外添加物质的优势,且工艺操作简便、成本低廉。

一种高韧性铝合金及其制备方法.pdf
本发明公开了一种高韧性铝合金,其特征在于:该铝合金的质量百分比组成为Zn:5.0%~7.0%,Mg:1.8%~2.8%,Cu:1.4%~2.0%,Mn:0.2%~0.6%,Y:0.1%~1.2%,Cr:0.1%~0.25%,Fe≤0.5%,Si≤0.5%,Ti≤0.1%,余量为Al和不可避免的杂质。本发明在铝合金基础上添加了稀土元素Y,有利于增加晶粒的数量,使得铸态晶粒尺寸减小。Y元素化学活性强,容易与以上杂质相形成新相,其呈颗粒状,少量新相随熔渣排除,提高铝合金的纯净度,而残留的针状含Fe、含Si化合物