
高精度内锥面锥度快速检测工装及检测方法.pdf

黛娥****ak


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高精度内锥面锥度快速检测工装.pdf
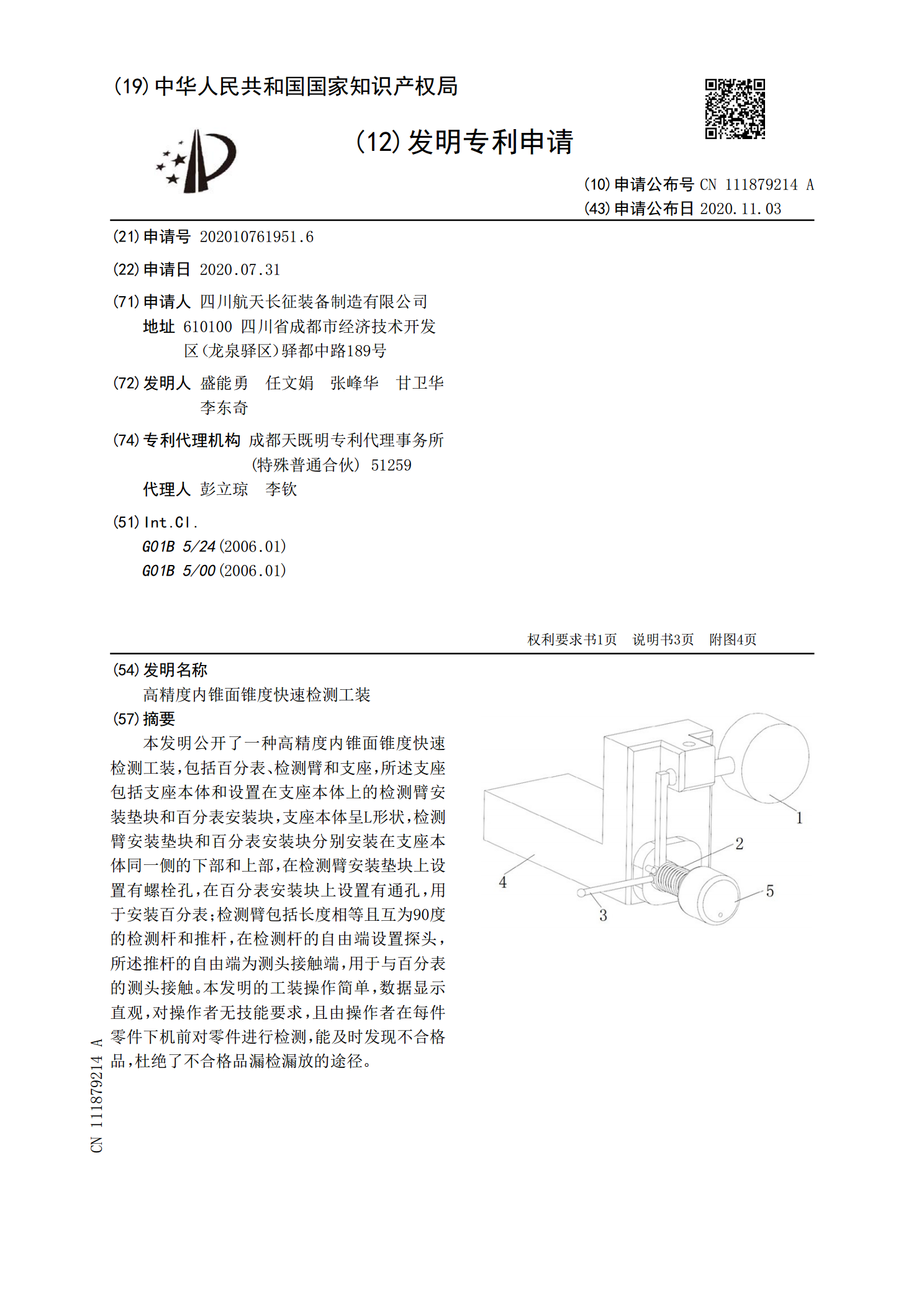
本发明公开了一种高精度内锥面锥度快速检测工装,包括百分表、检测臂和支座,所述支座包括支座本体和设置在支座本体上的检测臂安装垫块和百分表安装块,支座本体呈L形状,检测臂安装垫块和百分表安装块分别安装在支座本体同一侧的下部和上部,在检测臂安装垫块上设置有螺栓孔,在百分表安装块上设置有通孔,用于安装百分表;检测臂包括长度相等且互为90度的检测杆和推杆,在检测杆的自由端设置探头,所述推杆的自由端为测头接触端,用于与百分表的测头接触。本发明的工装操作简单,数据显示直观,对操作者无技能要求,且由操作者在每件零件下机前

高精度内锥面锥度快速检测工装及检测方法.pdf
本发明公开了一种高精度内锥面锥度快速检测工装及检测方法,检测工装包括百分表、检测臂和支座,所述支座包括支座本体和设置在支座本体上的检测臂安装垫块和百分表安装块,支座本体呈L形状,检测臂安装垫块和百分表安装块分别安装在支座本体同一侧的下部和上部,在检测臂安装垫块上设置有螺栓孔,在百分表安装块上设置有通孔,用于安装百分表;检测臂包括长度相等且互为90度的检测杆和推杆,在检测杆的自由端设置探头,所述推杆的自由端为测头接触端,用于与百分表的测头接触。本发明的工装操作简单,数据显示直观,对操作者无技能要求,且由操作

一种低锥度圆锥面的检测方法及专用止通卡规.pdf
本发明提供了一种低锥度圆锥面的检测方法,其能实现在加工过程中的精确实时检测且不会损伤待测工件,并能解决检测结果与三坐标检测数据不匹配的问题。其方法为在被测工件圆锥面实体上距离Z面分别截取两个不同距离的截面,将两个截面轮廓圆作为检测对象,根据截面轮廓圆的设计公差要求制作专用止通卡规,再用专用止通卡规检测被测工件圆锥面实体上对应的两个截面轮廓圆,若能分别通过专用止通卡规的通端、并被止端限位,则符合要求。本发明的专用止通卡规,其整体呈反“C”形,其整体厚度为待检测截面至检测基准面之间的距离,C形开口的上边与下边
复杂铸件加工尺寸快速检测工装及其检测方法.pdf
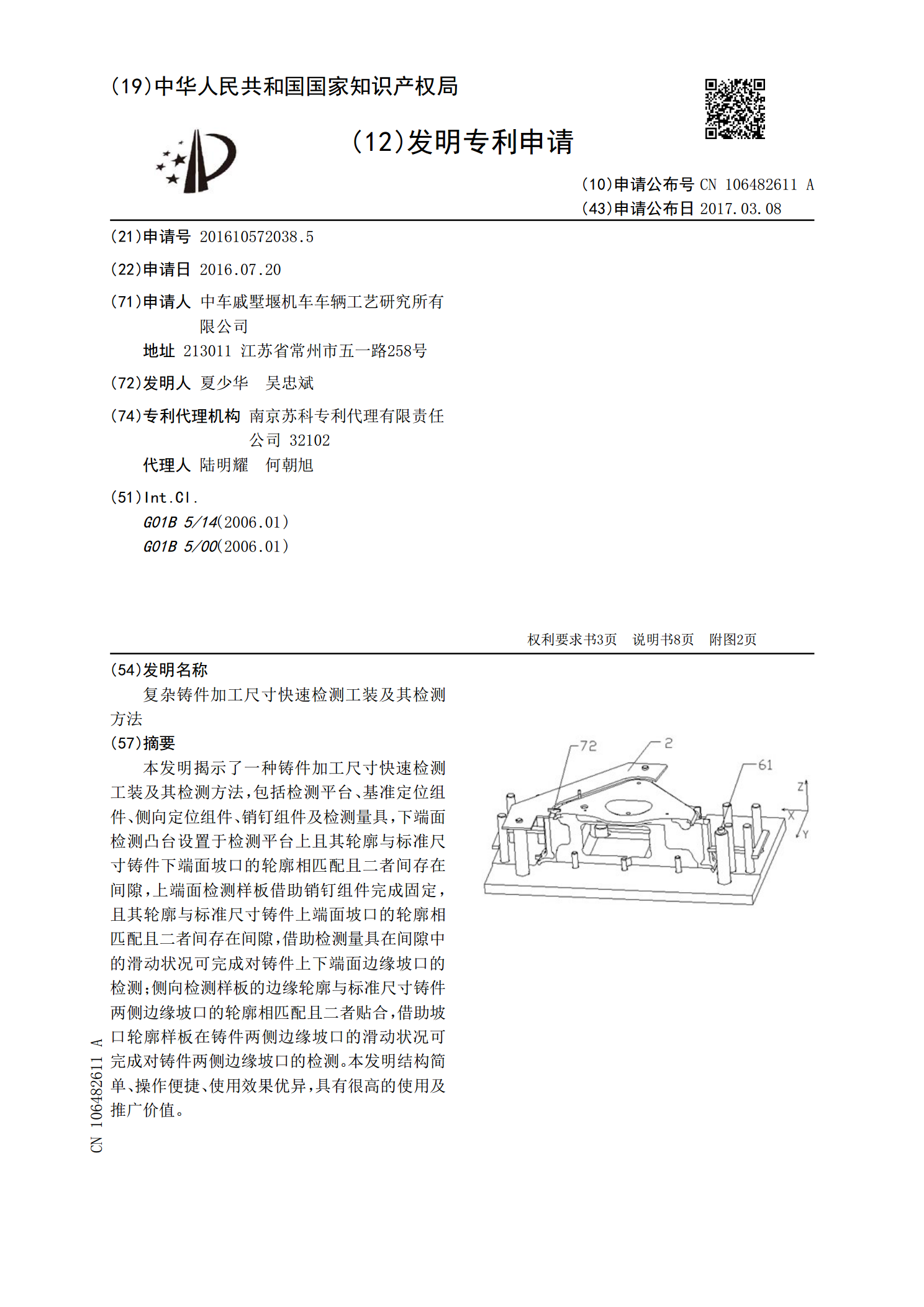
本发明揭示了一种铸件加工尺寸快速检测工装及其检测方法,包括检测平台、基准定位组件、侧向定位组件、销钉组件及检测量具,下端面检测凸台设置于检测平台上且其轮廓与标准尺寸铸件下端面坡口的轮廓相匹配且二者间存在间隙,上端面检测样板借助销钉组件完成固定,且其轮廓与标准尺寸铸件上端面坡口的轮廓相匹配且二者间存在间隙,借助检测量具在间隙中的滑动状况可完成对铸件上下端面边缘坡口的检测;侧向检测样板的边缘轮廓与标准尺寸铸件两侧边缘坡口的轮廓相匹配且二者贴合,借助坡口轮廓样板在铸件两侧边缘坡口的滑动状况可完成对铸件两侧边缘坡

高精度锥面加工工艺方法分析.doc
高精度锥面加工工艺方法分析高精度锥面加工工艺方法分析本文关键词:锥面,加工工艺,方法,分析高精度锥面加工工艺方法分析本文简介:摘要:针对高精度锥面加工工艺方法进展了研究,由于零件材料硬度高,且加工批量大,锥面的加工质量不稳定。以阀座类产品为例,通过对锥面加工工艺进展分析、研究,从工艺方法、加工设备及刀具选择等方面综合考虑,制定出了可行的工艺方法,使其满足要求。关键词:高精度;高硬度;锥面;加工工艺引言本文以高压共轨柴油燃油高精度锥面加工工艺方法分析本文内容:摘要:针对高精度锥面加工工艺方法进展了研究,由于