
一种注射活塞体的加工工艺及模具.pdf

一吃****海逸


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种注射活塞体的加工工艺及模具.pdf
本发明涉及机械锻造领域,公开了一种注射活塞体的加工工艺及模具,包括以下步骤:a、备料;b、加热;c、模锻;d、粗加工;e、后续热处理;f、精加工。活塞和活塞杆作为一个整体一体锻造而成后再进行加工,这种全新的加工方式不仅可以避免由于基材的损耗造成的加工成本过高问题,从而提高其经济性,还能够杜绝由单独车削加工时带来的配合间隙,从而提高整体的稳定性能。
一种容器体的吹塑加工工艺及其专用模具.pdf
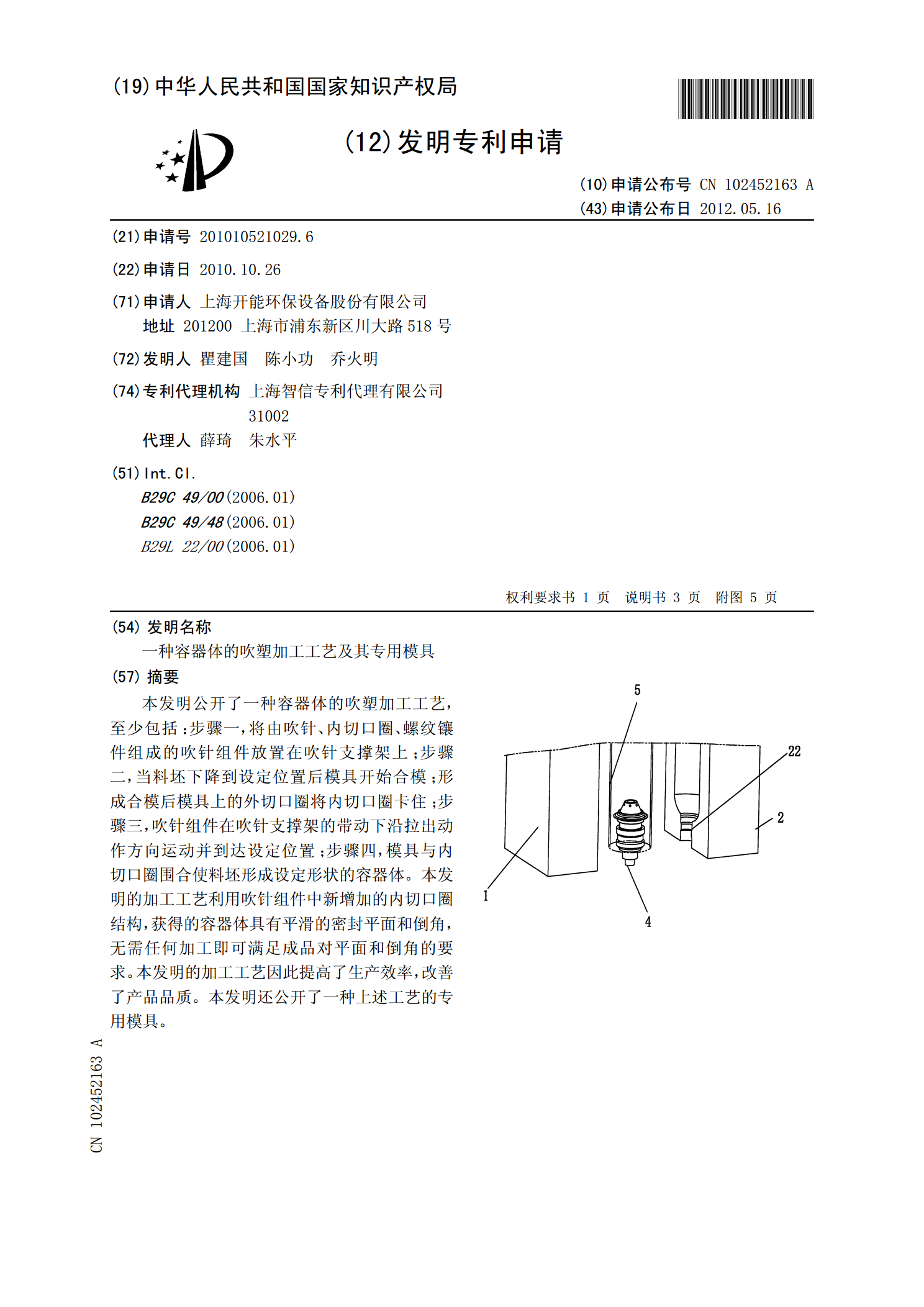
本发明公开了一种容器体的吹塑加工工艺,至少包括:步骤一,将由吹针、内切口圈、螺纹镶件组成的吹针组件放置在吹针支撑架上;步骤二,当料坯下降到设定位置后模具开始合模;形成合模后模具上的外切口圈将内切口圈卡住;步骤三,吹针组件在吹针支撑架的带动下沿拉出动作方向运动并到达设定位置;步骤四,模具与内切口圈围合使料坯形成设定形状的容器体。本发明的加工工艺利用吹针组件中新增加的内切口圈结构,获得的容器体具有平滑的密封平面和倒角,无需任何加工即可满足成品对平面和倒角的要求。本发明的加工工艺因此提高了生产效率,改善了产品品

活塞模具的工艺改进.docx
活塞模具的工艺改进随着机械制造业的发展,活塞模具作为重要的制造工具,在汽车、摩托车、农机、船舶、航空等领域扮演着重要的角色。活塞模具的质量、精度和耐用性直接影响着以下产品的质量。因此,活塞模具的工艺改进成为制造企业的一项非常重要的任务。一、活塞模具的生产工艺活塞模具主要由模座、模板、侧板、四方削、压条、下压板和外围冷却系统等组成。在生产过程中,要经历以下的步骤:1、前加工:模板和侧板的加工一般采用数控加工或者高精度机床的加工。模座和压条的加工可以采用普通数控加工机加工即可。这一步骤应该注意加工的精度和表面

活塞加工工艺.doc
活塞加工工艺工艺名称具体内容备注铸造采用浇铸机自动化浇铸,保证浇铸过程的合理性和稳定性热处理T6热处理,性能符合ES-X55816C精车止口CNC全数控车削,保证尺寸精度精车环槽精车外圆顶部镀陶增强顶部强度,防止击穿丝网印刷增强裙部润滑,减少拉缸、涨缸的发生

活塞加工工艺.doc
机械制造设计-活塞加工工艺机械制造设计活塞加工工艺序言机械制造工艺设计是大学教育的最后一个环节,且在整个大学习过程中占非常重要的地位,通过毕业设计,可以使自己对过去所学课程进行一次深入的综合性总复习,是一次理论联系实际的训练,因此占有重要地位。通过设计前夕的毕业实习和有关资料查阅以及指导老师的帮助,对毕业设计的各项要求我都做了充分准备,特别是对现代制造技术有了一些了解,并且对设计题目有关的环节都加深了了解,从中看到了我们的发展,同时也认识了不足;目前,同发达国家的先进机械制造工艺水平相比,我们还有一定的差