
减速机构棘齿加工方法.pdf

灵慧****89

1/6
2/6
3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

减速机构棘齿加工方法.pdf
本发明公开一种减速机构棘齿加工方法,其特征在于:将棘齿参数转换为渐开线花键刀具齿形参数后,根据转换后的刀具齿形参数设计制造滚刀并加工棘齿。本发明能够一次性完成减速器齿圈外圆棘齿的加工(见图1),杜绝了掉齿现象,提高了加工效率;很容易保证小径及其对基准A的同轴度φ0.03的要求;为这类具有微型齿结构的产品批量加工创造了新的高效解决方案。相比线切割一件需要几个小时,本发明只需15分钟,效率大幅提升。

复合棘齿机构.pdf
本发明公开了一种复合棘齿机构,包括上棘爪、下棘爪、棘轮和连接杆,上棘爪包括一级上棘爪和二级上棘爪,两者通过转动副连接,下棘爪包括一级下棘爪和二级下棘爪,两者通过转动副连接,一级上棘爪和一级下棘爪通过转动副与连接杆连接;一级上棘爪和一级下棘爪上均设有一级复位弹簧,二级上棘爪和二级下棘爪上均设有二级复位弹簧;上棘爪和下棘爪相对设置,二级上棘爪和二级下棘爪以相反方向与棘轮的齿槽根部啮合;棘轮的每组齿槽和棘齿包括分别与二级上棘爪配合的一组齿槽及对应棘齿、与二级下棘爪配合的一组齿槽及对应棘齿。该机构不仅能够实现双向
减速器齿圈加工方法.pdf
本发明减速器齿圈加工方法涉及机械加工领域,具体涉及减速器齿圈加工方法,锻造毛坯;对毛坯进行正火处理;在车床上装夹毛坯外圆、校正,车端面;对坯料进行超声波探伤;划线、钻孔、攻螺纹至要求尺寸;校正齿外径、基面,按齿圈图纸要求的齿形参数,加工齿形,留磨削余量0.6-0.8mm;齿部渗碳淬火;在车床上撑坯料内孔,端面靠平、校正基面及齿形,车端面、内孔,调面,校正,车内孔斜面,使尺寸及根部至要求尺寸;将齿圈与轮毂装配装;与输出轴热套组装;划钻攻齿圈与轮毂至要求尺寸,并装配铰制螺栓;按图样要求齿形参数磨齿达尺寸。本发
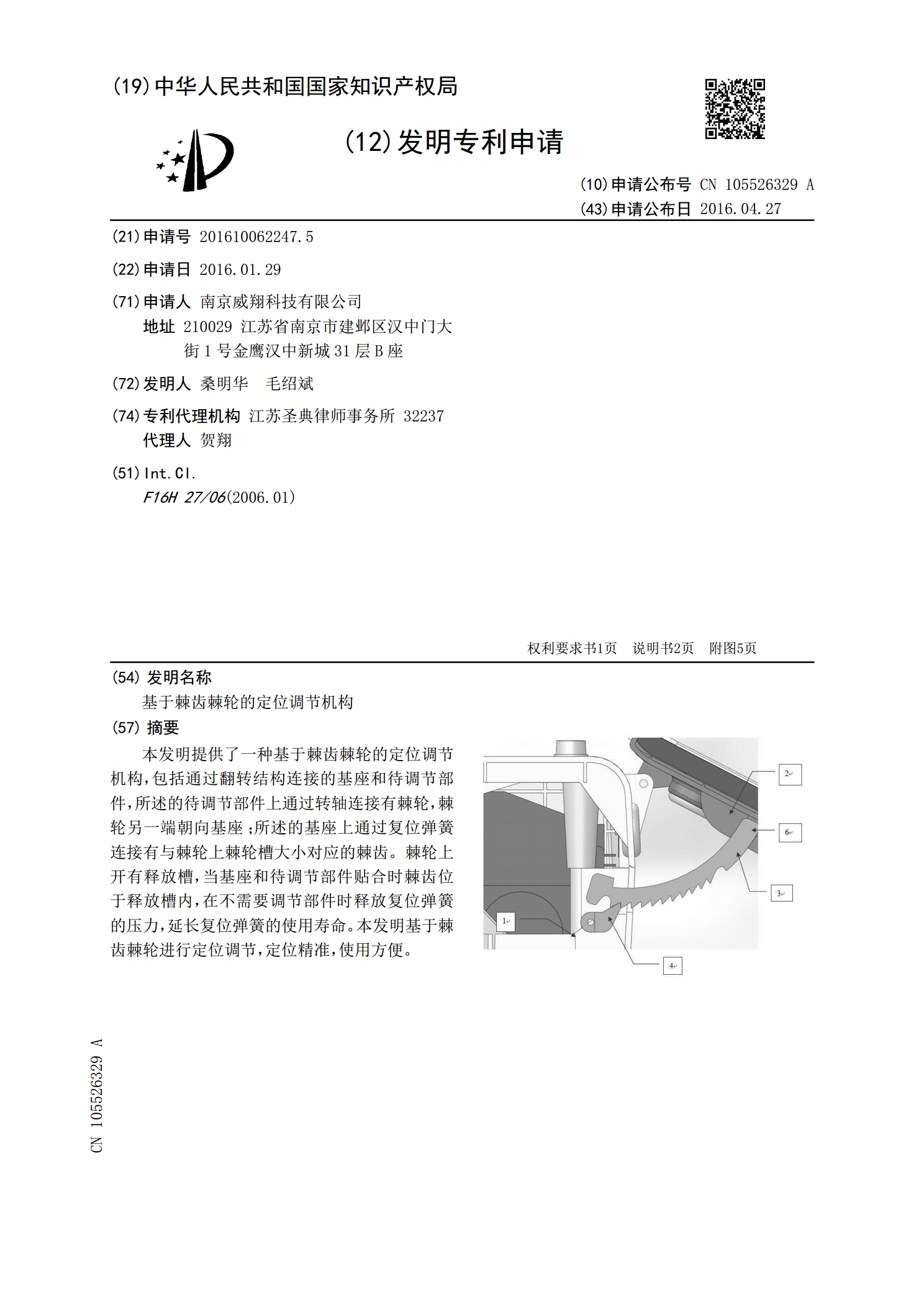
基于棘齿棘轮的定位调节机构.pdf
本发明提供了一种基于棘齿棘轮的定位调节机构,包括通过翻转结构连接的基座和待调节部件,所述的待调节部件上通过转轴连接有棘轮,棘轮另一端朝向基座;所述的基座上通过复位弹簧连接有与棘轮上棘轮槽大小对应的棘齿。棘轮上开有释放槽,当基座和待调节部件贴合时棘齿位于释放槽内,在不需要调节部件时释放复位弹簧的压力,延长复位弹簧的使用寿命。本发明基于棘齿棘轮进行定位调节,定位精准,使用方便。

具有手动棘齿机构的电动工具.pdf
公开了一种电动工具,其包括,电机;传动机构,与上述电机连接以及夹具,用于装夹工具头,该夹具与上述传动机构连接,夹具通过上述传动机构被电机驱动转动;其中,所述夹具上设置有一棘齿结构,其包括,驱动棘齿轮,其两侧设置有方向相反的棘齿;第一棘齿轮,设置有与驱动棘齿轮的一侧的棘齿啮合的棘齿以及第二棘齿轮,设置有与驱动棘齿轮的另一侧的棘齿啮合的棘齿;其中,第一棘齿轮和第二棘齿轮能与夹具能互相驱动转动,电动工具上设置有能调节选择驱动棘齿轮的棘齿与第一棘齿轮的棘齿和/或第二棘齿轮的棘齿啮合的调节机构,上述传动机构上设置有