
一种多极耳电芯的制作工艺及多极耳电芯.pdf

一条****涛k

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种多极耳电芯的制作工艺及多极耳电芯.pdf
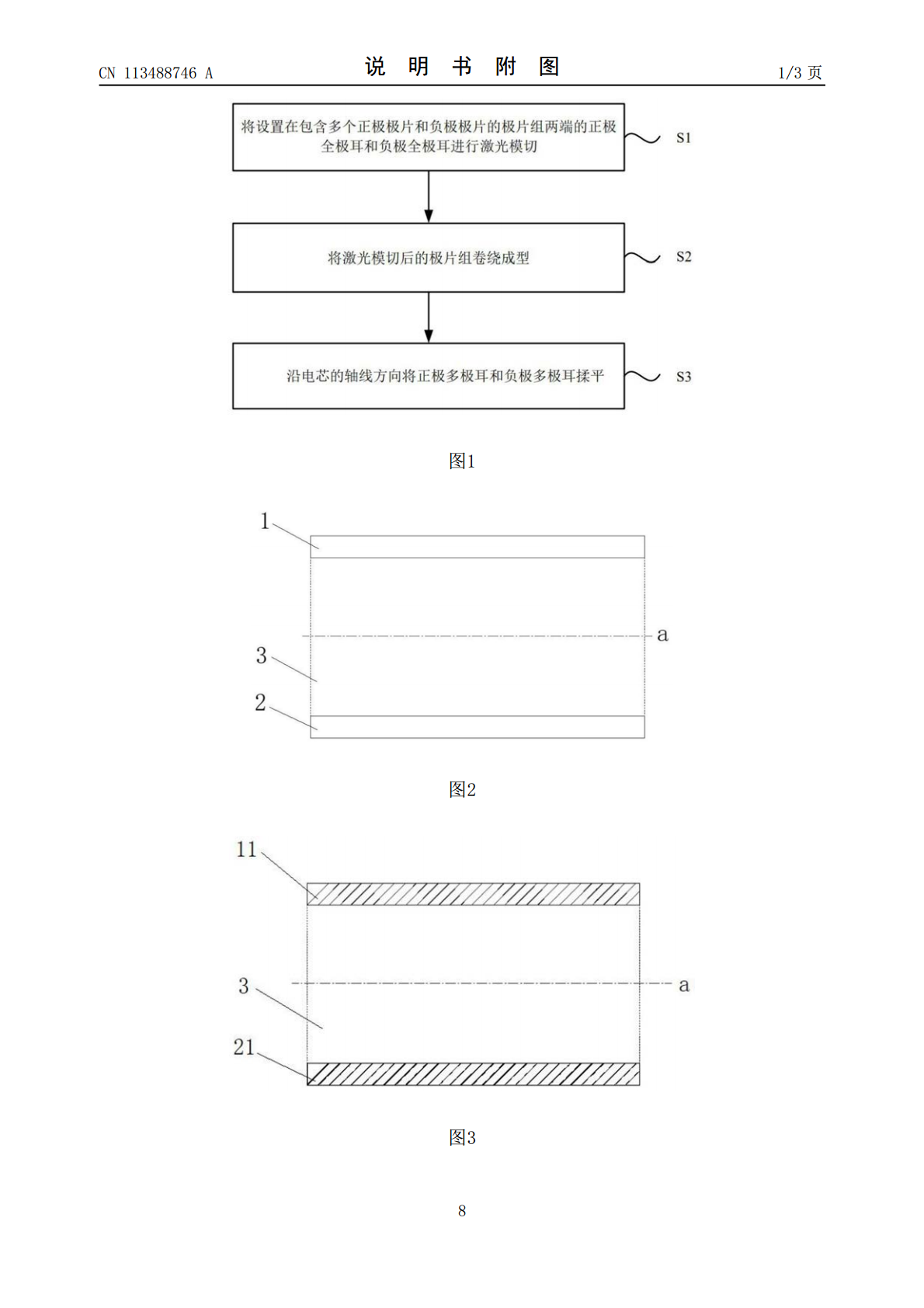
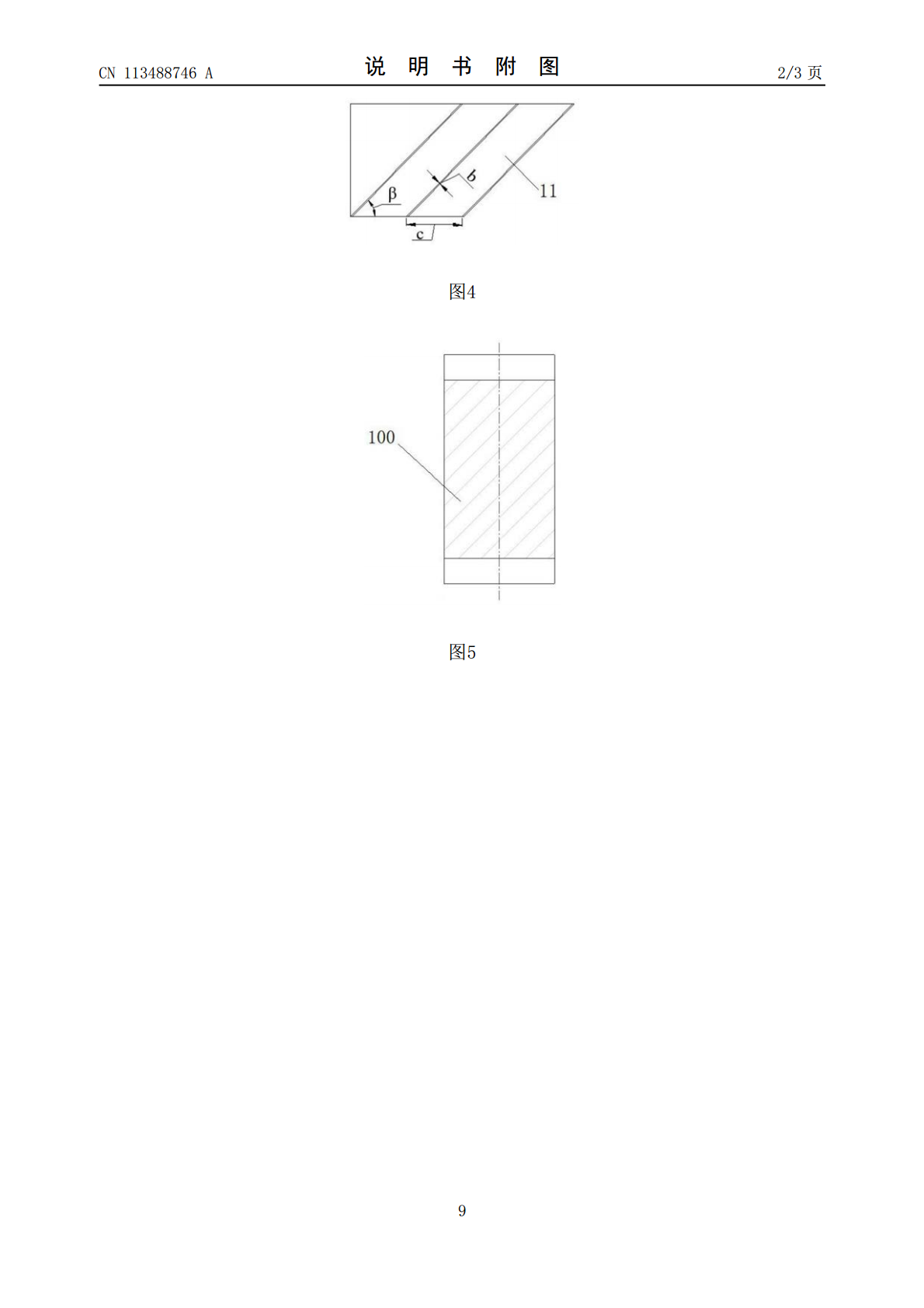
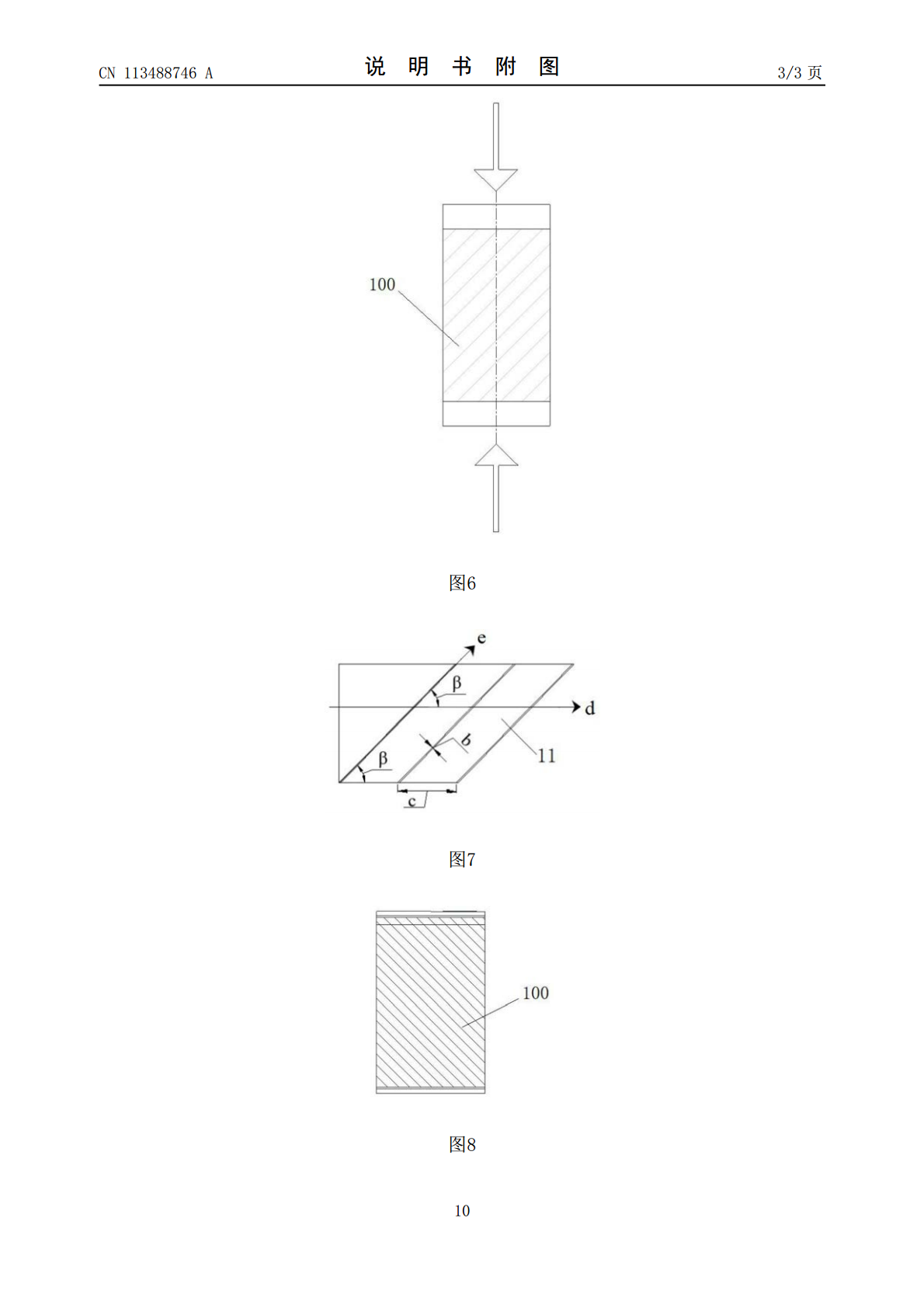
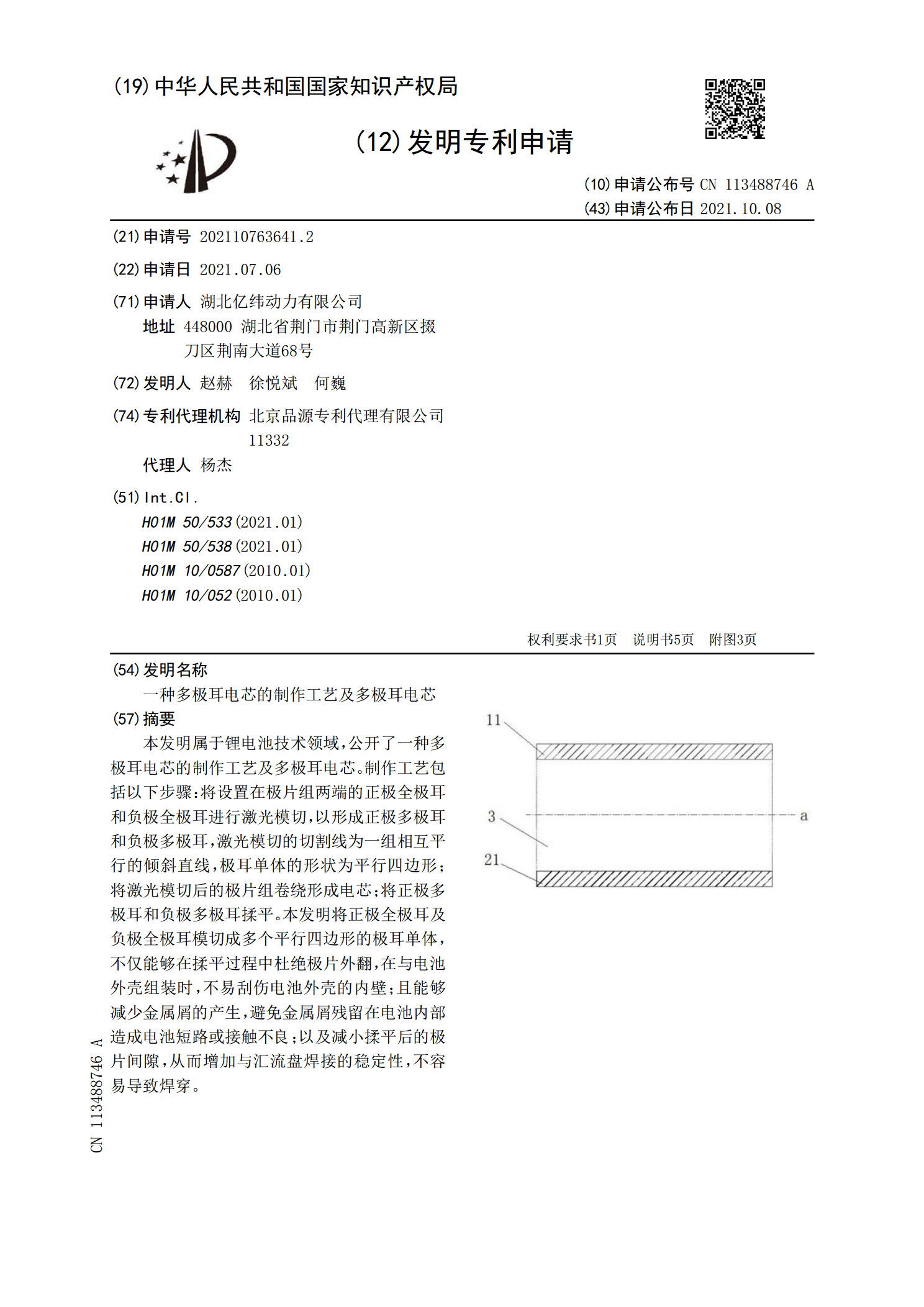
本发明属于锂电池技术领域,公开了一种多极耳电芯的制作工艺及多极耳电芯。制作工艺包括以下步骤:将设置在极片组两端的正极全极耳和负极全极耳进行激光模切,以形成正极多极耳和负极多极耳,激光模切的切割线为一组相互平行的倾斜直线,极耳单体的形状为平行四边形;将激光模切后的极片组卷绕形成电芯;将正极多极耳和负极多极耳揉平。本发明将正极全极耳及负极全极耳模切成多个平行四边形的极耳单体,不仅能够在揉平过程中杜绝极片外翻,在与电池外壳组装时,不易刮伤电池外壳的内壁;且能够减少金属屑的产生,避免金属屑残留在电池内部造成电池短
一种多极耳卷绕锂离子电芯结构.pdf
本发明公开了一种多极耳卷绕锂离子电芯结构,包括正极片、负极片、隔膜、胶带、极耳和外壳,外壳采用铝塑膜材质,外壳内部可采用单卷芯或多卷芯并联堆叠结构,卷芯可采用隔膜收尾、正极片收尾或负极片收尾,卷芯依次由隔膜、正极片、隔膜、负极片共四层材料卷绕而成,卷绕完成后使用第二胶带将卷芯粘接固定,本发明设置有负极片和正极片,正极片设计有多个正极耳(铝极耳),负极片设计有多个负极耳(铜极耳),卷芯中每卷一层都有一个正极耳和一个负极耳,卷芯中所有负极耳之间相互重合,正极耳之间也相互重合,实现了提高生产效率的目的。
一种多极耳卷绕电芯结构的制造方法.pdf
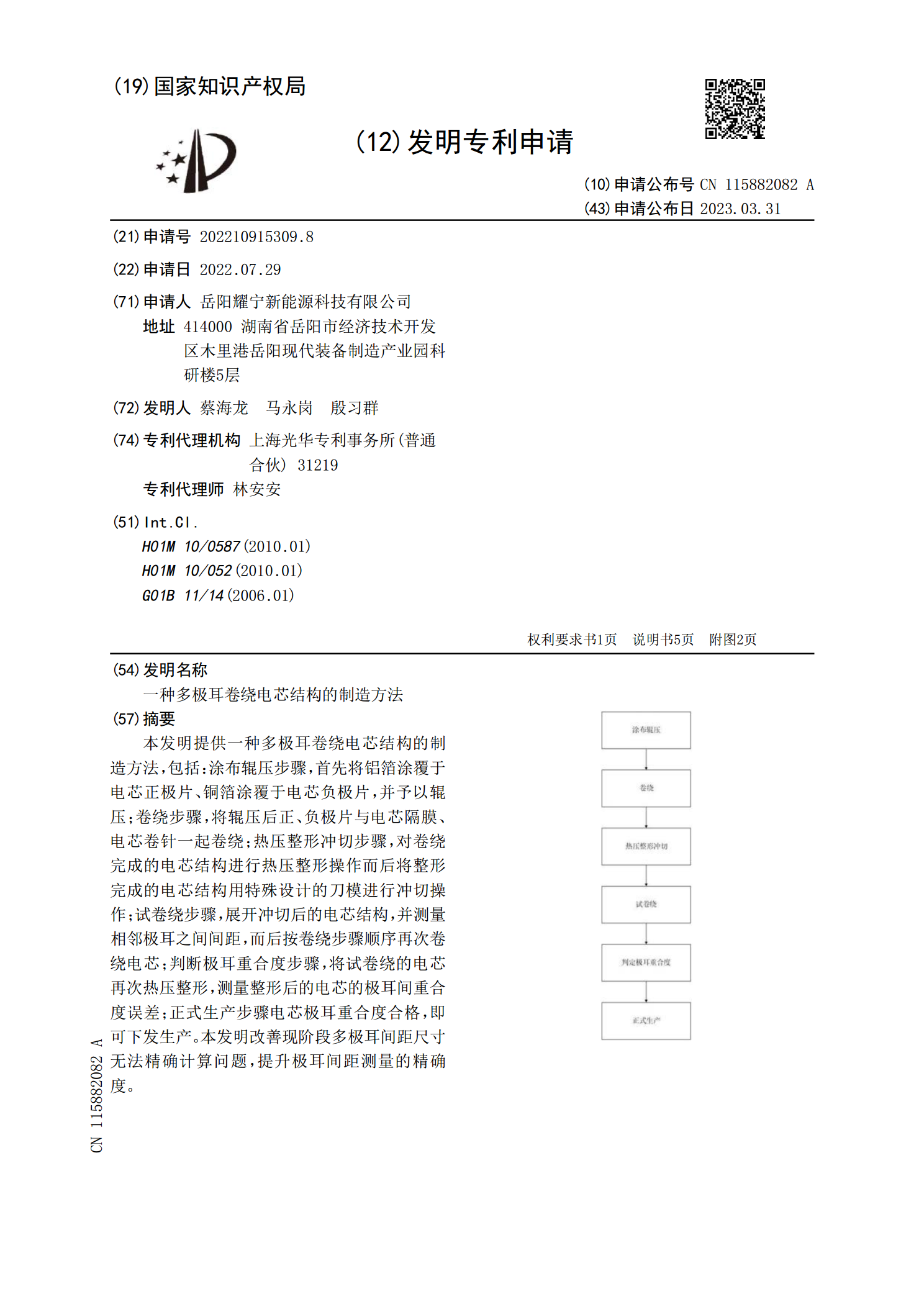
本发明提供一种多极耳卷绕电芯结构的制造方法,包括:涂布辊压步骤,首先将铝箔涂覆于电芯正极片、铜箔涂覆于电芯负极片,并予以辊压;卷绕步骤,将辊压后正、负极片与电芯隔膜、电芯卷针一起卷绕;热压整形冲切步骤,对卷绕完成的电芯结构进行热压整形操作而后将整形完成的电芯结构用特殊设计的刀模进行冲切操作;试卷绕步骤,展开冲切后的电芯结构,并测量相邻极耳之间间距,而后按卷绕步骤顺序再次卷绕电芯;判断极耳重合度步骤,将试卷绕的电芯再次热压整形,测量整形后的电芯的极耳间重合度误差;正式生产步骤电芯极耳重合度合格,即可下发生产
一种电池极耳用涂胶及其制备方法、多极耳电芯.pdf
本发明提供了一种电池极耳用涂胶及其制备方法、多极耳电芯,按重量百分比计,采用65~70%吸光碳材、8~15%聚烯烃材料、8~10%石油树脂、9~12%导电剂混合制成,通过在极耳的焊接端面涂覆本发明的涂胶,可有效提升极耳吸收光的能力,由此解决了多极耳与集流盘激光焊接过程中极耳焊接吸收率差的问题,从而大大改善了多极耳与集流盘间的漏焊问题,有效提升了两者间的连接可靠性,进而提升了电池的安全性能。

一种多极片圆柱极芯、多极片圆柱电芯及制作方法.pdf
本申请提供一种多极片圆柱电芯,多极片圆柱电芯包括:电芯外壳、正极顶盖组件、负极绝缘组件以及多极片圆柱极芯;其中,多极片圆柱极芯设置在电芯外壳内;多极片圆柱极芯的负极卷轴组件与电芯外壳的负极端相对设置;负极绝缘组件设置于多极片圆柱极芯的负极卷轴组件与电芯外壳的负极端的缝隙内;正极顶盖组件连接于多极片圆柱极芯的正极卷轴组件,正极顶盖组件部分连接于电芯外壳的正极端。基于本申请提出的多极片圆柱极芯代替了传统的极片通过极耳传递电流,在提高过流能力的同时,可以直接用焊接盘与顶盖焊接,减少了为预留折极耳和固定电芯所需要