
一种红外探测器杜瓦冷指及封装方法.pdf

文阁****23


1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种红外探测器杜瓦冷指及封装方法.pdf
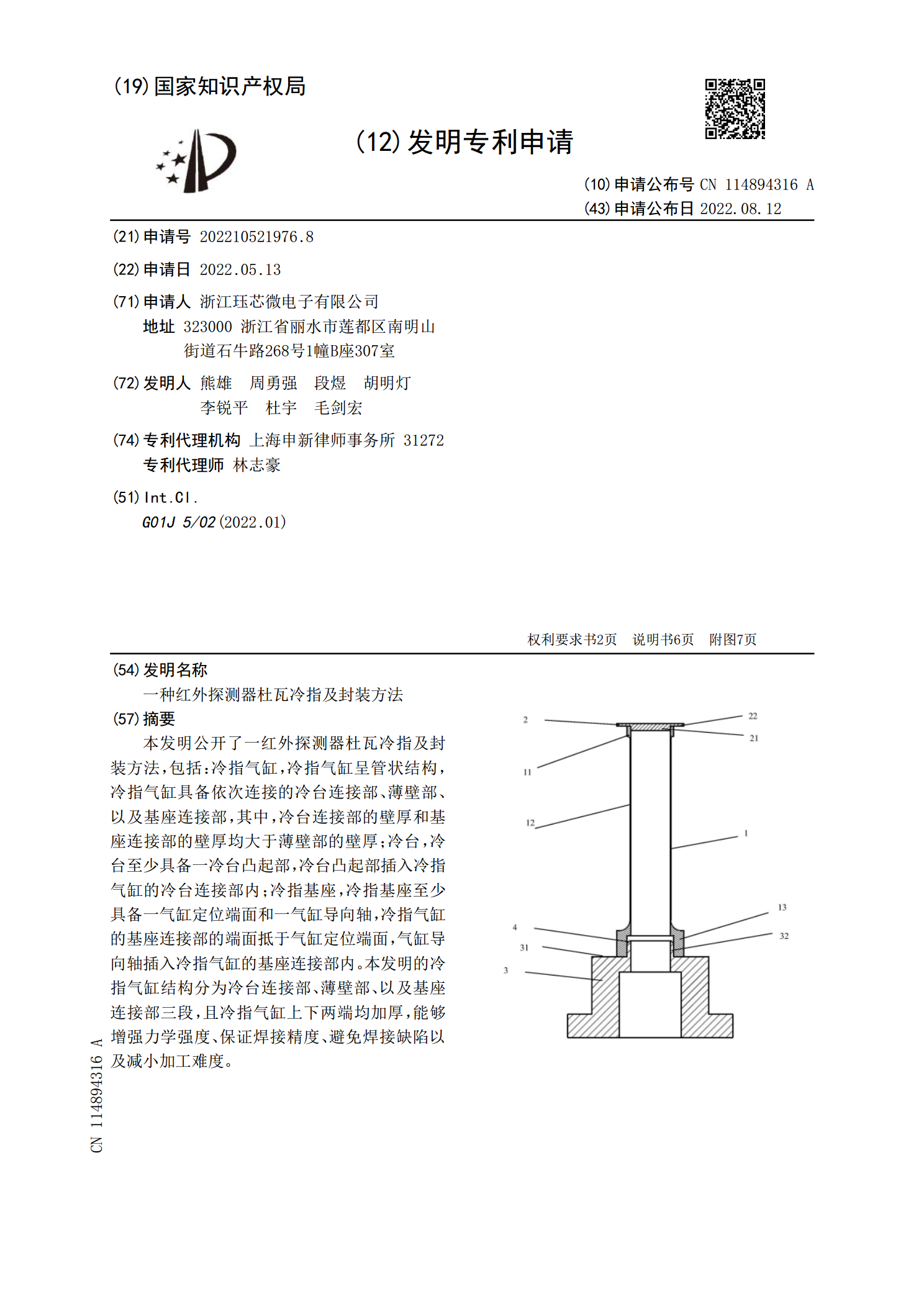
本发明公开了一红外探测器杜瓦冷指及封装方法,包括:冷指气缸,冷指气缸呈管状结构,冷指气缸具备依次连接的冷台连接部、薄壁部、以及基座连接部,其中,冷台连接部的壁厚和基座连接部的壁厚均大于薄壁部的壁厚;冷台,冷台至少具备一冷台凸起部,冷台凸起部插入冷指气缸的冷台连接部内;冷指基座,冷指基座至少具备一气缸定位端面和一气缸导向轴,冷指气缸的基座连接部的端面抵于气缸定位端面,气缸导向轴插入冷指气缸的基座连接部内。本发明的冷指气缸结构分为冷台连接部、薄壁部、以及基座连接部三段,且冷指气缸上下两端均加厚,能够增强力学强
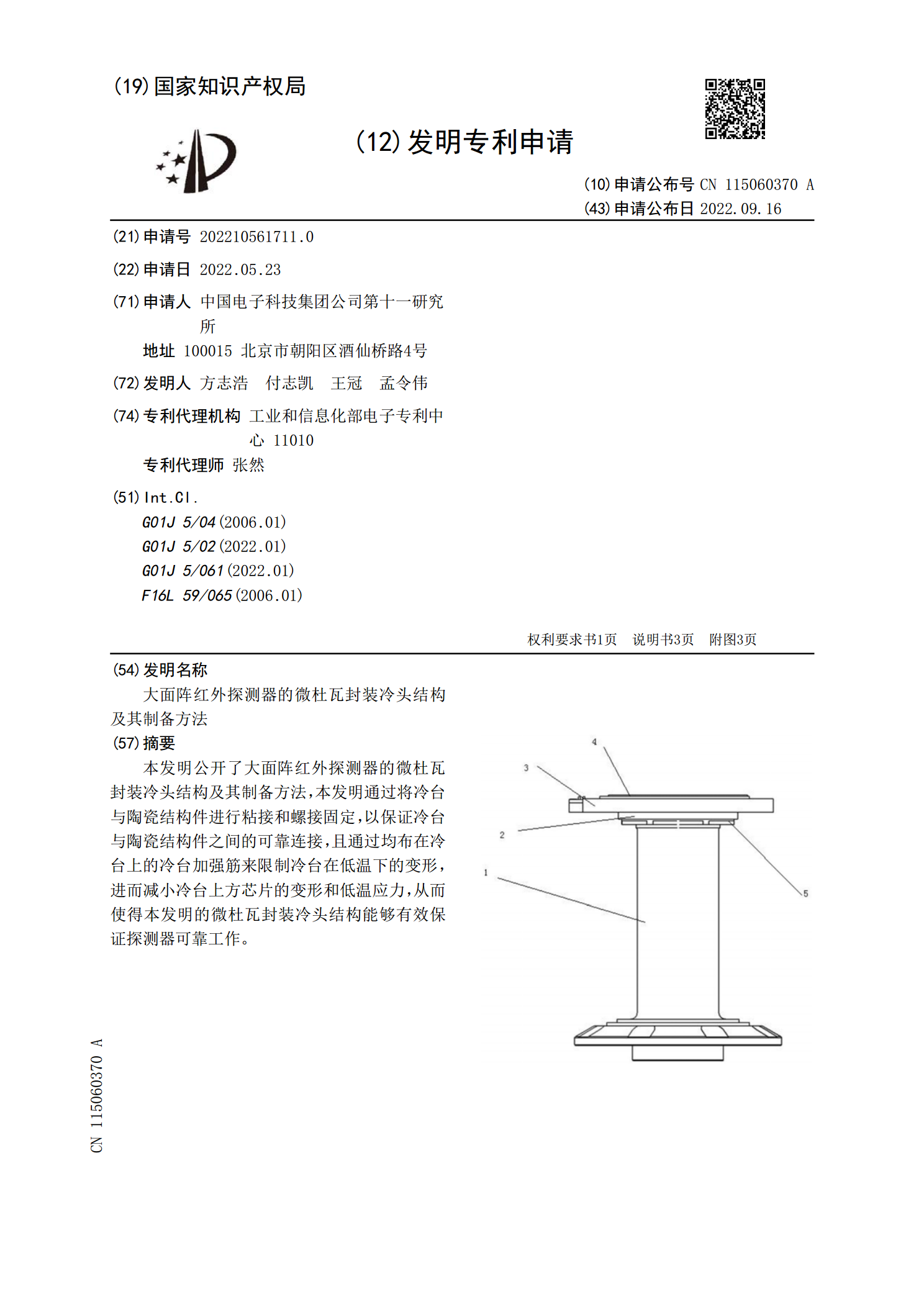
大面阵红外探测器的微杜瓦封装冷头结构及其制备方法.pdf
本发明公开了大面阵红外探测器的微杜瓦封装冷头结构及其制备方法,本发明通过将冷台与陶瓷结构件进行粘接和螺接固定,以保证冷台与陶瓷结构件之间的可靠连接,且通过均布在冷台上的冷台加强筋来限制冷台在低温下的变形,进而减小冷台上方芯片的变形和低温应力,从而使得本发明的微杜瓦封装冷头结构能够有效保证探测器可靠工作。
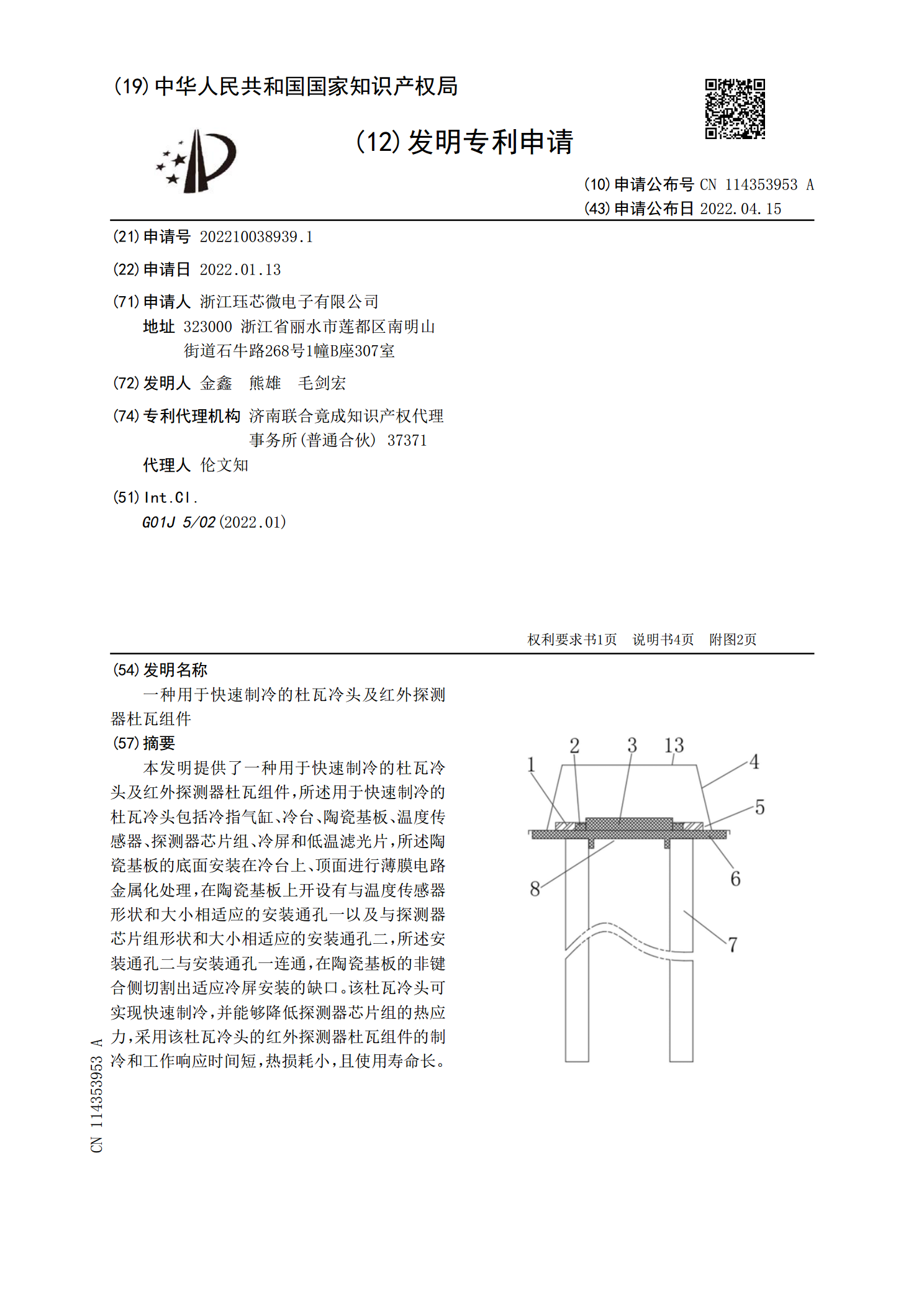
一种用于快速制冷的杜瓦冷头及红外探测器杜瓦组件.pdf
本发明提供了一种用于快速制冷的杜瓦冷头及红外探测器杜瓦组件,所述用于快速制冷的杜瓦冷头包括冷指气缸、冷台、陶瓷基板、温度传感器、探测器芯片组、冷屏和低温滤光片,所述陶瓷基板的底面安装在冷台上、顶面进行薄膜电路金属化处理,在陶瓷基板上开设有与温度传感器形状和大小相适应的安装通孔一以及与探测器芯片组形状和大小相适应的安装通孔二,所述安装通孔二与安装通孔一连通,在陶瓷基板的非键合侧切割出适应冷屏安装的缺口。该杜瓦冷头可实现快速制冷,并能够降低探测器芯片组的热应力,采用该杜瓦冷头的红外探测器杜瓦组件的制冷和工作响
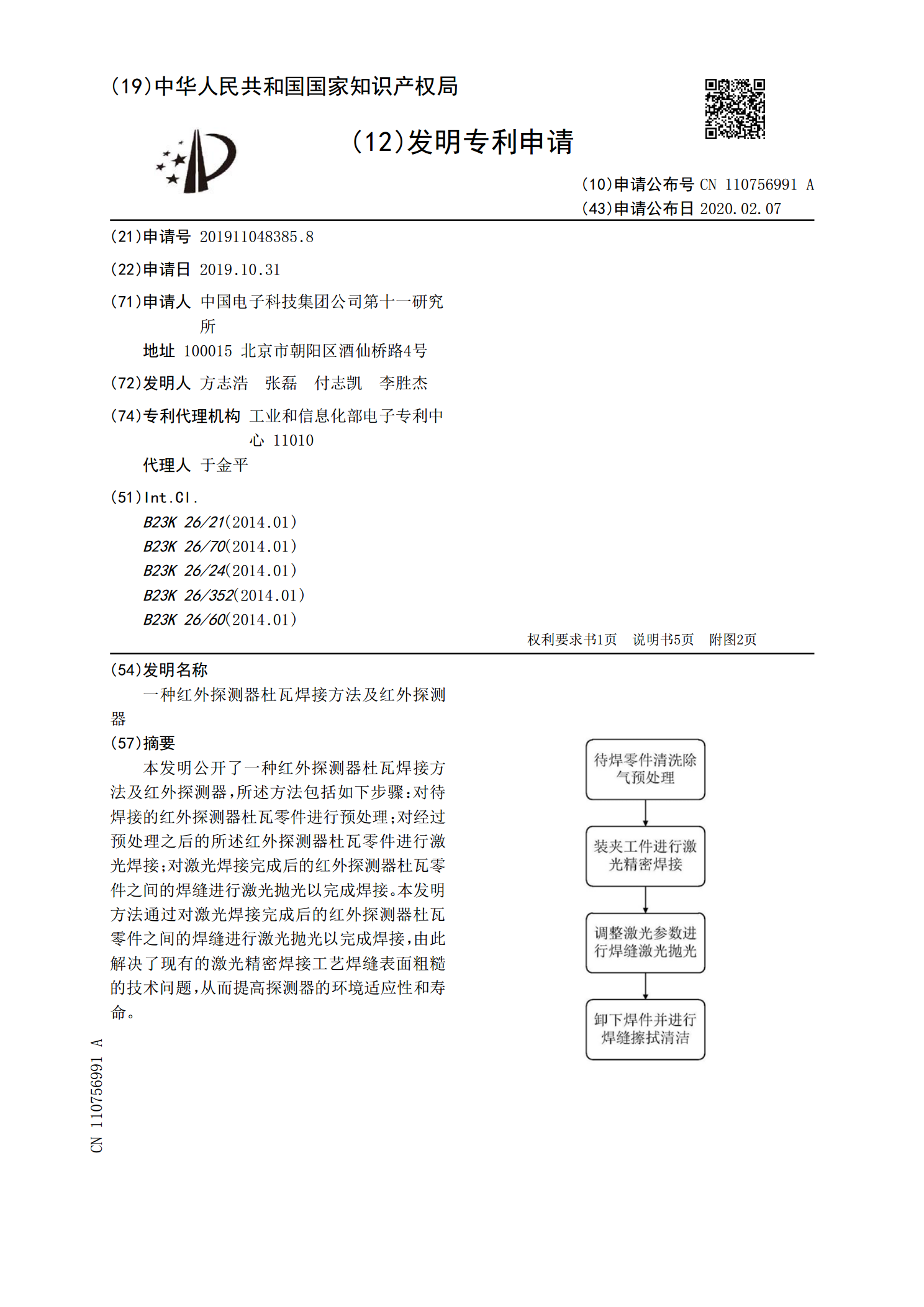
一种红外探测器杜瓦焊接方法及红外探测器.pdf
本发明公开了一种红外探测器杜瓦焊接方法及红外探测器,所述方法包括如下步骤:对待焊接的红外探测器杜瓦零件进行预处理;对经过预处理之后的所述红外探测器杜瓦零件进行激光焊接;对激光焊接完成后的红外探测器杜瓦零件之间的焊缝进行激光抛光以完成焊接。本发明方法通过对激光焊接完成后的红外探测器杜瓦零件之间的焊缝进行激光抛光以完成焊接,由此解决了现有的激光精密焊接工艺焊缝表面粗糙的技术问题,从而提高探测器的环境适应性和寿命。
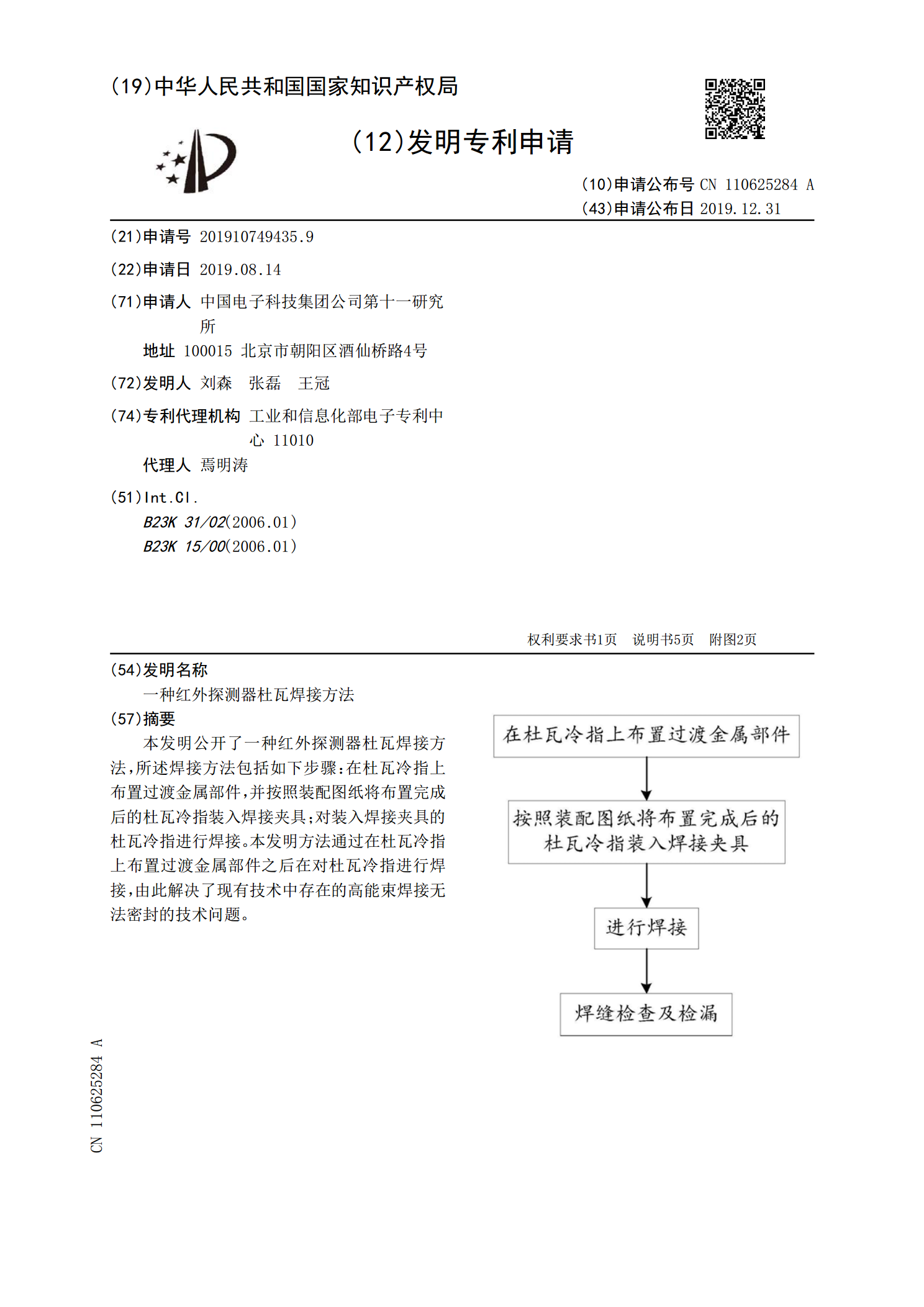
一种红外探测器杜瓦焊接方法.pdf
本发明公开了一种红外探测器杜瓦焊接方法,所述焊接方法包括如下步骤:在杜瓦冷指上布置过渡金属部件,并按照装配图纸将布置完成后的杜瓦冷指装入焊接夹具;对装入焊接夹具的杜瓦冷指进行焊接。本发明方法通过在杜瓦冷指上布置过渡金属部件之后在对杜瓦冷指进行焊接,由此解决了现有技术中存在的高能束焊接无法密封的技术问题。