
一种自动存取料的大型料仓及其实现方法.pdf

书生****专家


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种自动存取料的大型料仓及其实现方法.pdf
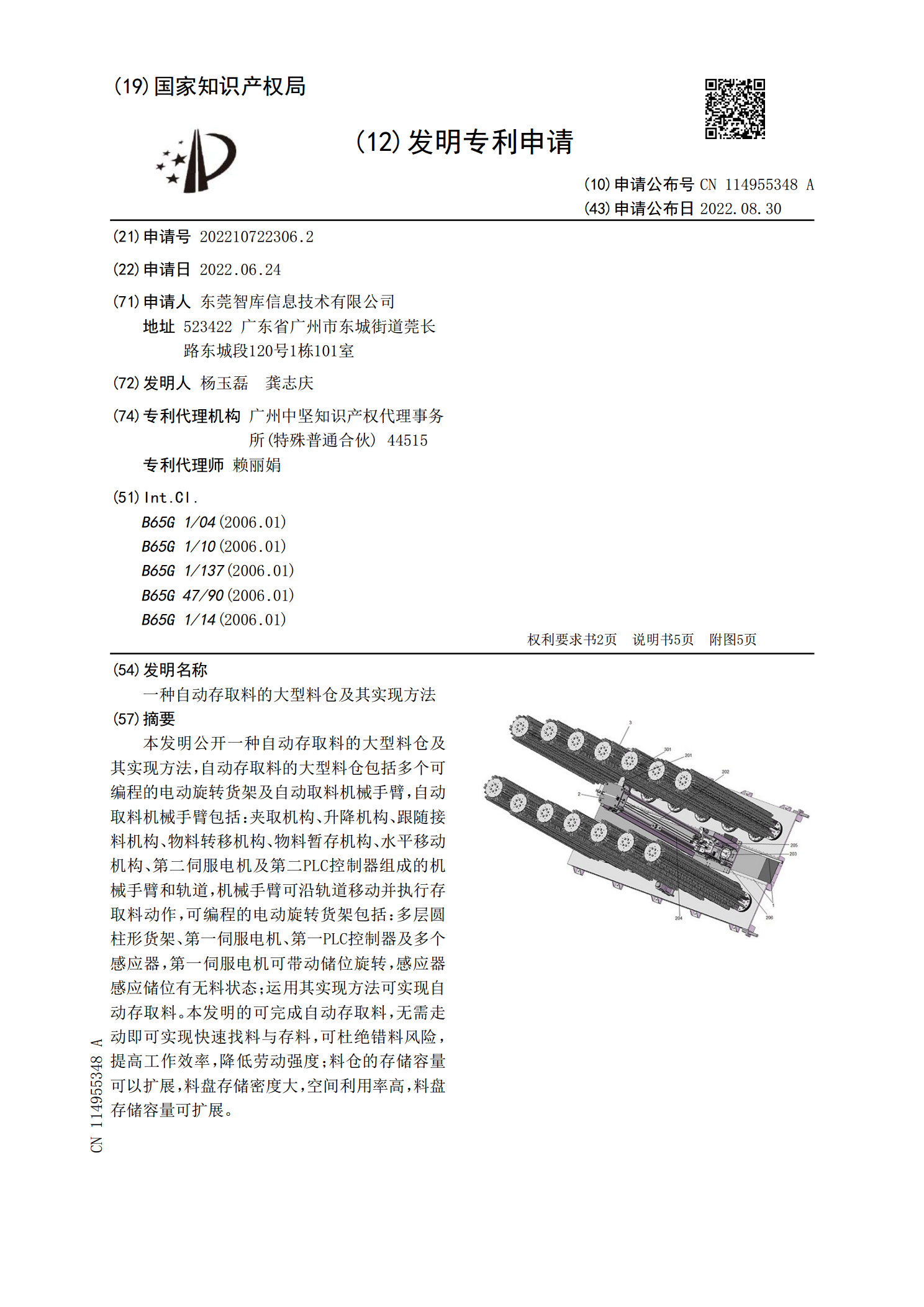
本发明公开一种自动存取料的大型料仓及其实现方法,自动存取料的大型料仓包括多个可编程的电动旋转货架及自动取料机械手臂,自动取料机械手臂包括:夹取机构、升降机构、跟随接料机构、物料转移机构、物料暂存机构、水平移动机构、第二伺服电机及第二PLC控制器组成的机械手臂和轨道,机械手臂可沿轨道移动并执行存取料动作,可编程的电动旋转货架包括:多层圆柱形货架、第一伺服电机、第一PLC控制器及多个感应器,第一伺服电机可带动储位旋转,感应器感应储位有无料状态;运用其实现方法可实现自动存取料。本发明的可完成自动存取料,无需走动
一种在线监控的陶瓷粉料自动换仓系统及其自动送料方法.pdf
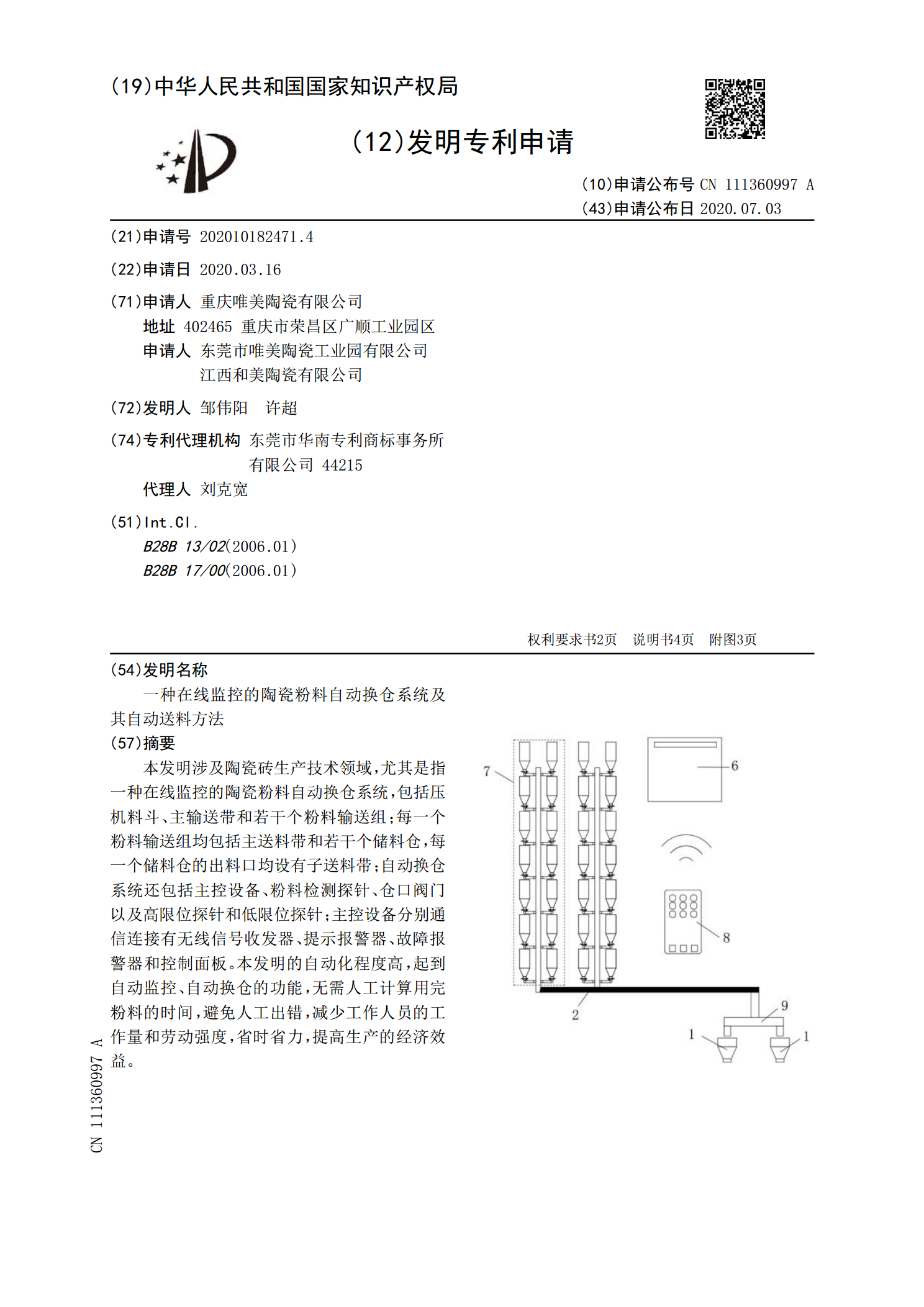
本发明涉及陶瓷砖生产技术领域,尤其是指一种在线监控的陶瓷粉料自动换仓系统,包括压机料斗、主输送带和若干个粉料输送组;每一个粉料输送组均包括主送料带和若干个储料仓,每一个储料仓的出料口均设有子送料带;自动换仓系统还包括主控设备、粉料检测探针、仓口阀门以及高限位探针和低限位探针;主控设备分别通信连接有无线信号收发器、提示报警器、故障报警器和控制面板。本发明的自动化程度高,起到自动监控、自动换仓的功能,无需人工计算用完粉料的时间,避免人工出错,减少工作人员的工作量和劳动强度,省时省力,提高生产的经济效益。
一种可实现物料低料位报警自动清仓的料仓.pdf
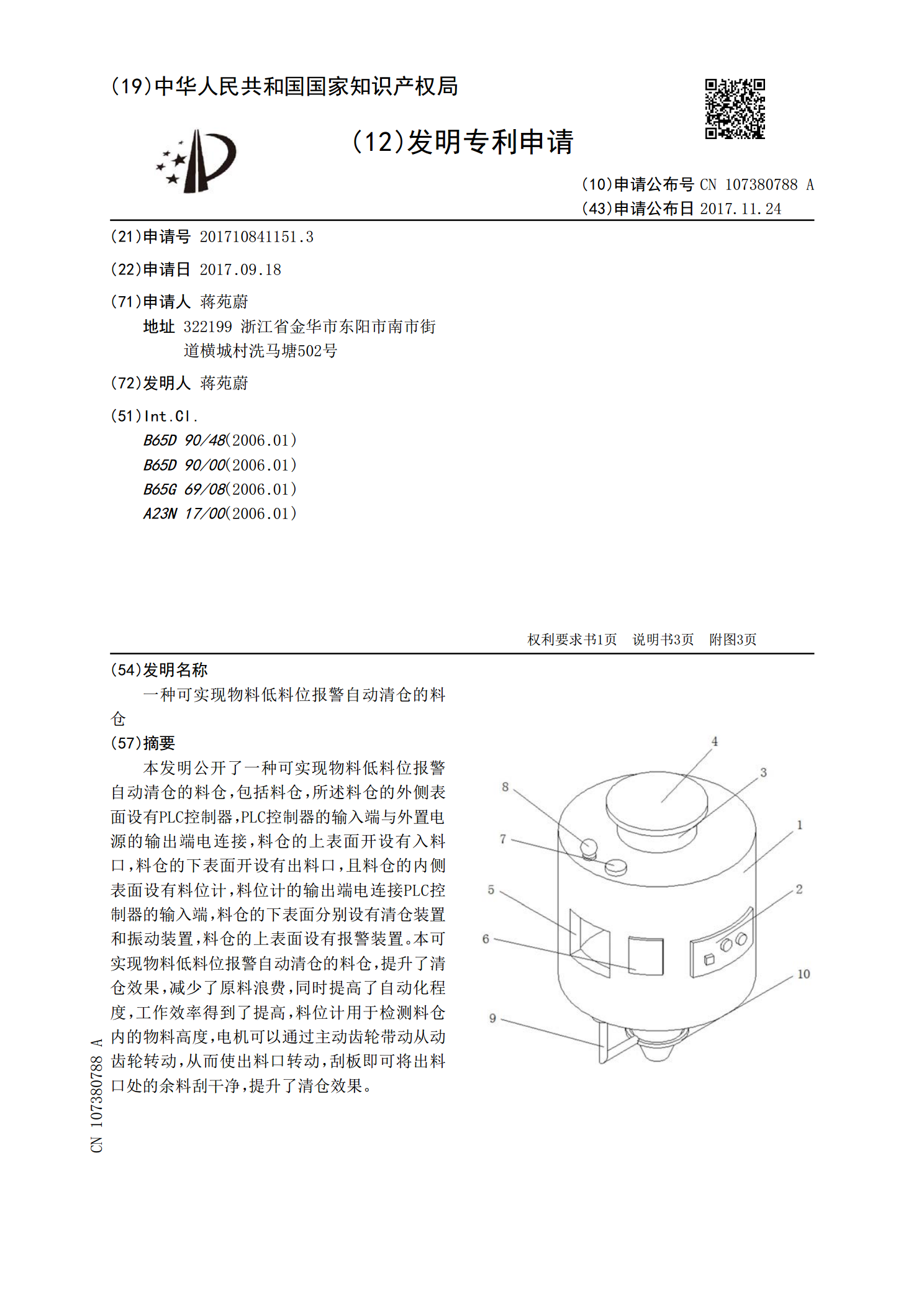
本发明公开了一种可实现物料低料位报警自动清仓的料仓,包括料仓,所述料仓的外侧表面设有PLC控制器,PLC控制器的输入端与外置电源的输出端电连接,料仓的上表面开设有入料口,料仓的下表面开设有出料口,且料仓的内侧表面设有料位计,料位计的输出端电连接PLC控制器的输入端,料仓的下表面分别设有清仓装置和振动装置,料仓的上表面设有报警装置。本可实现物料低料位报警自动清仓的料仓,提升了清仓效果,减少了原料浪费,同时提高了自动化程度,工作效率得到了提高,料位计用于检测料仓内的物料高度,电机可以通过主动齿轮带动从动齿轮转
一种间歇式片状颗粒物自动给料料仓及给料方法.pdf
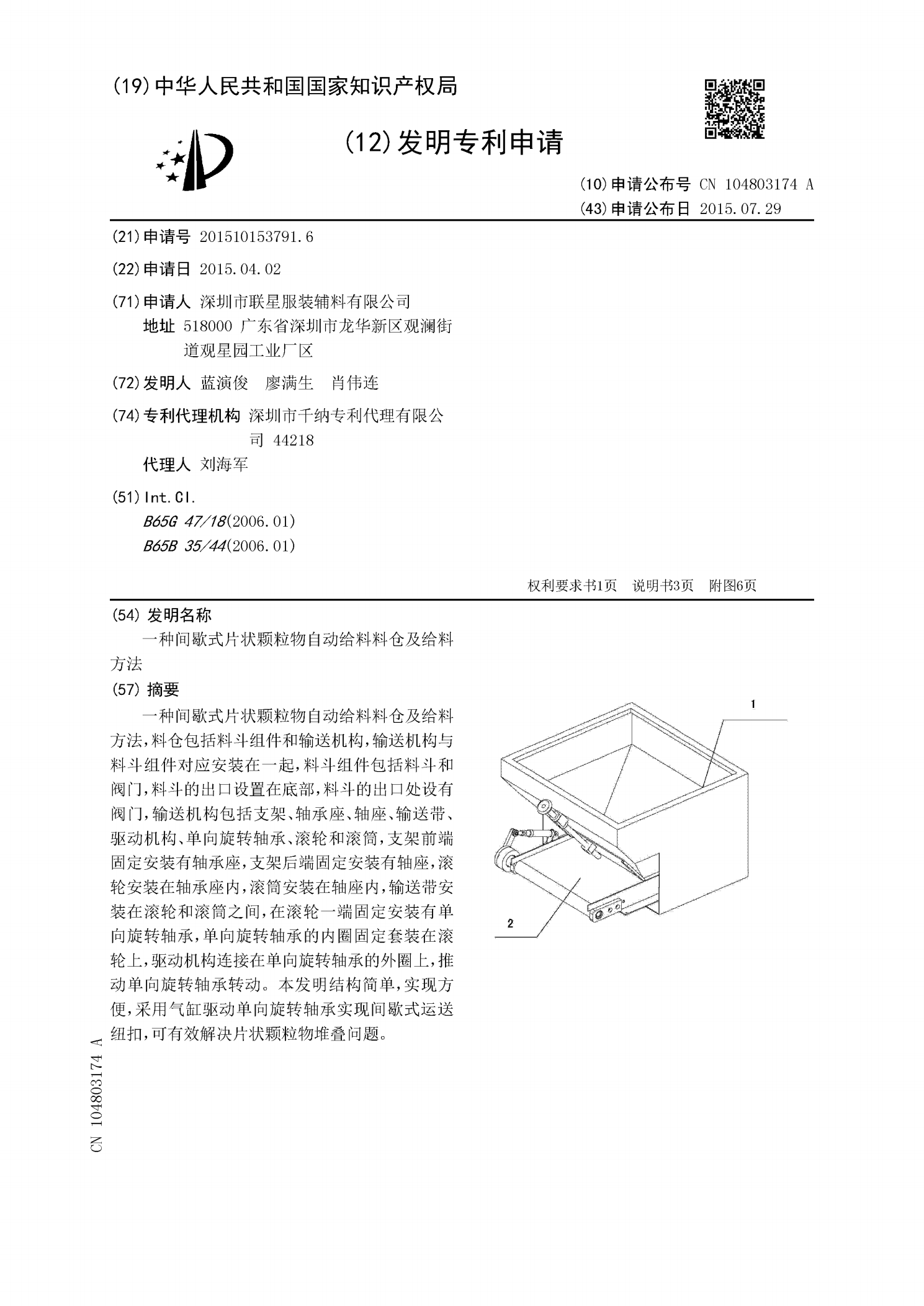
一种间歇式片状颗粒物自动给料料仓及给料方法,料仓包括料斗组件和输送机构,输送机构与料斗组件对应安装在一起,料斗组件包括料斗和阀门,料斗的出口设置在底部,料斗的出口处设有阀门,输送机构包括支架、轴承座、轴座、输送带、驱动机构、单向旋转轴承、滚轮和滚筒,支架前端固定安装有轴承座,支架后端固定安装有轴座,滚轮安装在轴承座内,滚筒安装在轴座内,输送带安装在滚轮和滚筒之间,在滚轮一端固定安装有单向旋转轴承,单向旋转轴承的内圈固定套装在滚轮上,驱动机构连接在单向旋转轴承的外圈上,推动单向旋转轴承转动。本发明结构简单,
一种具有实时监测存取料的自动仓储系统及其控制方法.pdf
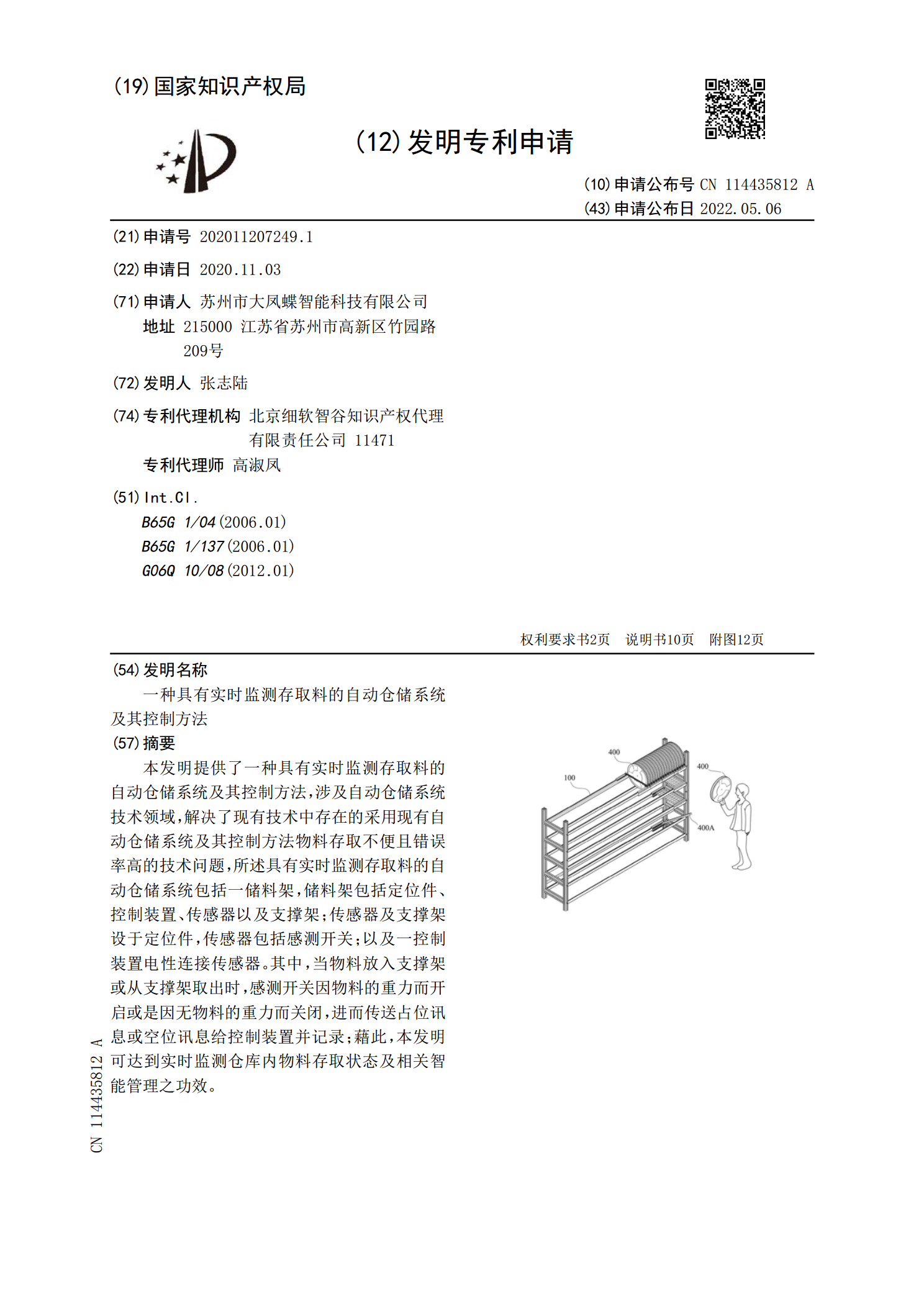
本发明提供了一种具有实时监测存取料的自动仓储系统及其控制方法,涉及自动仓储系统技术领域,解决了现有技术中存在的采用现有自动仓储系统及其控制方法物料存取不便且错误率高的技术问题,所述具有实时监测存取料的自动仓储系统包括一储料架,储料架包括定位件、控制装置、传感器以及支撑架;传感器及支撑架设于定位件,传感器包括感测开关;以及一控制装置电性连接传感器。其中,当物料放入支撑架或从支撑架取出时,感测开关因物料的重力而开启或是因无物料的重力而关闭,进而传送占位讯息或空位讯息给控制装置并记录;藉此,本发明可达到实时监测