
一种角度焊接定位装置及其使用方法.pdf

雨巷****碧易

1/8

2/8
3/8

4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种角度焊接定位装置及其使用方法.pdf
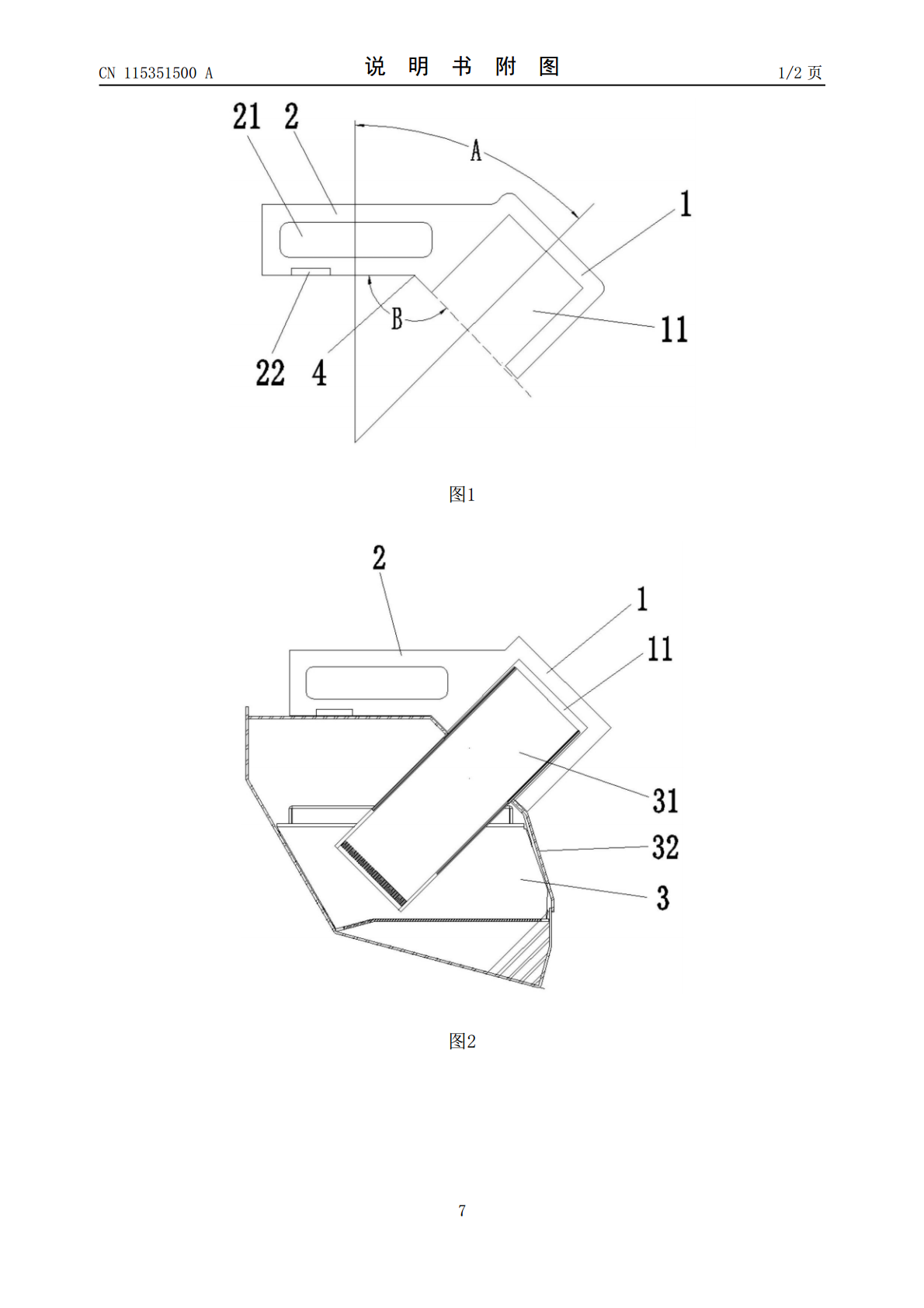
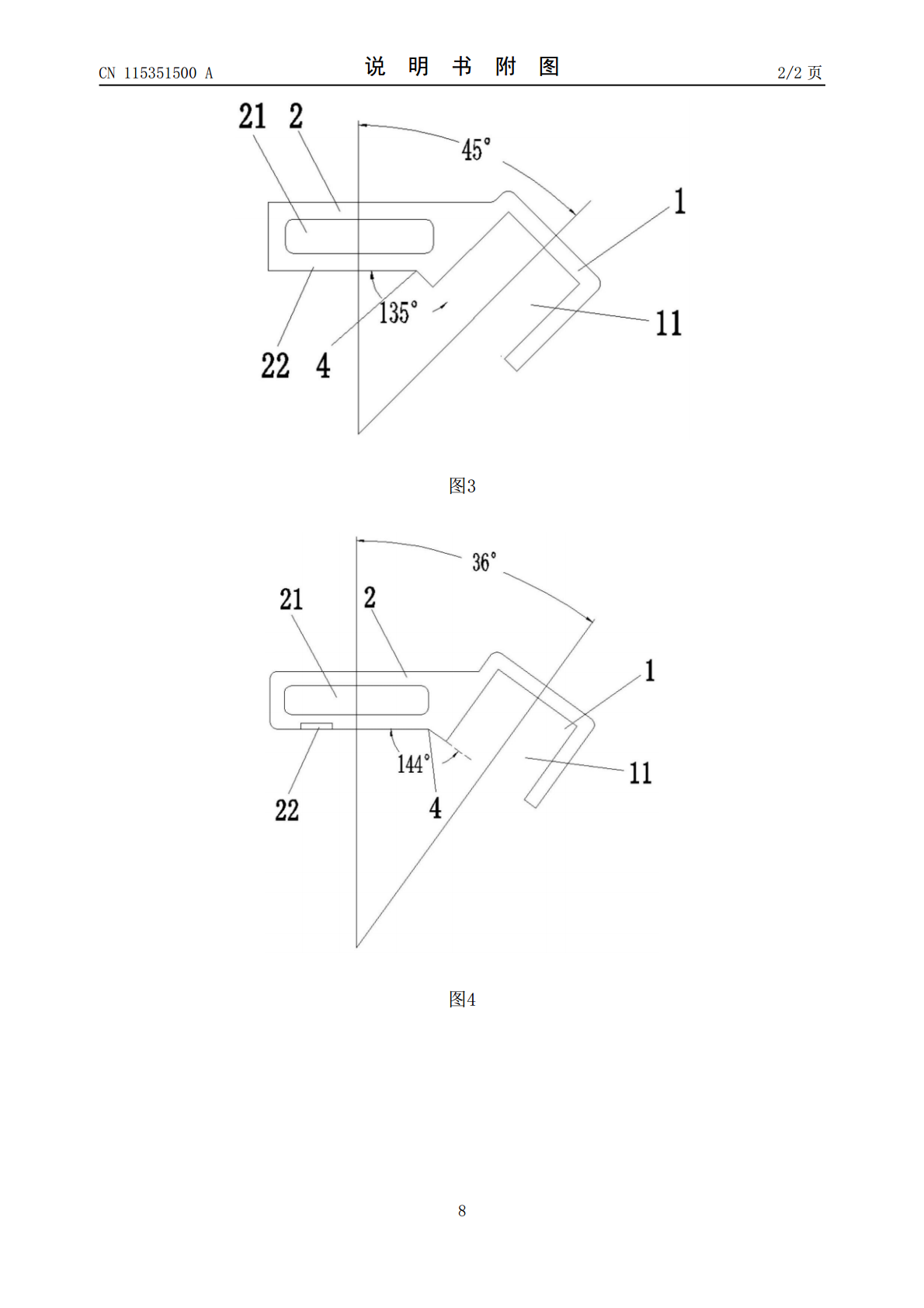
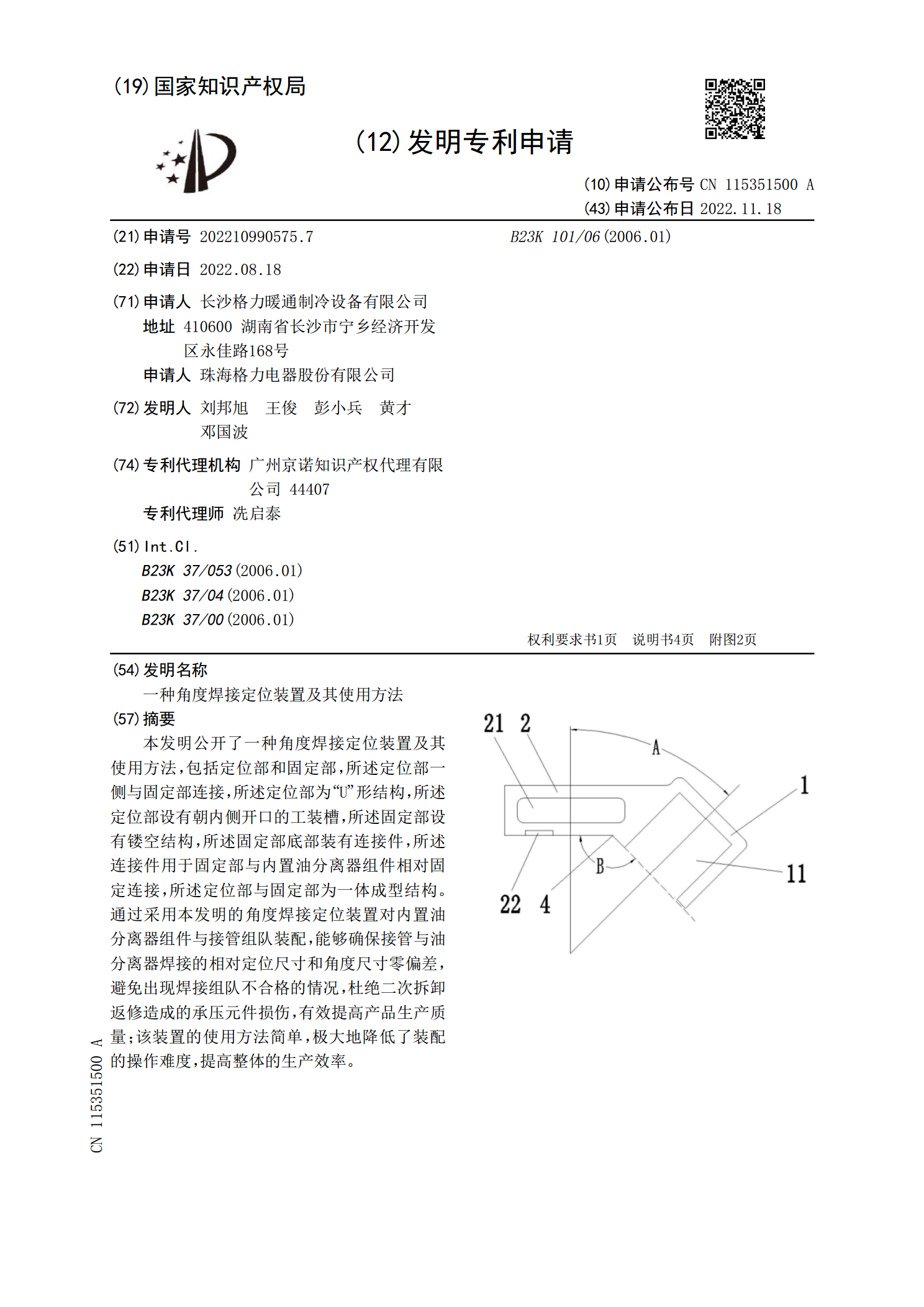
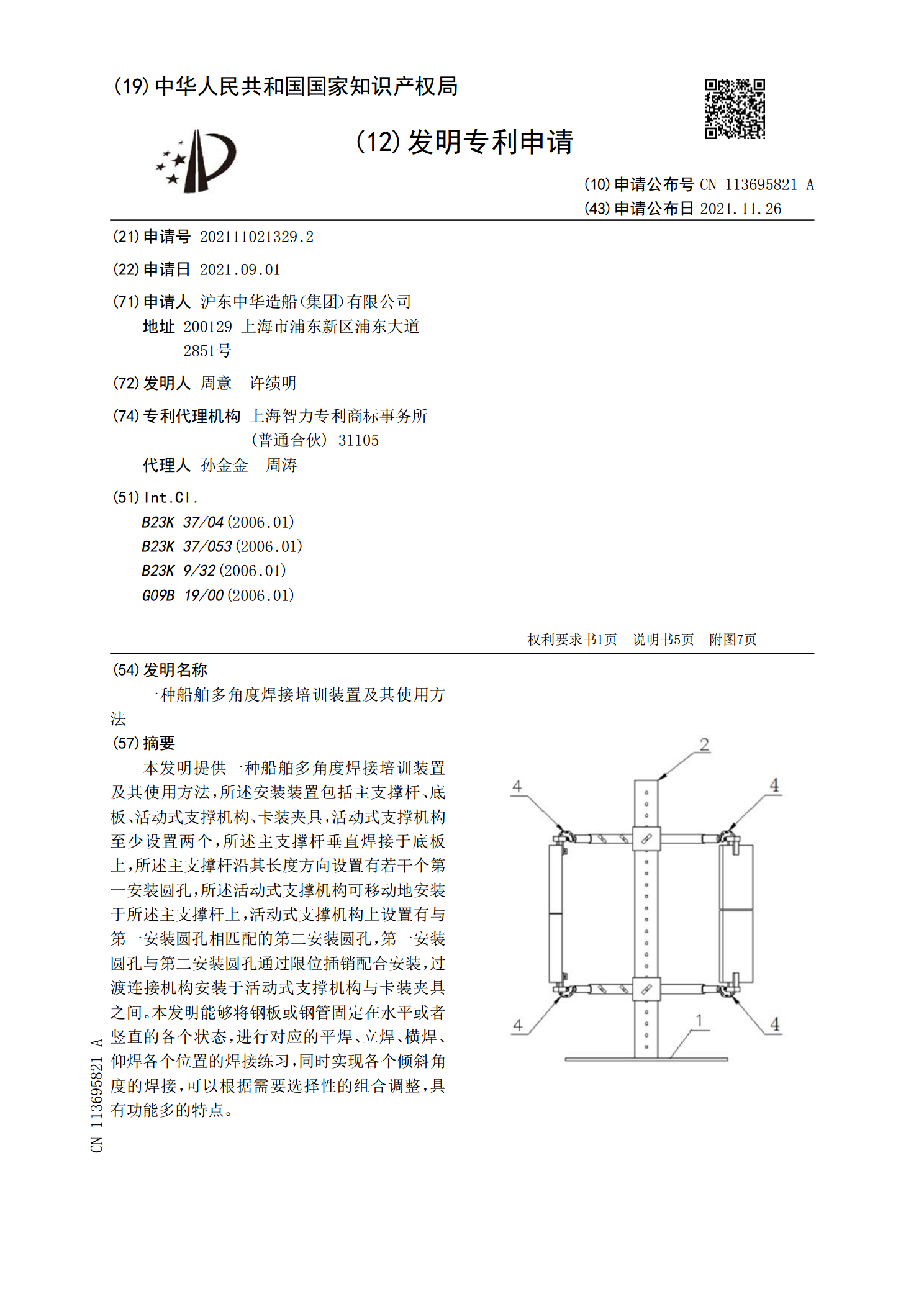
本发明公开了一种角度焊接定位装置及其使用方法,包括定位部和固定部,所述定位部一侧与固定部连接,所述定位部为“U”形结构,所述定位部设有朝内侧开口的工装槽,所述固定部设有镂空结构,所述固定部底部装有连接件,所述连接件用于固定部与内置油分离器组件相对固定连接,所述定位部与固定部为一体成型结构。通过采用本发明的角度焊接定位装置对内置油分离器组件与接管组队装配,能够确保接管与油分离器焊接的相对定位尺寸和角度尺寸零偏差,避免出现焊接组队不合格的情况,杜绝二次拆卸返修造成的承压元件损伤,有效提高产品生产质量;该装置的
一种船舶多角度焊接培训装置及其使用方法.pdf
本发明提供一种船舶多角度焊接培训装置及其使用方法,所述安装装置包括主支撑杆、底板、活动式支撑机构、卡装夹具,活动式支撑机构至少设置两个,所述主支撑杆垂直焊接于底板上,所述主支撑杆沿其长度方向设置有若干个第一安装圆孔,所述活动式支撑机构可移动地安装于所述主支撑杆上,活动式支撑机构上设置有与第一安装圆孔相匹配的第二安装圆孔,第一安装圆孔与第二安装圆孔通过限位插销配合安装,过渡连接机构安装于活动式支撑机构与卡装夹具之间。本发明能够将钢板或钢管固定在水平或者竖直的各个状态,进行对应的平焊、立焊、横焊、仰焊各个位置
一种夹具角度自由定位的焊接装置.pdf
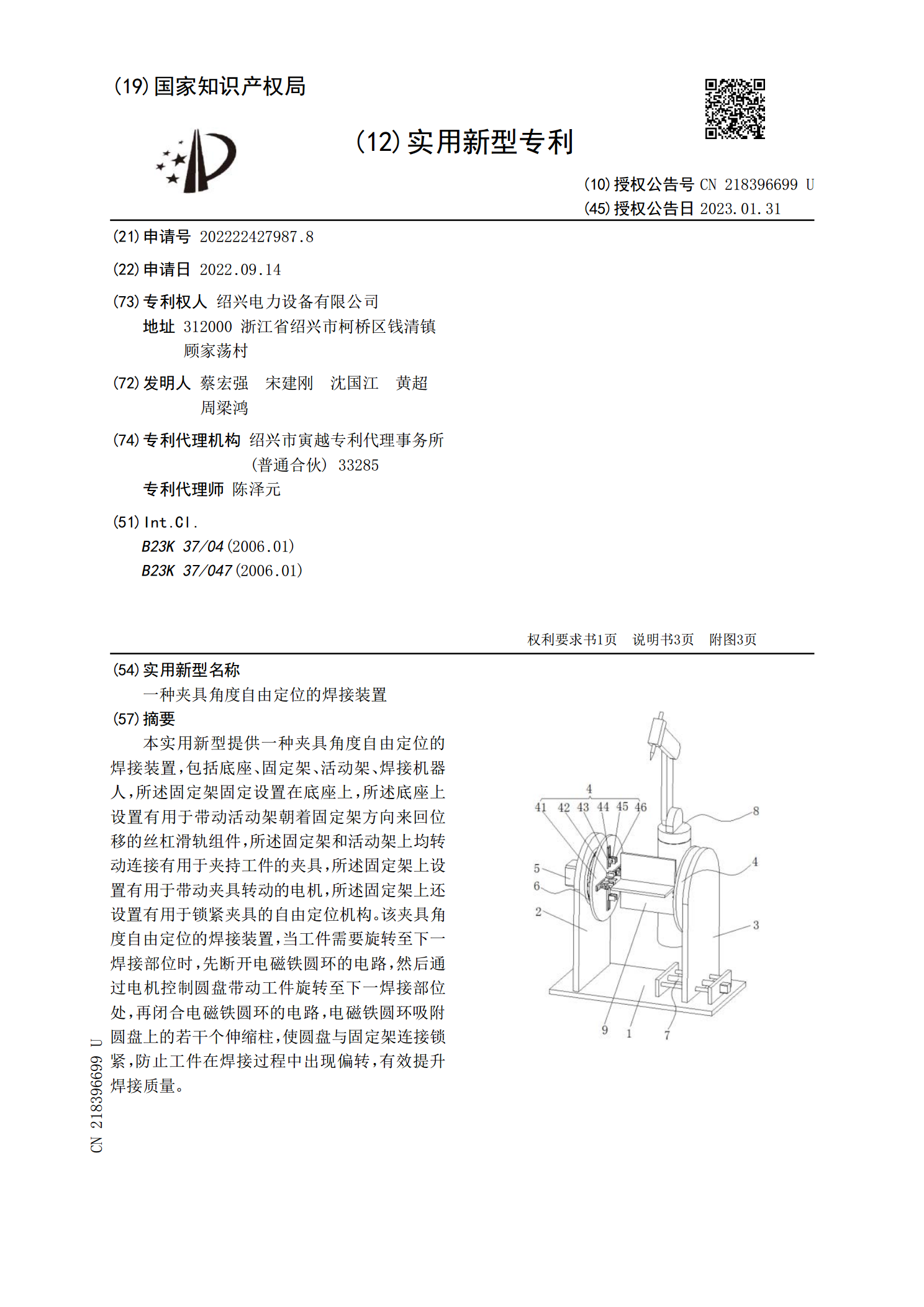
本实用新型提供一种夹具角度自由定位的焊接装置,包括底座、固定架、活动架、焊接机器人,所述固定架固定设置在底座上,所述底座上设置有用于带动活动架朝着固定架方向来回位移的丝杠滑轨组件,所述固定架和活动架上均转动连接有用于夹持工件的夹具,所述固定架上设置有用于带动夹具转动的电机,所述固定架上还设置有用于锁紧夹具的自由定位机构。该夹具角度自由定位的焊接装置,当工件需要旋转至下一焊接部位时,先断开电磁铁圆环的电路,然后通过电机控制圆盘带动工件旋转至下一焊接部位处,再闭合电磁铁圆环的电路,电磁铁圆环吸附圆盘上的若干个

一种实验用焊接钢盘条的自动定位装置及其使用方法.pdf
本发明公开了一种实验用焊接钢盘条的自动定位装置及其使用方法,包括移动推车、安装架、调节板、驱动组件和限位组件,移动推车顶部四角均固定连接有固定管,固定管内部均滑动连接有支杆,支杆的顶端延伸至固定管外部且固定连接有安装架,本发明操作简单,实用性强,通过驱动组件配合丝杆以及螺纹套筒进行使用,可以根据实验需求带动调节板进行等距线性运动,从而对钢盘条进行良好的定位,通过夹持组件配合第一套筒进行使用,可以对不同长度的钢盘条进行夹持以,有利于提高设备的使用范围和灵活性,通过微型电机配合电动伸缩杆进行使用,可以带动钢盘

一种多角度精准定位焊接装置.pdf
本发明公开了一种多角度精准定位焊接装置,包括底座,底座内部设有焊机本体,焊机本体连接有焊枪,底座顶部两端分别设有一个支架,两个支架之间通过轴承连接有旋转轴,旋转轴中部固定连接有调节板,旋转轴两端分别至少设有一个第一夹紧装置,第一夹紧装置通过连接板与旋转轴连接,旋转轴两侧分别设有支撑板,支撑板与连接板相配合,调节板为L形,调节板上设有圆弧孔,圆弧孔的圆心处设有立柱,立柱旋转连接有支撑杆,支撑杆远离立柱的一端底部连接有调节杆;该装置可以对于焊接0‑180度夹角的两个焊接件进行精准的角度固定并焊接。