
一种涂装前处理电泳车身锁紧解锁装置.pdf

小云****66


1/10
2/10

3/10
4/10

5/10

6/10
7/10
8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种涂装前处理电泳车身锁紧解锁装置.pdf
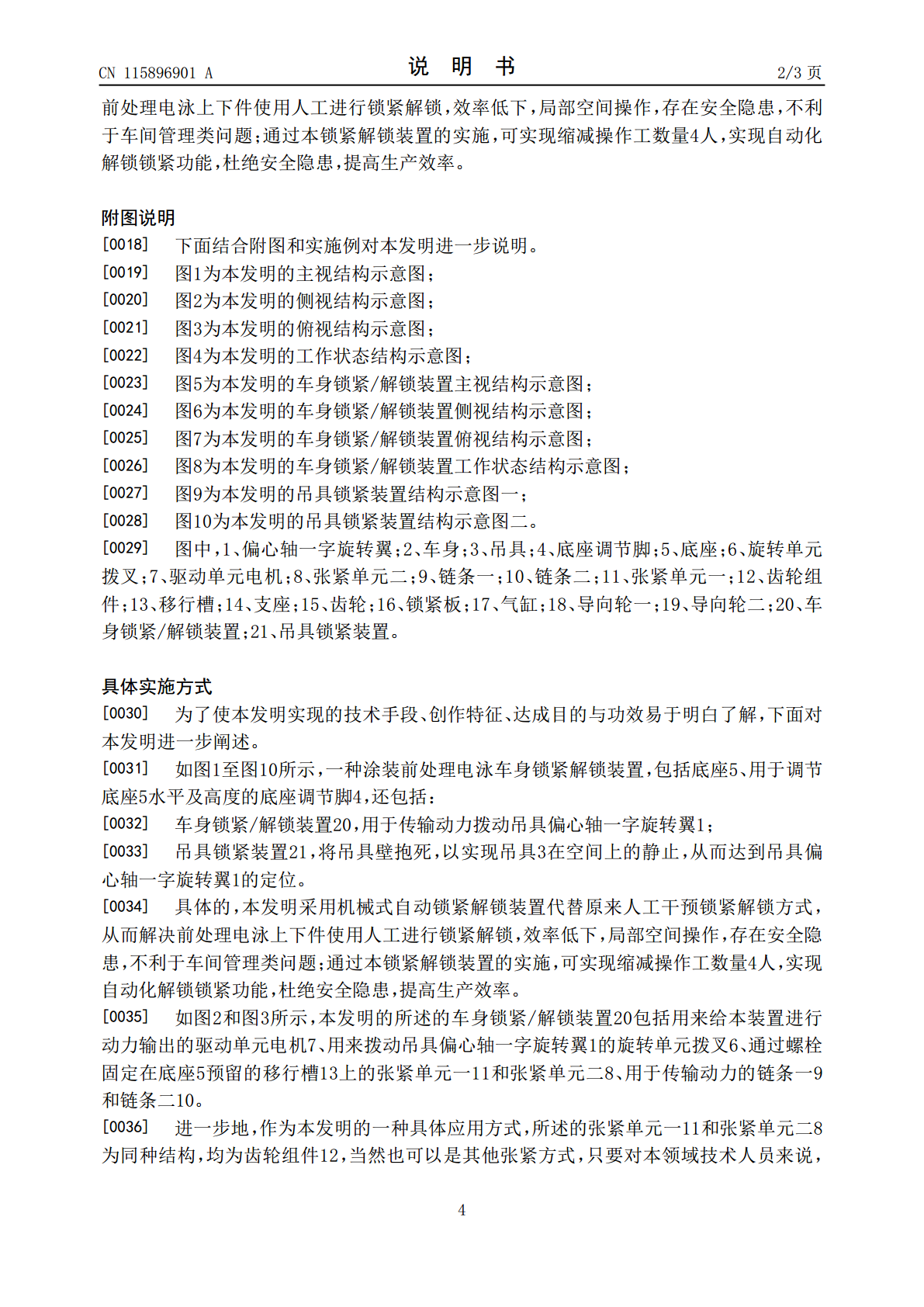
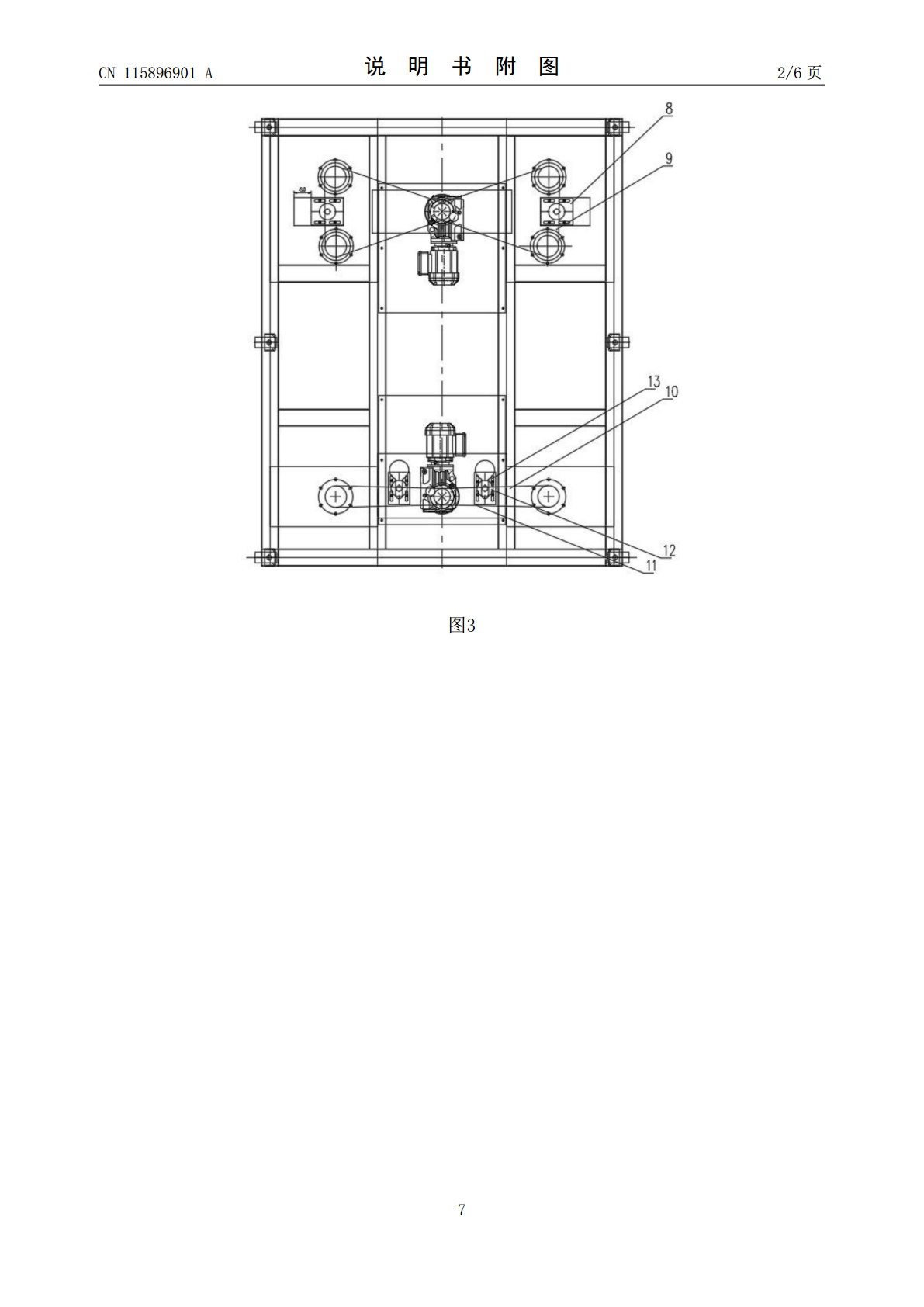
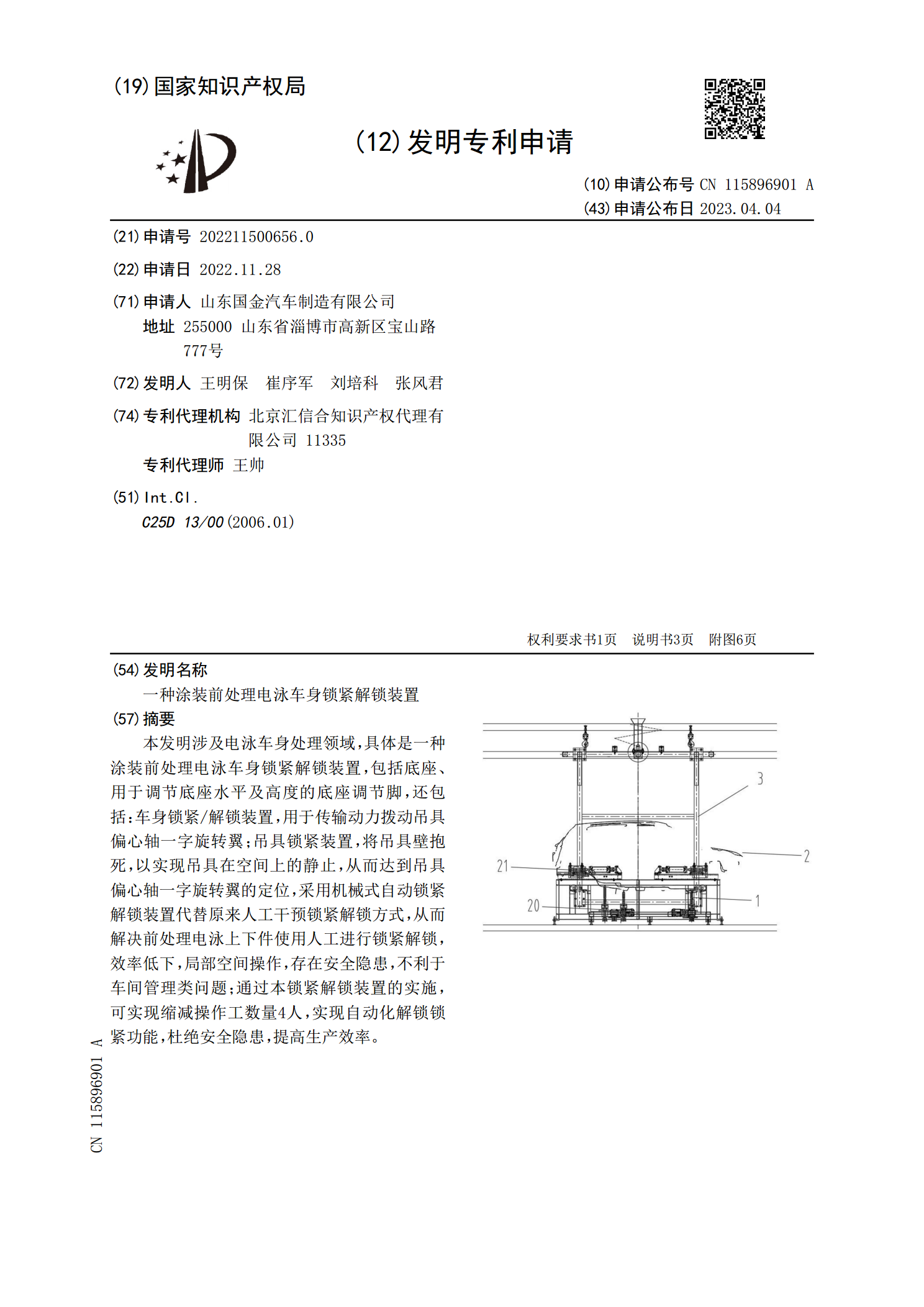
本发明涉及电泳车身处理领域,具体是一种涂装前处理电泳车身锁紧解锁装置,包括底座、用于调节底座水平及高度的底座调节脚,还包括:车身锁紧/解锁装置,用于传输动力拨动吊具偏心轴一字旋转翼;吊具锁紧装置,将吊具壁抱死,以实现吊具在空间上的静止,从而达到吊具偏心轴一字旋转翼的定位,采用机械式自动锁紧解锁装置代替原来人工干预锁紧解锁方式,从而解决前处理电泳上下件使用人工进行锁紧解锁,效率低下,局部空间操作,存在安全隐患,不利于车间管理类问题;通过本锁紧解锁装置的实施,可实现缩减操作工数量4人,实现自动化解锁锁紧功能,
一种电泳橇伸缩锁紧解锁装置.pdf
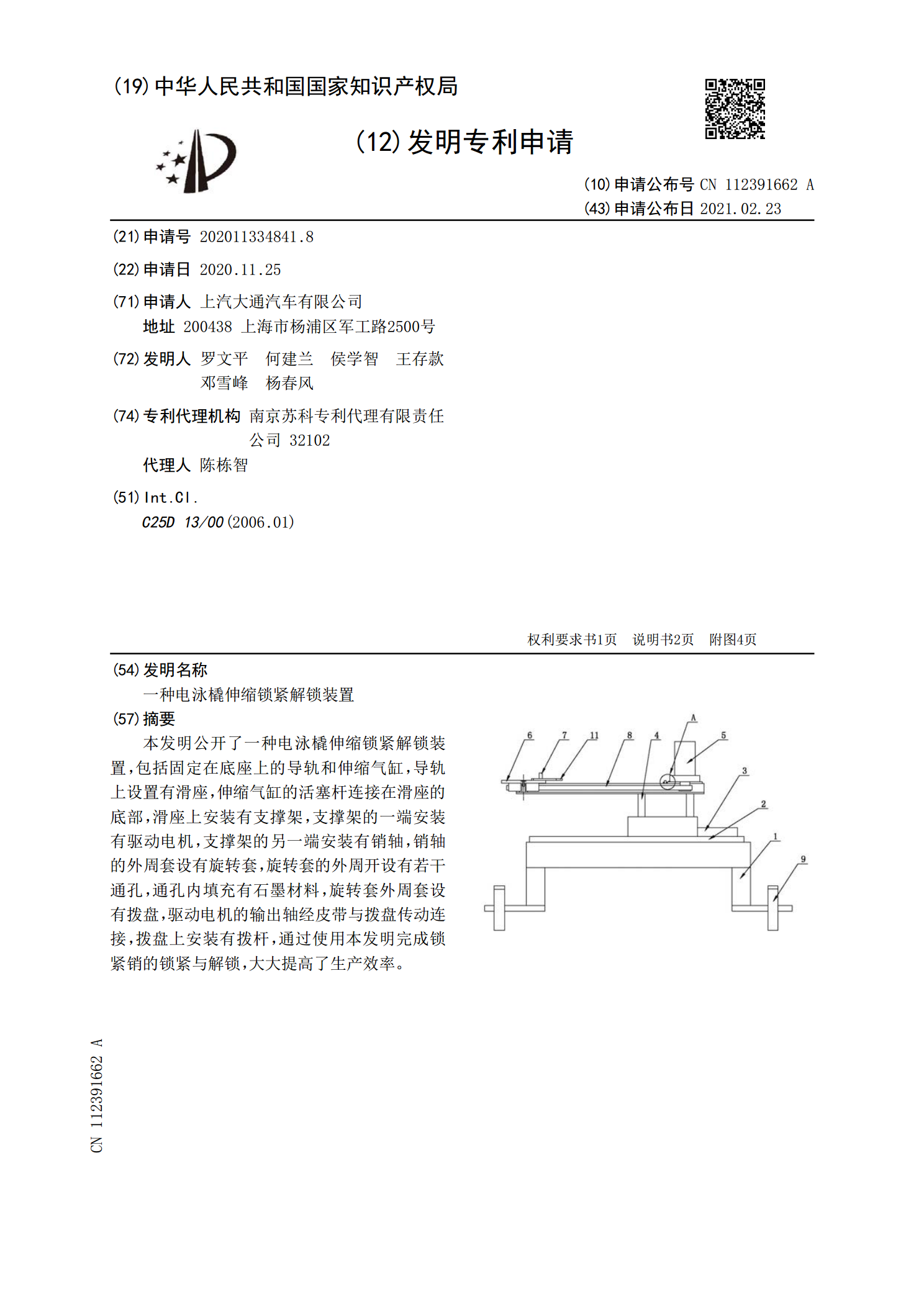
本发明公开了一种电泳橇伸缩锁紧解锁装置,包括固定在底座上的导轨和伸缩气缸,导轨上设置有滑座,伸缩气缸的活塞杆连接在滑座的底部,滑座上安装有支撑架,支撑架的一端安装有驱动电机,支撑架的另一端安装有销轴,销轴的外周套设有旋转套,旋转套的外周开设有若干通孔,通孔内填充有石墨材料,旋转套外周套设有拨盘,驱动电机的输出轴经皮带与拨盘传动连接,拨盘上安装有拨杆,通过使用本发明完成锁紧销的锁紧与解锁,大大提高了生产效率。

车身前处理电泳工艺流程.doc
车身前处理电泳工艺流程工艺流程复验白车身→预清理→装挂→上件→预脱脂→脱脂→水洗1→水洗2→表调→磷化→水洗3→水洗4→纯水洗→平台沥水→电泳→UF1→UF2→DI水洗→平台沥水→下件→电泳烘干→强冷→检验工艺程序及规范复验白车身:仔细观察白车身A面应平顺,凹凸度<1mm,无锈蚀及砂轮打磨痕迹。其它部位无明显变形。各表面无重油、明显锈蚀、焊接垃圾及杂物等。预清理:带乳胶手套,用棉纱蘸稀料擦拭车身内外表面油污,再用干净棉纱擦净,重点应保证A面不得留下污痕。装挂:车身运行到装挂工序自动下降到位后停止,手动控制

车身前处理电泳工艺流程.doc
车身前处理电泳工艺流程工艺流程复验白车身→预清理→装挂→上件→预脱脂→脱脂→水洗1→水洗2→表调→磷化→水洗3→水洗4→纯水洗→平台沥水→电泳→UF1→UF2→DI水洗→平台沥水→下件→电泳烘干→强冷→检验工艺程序及规范复验白车身:仔细观察白车身A面应平顺,凹凸度<1mm,无锈蚀及砂轮打磨痕迹。其它部位无明显变形。各表面无重油、明显锈蚀、焊接垃圾及杂物等。预清理:带乳胶手套,用棉纱蘸稀料擦拭车身内外表面油污,再用干净棉纱擦净,重点应保证A面不得留下污痕。装挂:车身运行到装挂工序自动下降到位后停止,手动控制

车身前处理电泳工艺流程.docx
车身前处理电泳工艺流程1、工艺流程复验白车身一预清理一装挂f上件一预脱脂一脱脂"水洗1-水洗2-表调f磷化f水洗3-水洗4-纯水洗一平台沥水一电泳-UF1-UF2-DI水洗一平台沥水一下件一电泳烘干一强冷一检验2、工艺程序及规范(1)复验白车身:仔细观察车身A面应平顺,凹凸度<lmm,无锈蚀及砂轮打磨痕迹。其它部位无明显变形。各表面无重油、明显锈蚀、焊接垃圾及杂物等。(2)预清理:带乳胶手套,用棉纱蘸稀料擦拭车身内外表面油污,再用干净棉纱擦净,重点应保证A面不得留下污痕。(3)装挂:车身运行到装挂工序自动