
冷轧管机回转机构的安装支承座与传动箱的配合结构.pdf

An****99


1/8

2/8

3/8
4/8

5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

冷轧管机回转机构的安装支承座与传动箱的配合结构.pdf
一种冷轧管机回转机构的安装支承座与传动箱的配合结构,属于金属管材加工机械技术领域。包括一安装支承座本体和设置于安装支承座本体上的传动箱本体,安装支承座本体包括底固定法兰、前、后、左、右壁板,特点是:还包括有一第一箱体调整座和一第二箱体调整座,传动箱本体朝向所述前壁板的一侧的外壁上以及朝向所述后壁板的一侧的外壁上各延伸固定有至少一对传动箱固定座,各传动箱固定座上开设有传动箱调整螺钉孔。可实现传动箱本体在安装支承座本体上的方便调整,可节约参与调整的人力、提高调整速度及保障调整效果。
冷轧管机回转机构的动力输出轴与芯棒卡盘的配合结构.pdf
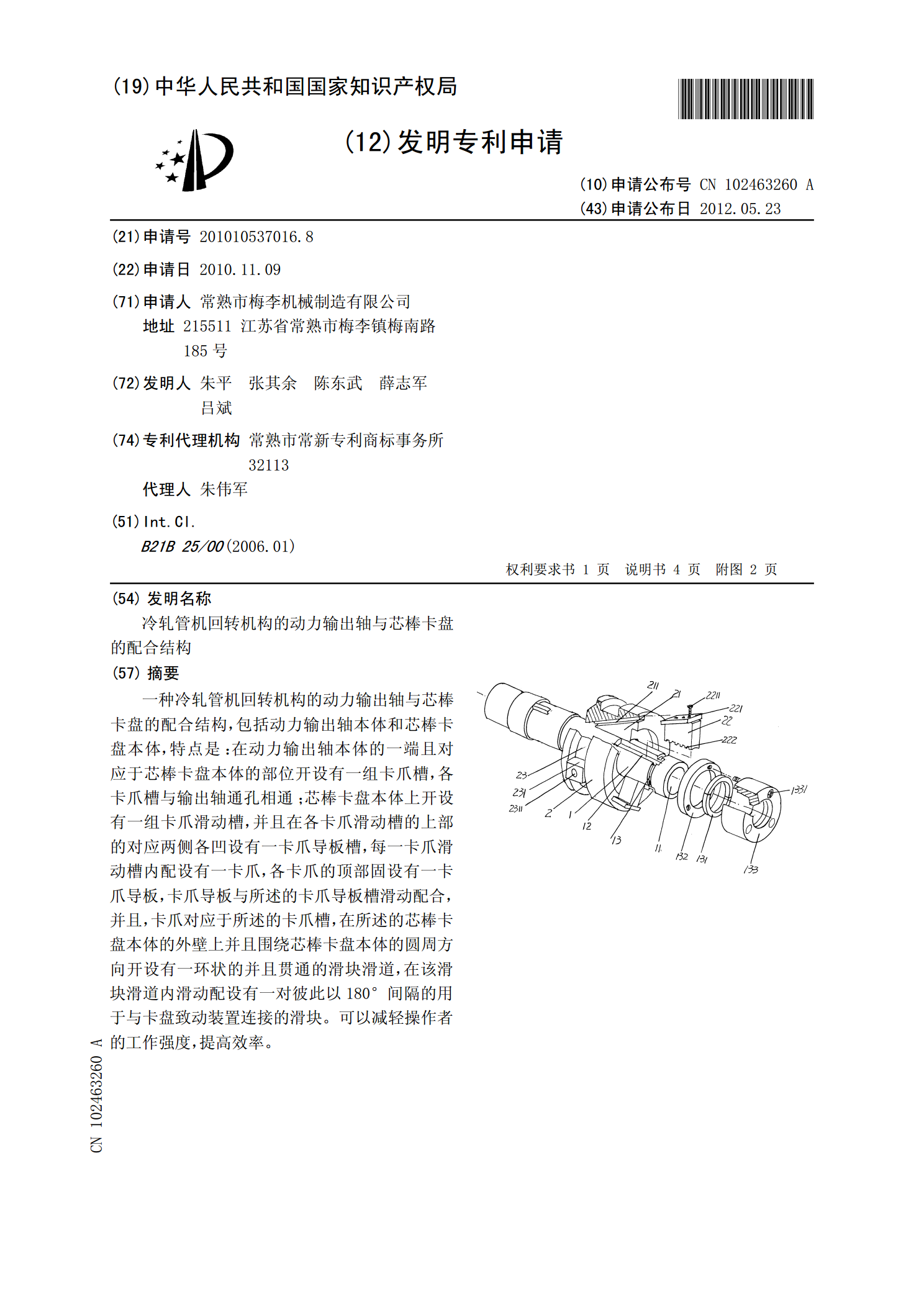
一种冷轧管机回转机构的动力输出轴与芯棒卡盘的配合结构,包括动力输出轴本体和芯棒卡盘本体,特点是:在动力输出轴本体的一端且对应于芯棒卡盘本体的部位开设有一组卡爪槽,各卡爪槽与输出轴通孔相通;芯棒卡盘本体上开设有一组卡爪滑动槽,并且在各卡爪滑动槽的上部的对应两侧各凹设有一卡爪导板槽,每一卡爪滑动槽内配设有一卡爪,各卡爪的顶部固设有一卡爪导板,卡爪导板与所述的卡爪导板槽滑动配合,并且,卡爪对应于所述的卡爪槽,在所述的芯棒卡盘本体的外壁上并且围绕芯棒卡盘本体的圆周方向开设有一环状的并且贯通的滑块滑道,在该滑块滑道

冷轧管机回转机构的动力传动装置.pdf
一种冷轧管机回转机构的动力传动装置,属于金属管材加工机械技术领域。包括一支承座,该支承座由底固定法兰和围合成口字形的前、后、左、右壁板构成;一传动箱箱体,设置在支承座上,具有传动箱箱腔和箱盖;一动力输入轴,设置在传动箱箱体的下部,该动力输入轴的左轴头上固设有一链轮、中部固定有一输入轴齿轮;一过渡轴,设置在传动箱箱体上,在过渡轴上固设有一过渡齿轮;一动力输出轴,设置在传动箱箱体上,在动力输出轴上固设有一动力输出齿轮,该动力输出齿轮与所述过渡齿轮相啮合。结构简练,安装便捷并且配合效果理想。
冷轧管机的回转机构.pdf
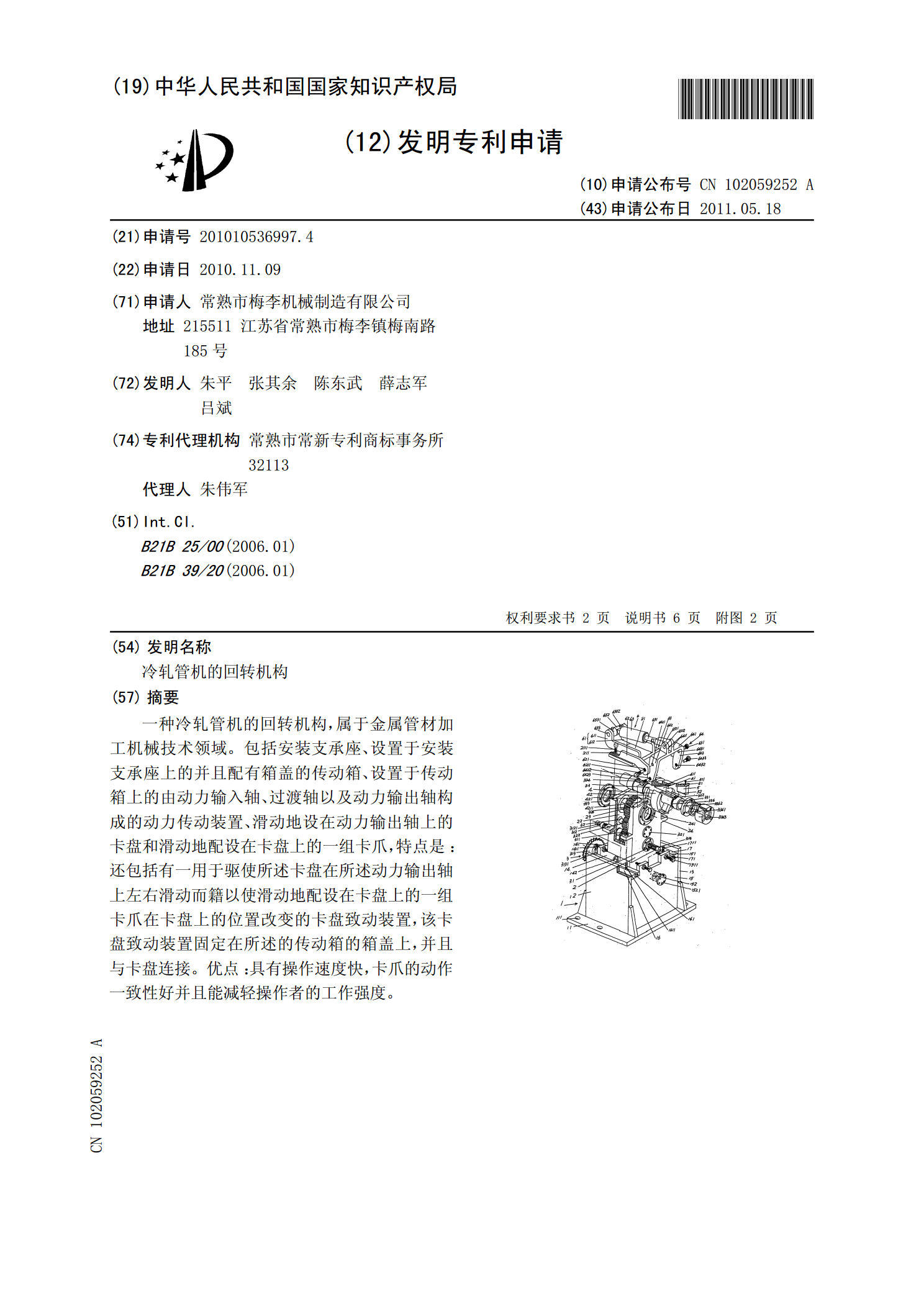
一种冷轧管机的回转机构,属于金属管材加工机械技术领域。包括安装支承座、设置于安装支承座上的并且配有箱盖的传动箱、设置于传动箱上的由动力输入轴、过渡轴以及动力输出轴构成的动力传动装置、滑动地设在动力输出轴上的卡盘和滑动地配设在卡盘上的一组卡爪,特点是:还包括有一用于驱使所述卡盘在所述动力输出轴上左右滑动而籍以使滑动地配设在卡盘上的一组卡爪在卡盘上的位置改变的卡盘致动装置,该卡盘致动装置固定在所述的传动箱的箱盖上,并且与卡盘连接。优点:具有操作速度快,卡爪的动作一致性好并且能减轻操作者的工作强度。

冷轧管机送进机构的送进小车与导轨的配合结构.pdf
一种冷轧管机送进机构的送进小车与导轨的配合结构,属于金属管材加工机械技术领域。所述的送进小车包括送进小车本体,特点是送进小车与导轨的配合结构包括小车床体、床架和第一、第二小车导轨板,小车床体固定在床架上,且在小车床体的长度方向的一侧的上部构成有一第一导轨台,长度方向的另一侧的上部构成有一第二导轨台,第一、第二导轨台彼此对应,第一小车导轨板与第一导轨台固定,并且该第一导轨板朝向第二导轨台的一侧探出第一导轨台,与送进小车本体的一侧相滑配,第二小车导轨板与第二导轨台固定,并且该第二小车导轨板朝向第一导轨台的一侧