
梅花棘轮扳手的连接头的制造方法.pdf

努力****绮亦


1/4
2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
梅花棘轮扳手的连接头的制造方法.pdf
梅花棘轮扳手的连接头的制造方法,包括以下步骤:1)配料、2)注塑、3)萃取、4)烧结;本发明,解决了连接头机加工困难的问题,连接头的尺寸精度及特别是半月槽的表面粗糙都大大提高,对连接头使用寿命的增加起到决定性作用,本发明连接头的尺寸精度可控在0.05mm的范围内。该扳手扭力可达美国标准的1.4倍,寿命可达美国标准的2倍以上。
关节梅花棘轮扳手的连接头及其制造方法.pdf
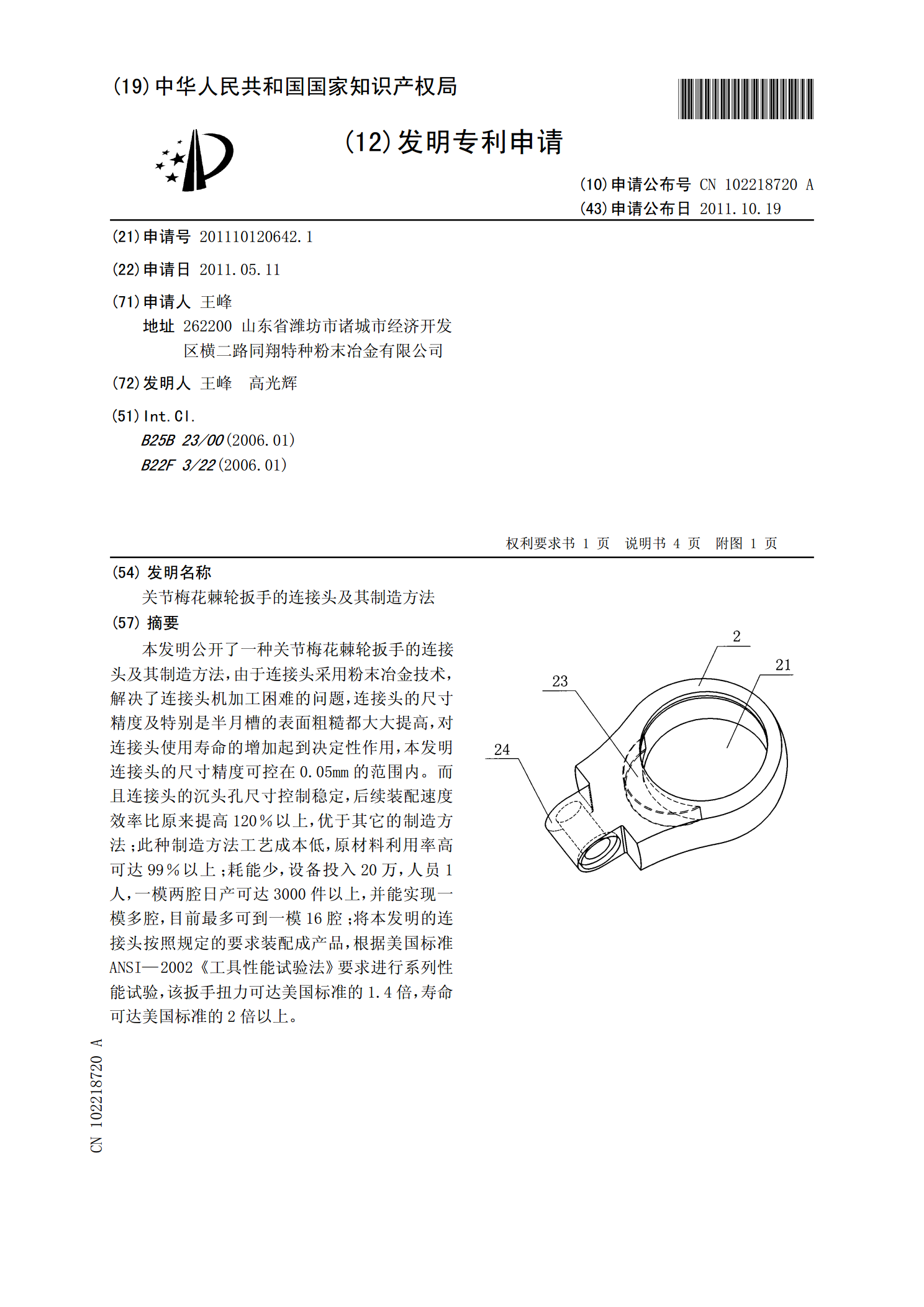
本发明公开了一种关节梅花棘轮扳手的连接头及其制造方法,由于连接头采用粉末冶金技术,解决了连接头机加工困难的问题,连接头的尺寸精度及特别是半月槽的表面粗糙都大大提高,对连接头使用寿命的增加起到决定性作用,本发明连接头的尺寸精度可控在0.05mm的范围内。而且连接头的沉头孔尺寸控制稳定,后续装配速度效率比原来提高120%以上,优于其它的制造方法;此种制造方法工艺成本低,原材料利用率高可达99%以上;耗能少,设备投入20万,人员1人,一模两腔日产可达3000件以上,并能实现一模多腔,目前最多可到一模16腔;将本
磁性接头及包括该磁性接头的棘轮扳手.pdf
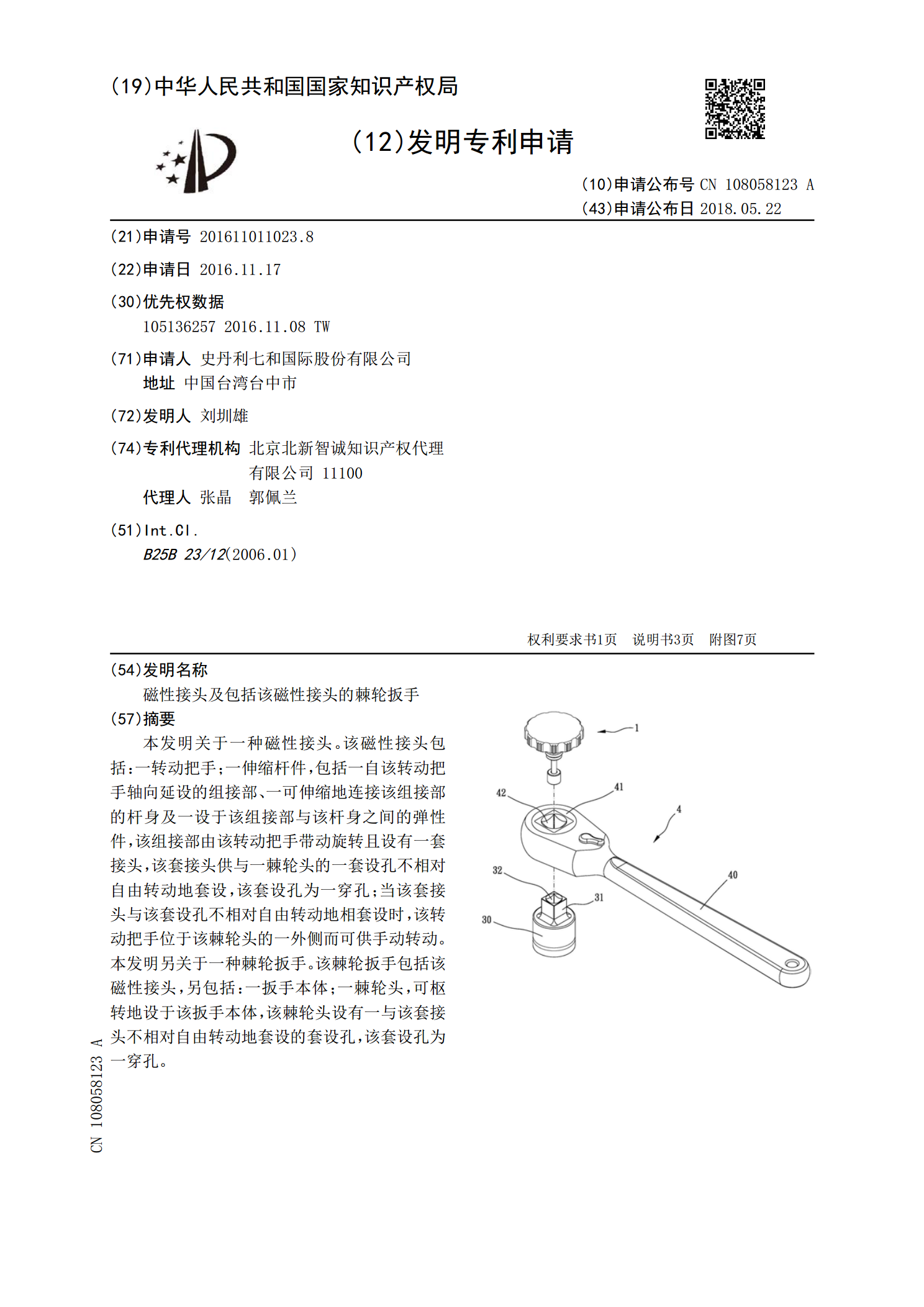
本发明关于一种磁性接头。该磁性接头包括:一转动把手;一伸缩杆件,包括一自该转动把手轴向延设的组接部、一可伸缩地连接该组接部的杆身及一设于该组接部与该杆身之间的弹性件,该组接部由该转动把手带动旋转且设有一套接头,该套接头供与一棘轮头的一套设孔不相对自由转动地套设,该套设孔为一穿孔;当该套接头与该套设孔不相对自由转动地相套设时,该转动把手位于该棘轮头的一外侧而可供手动转动。本发明另关于一种棘轮扳手。该棘轮扳手包括该磁性接头,另包括:一扳手本体;一棘轮头,可枢转地设于该扳手本体,该棘轮头设有一与该套接头不相对自

棘轮扳手本体及其制造方法.pdf
一种棘轮扳手本体及其制造方法,本体包含握柄及头部,头部贯穿一穿孔容置棘轮,且具有控制室容置掣动块,一槽室位在控制室的一侧且与穿孔的轴向正交,以容置弹性件及顶掣件,头部具有第一面及第二面分别与槽室之间具有至少一嵌孔,各嵌孔于铸模拔模时由滑块抽离而形成,各嵌孔由一侧穿入而不贯穿另一侧,且各嵌孔小于槽室内容置的弹性件及顶掣件,槽室由各嵌孔朝槽室内延伸且邻面相交所占的体积加总而构成,借此构成本发明。
开口式棘轮扳手及其制造方法.pdf
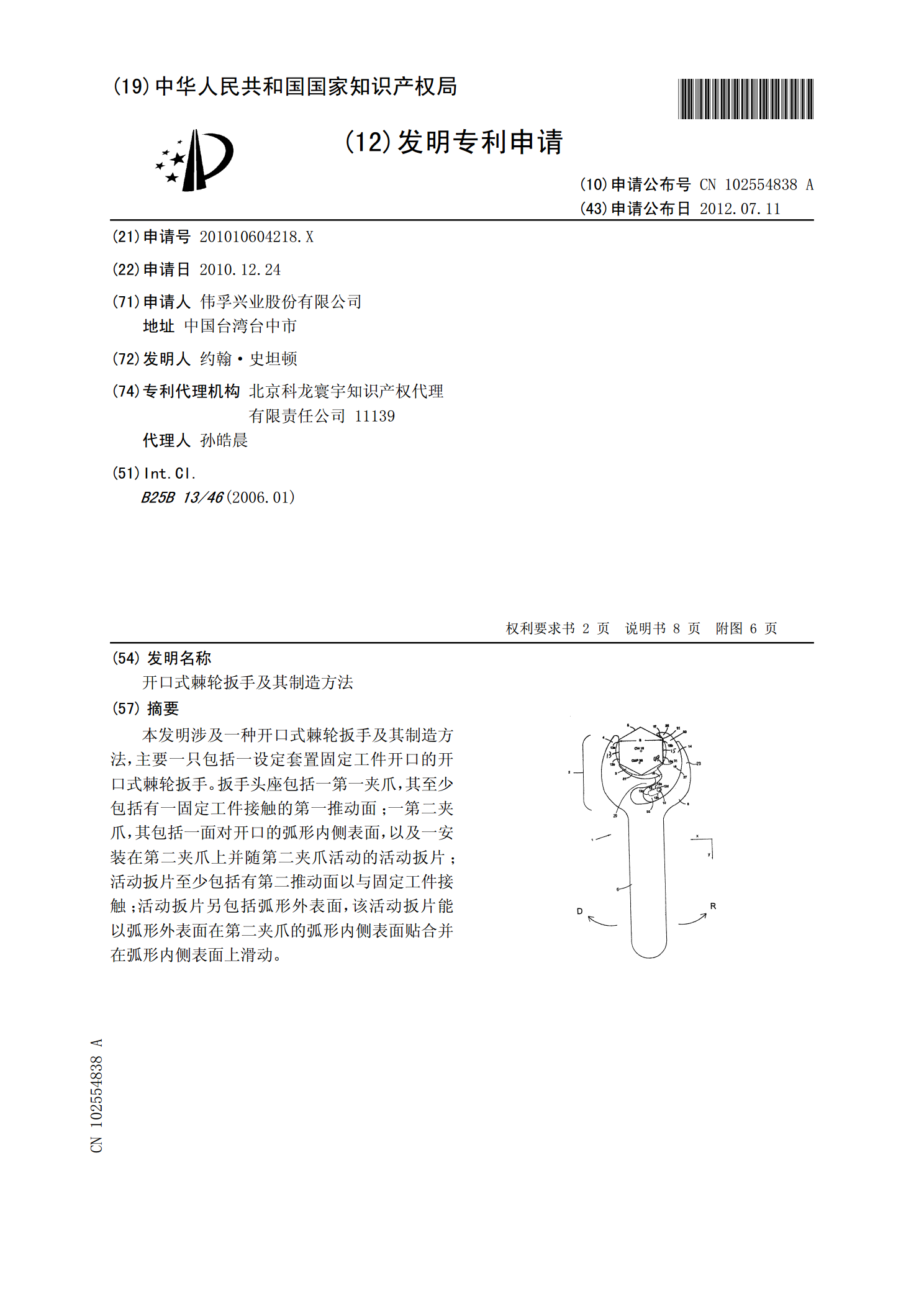
本发明涉及一种开口式棘轮扳手及其制造方法,主要一只包括一设定套置固定工件开口的开口式棘轮扳手。扳手头座包括一第一夹爪,其至少包括有一固定工件接触的第一推动面;一第二夹爪,其包括一面对开口的弧形内侧表面,以及一安装在第二夹爪上并随第二夹爪活动的活动扳片;活动扳片至少包括有第二推动面以与固定工件接触;活动扳片另包括弧形外表面,该活动扳片能以弧形外表面在第二夹爪的弧形内侧表面贴合并在弧形内侧表面上滑动。