
一种微电机绕线架自动插片机.pdf

雨巷****彦峰


1/9
2/9

3/9

4/9

5/9
6/9
7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种微电机绕线架自动插片机.pdf
一种微电机绕线架自动插片机,包括机架,直线送料轨道、转运治具、插接片定位治具、骨架定位治具、驱动组件、插接工作台、插接片振动盘和骨架振动盘,所述插接片定位治具和骨架定位治具设置于所述插接工作台,所述转运治具移动连接于所述直线送料轨道和插接片定位治具之间;由插接片振动盘输送插接片至直线送料轨道,再由转运治具吸取送至插接片定位治具;另一方面由骨架振动盘输送骨架至骨架定位治具;启动驱动组件,即可驱动骨架和插接片相向移动而将插接片插入骨架内,从而完成组装;其结构简单,工作可靠,有利于提高利于提高工作可靠性,提高加
微电机转子槽底自动插纸机.pdf
本发明属于插纸机技术领域,具体涉及微电机转子槽底自动插纸机,包括机架、机架前侧的转子架、机架上的绝缘纸成型机构以及驱动机构,绝缘纸成型机构包括压纸轮组件、设置在压纸轮组件前侧的成型模组件以及压纸轮组件与成型模组件间的过纸组件,成型模组件处还设有切纸组件以及推纸组件,成型模组件、切纸组件由设置在绝缘纸成型机构侧边的并由驱动机构控制做上下摆动的控制杆控制,推纸组件则由设置在绝缘纸成型组件侧边的并由驱动机构控制做前后移动的连杆组件控制,机械传动自动实现插纸功能,设计合理,可靠性强,工作效率高,能够快速更换工装等
自动插片机.pdf
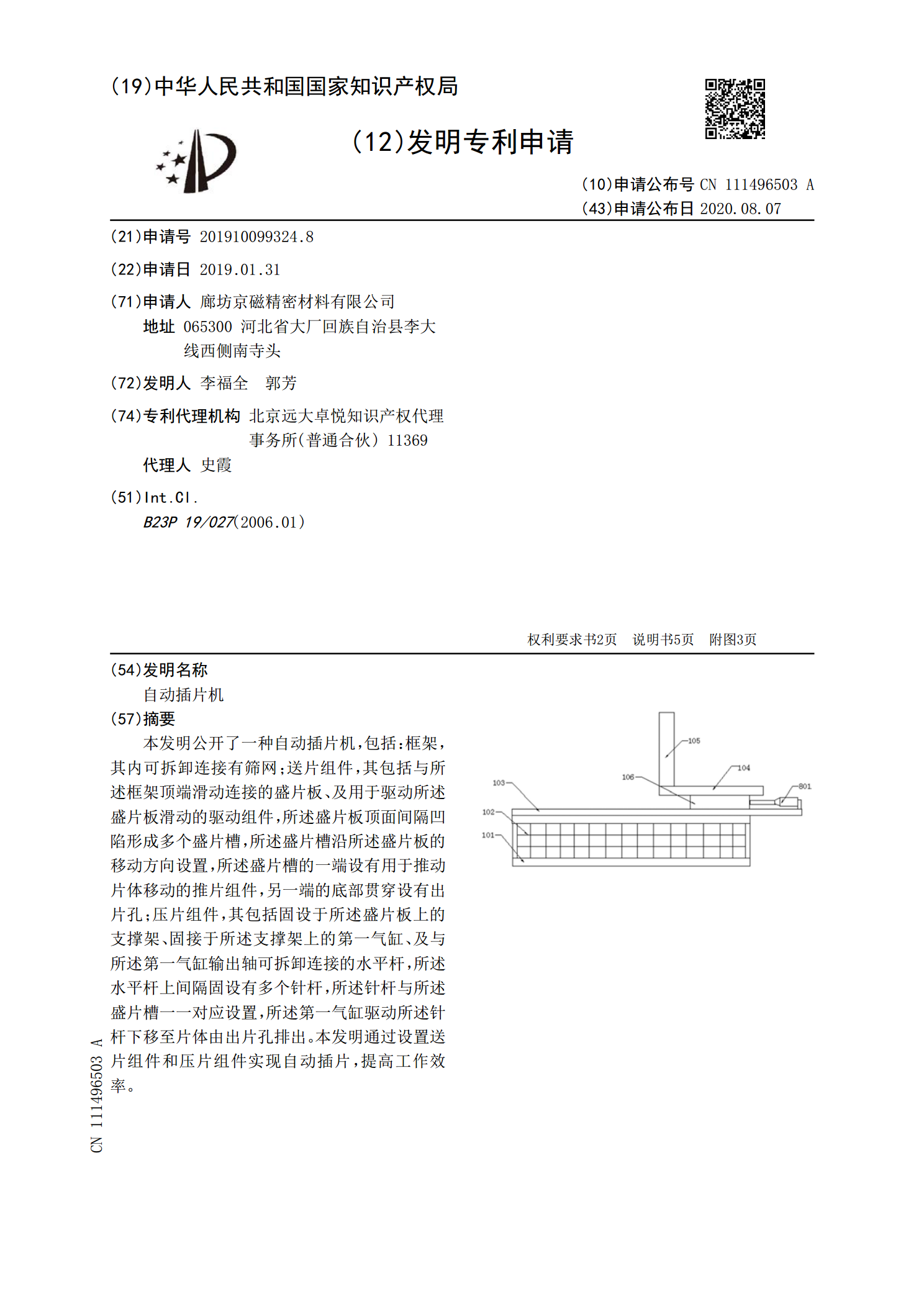
本发明公开了一种自动插片机,包括:框架,其内可拆卸连接有筛网;送片组件,其包括与所述框架顶端滑动连接的盛片板、及用于驱动所述盛片板滑动的驱动组件,所述盛片板顶面间隔凹陷形成多个盛片槽,所述盛片槽沿所述盛片板的移动方向设置,所述盛片槽的一端设有用于推动片体移动的推片组件,另一端的底部贯穿设有出片孔;压片组件,其包括固设于所述盛片板上的支撑架、固接于所述支撑架上的第一气缸、及与所述第一气缸输出轴可拆卸连接的水平杆,所述水平杆上间隔固设有多个针杆,所述针杆与所述盛片槽一一对应设置,所述第一气缸驱动所述针杆下移至
一种微电机马达端盖总成自动插刷机.pdf
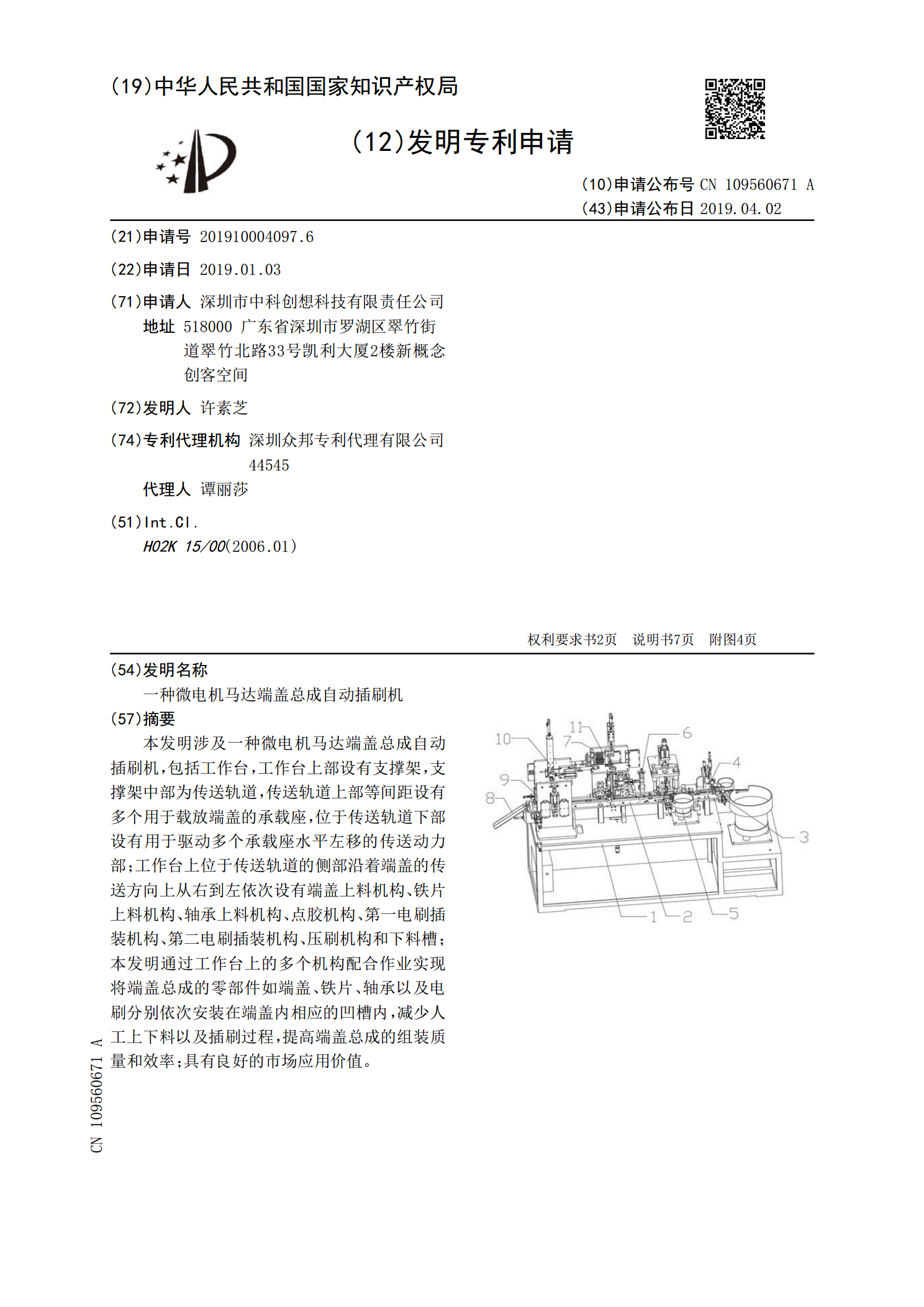
本发明涉及一种微电机马达端盖总成自动插刷机,包括工作台,工作台上部设有支撑架,支撑架中部为传送轨道,传送轨道上部等间距设有多个用于载放端盖的承载座,位于传送轨道下部设有用于驱动多个承载座水平左移的传送动力部;工作台上位于传送轨道的侧部沿着端盖的传送方向上从右到左依次设有端盖上料机构、铁片上料机构、轴承上料机构、点胶机构、第一电刷插装机构、第二电刷插装机构、压刷机构和下料槽;本发明通过工作台上的多个机构配合作业实现将端盖总成的零部件如端盖、铁片、轴承以及电刷分别依次安装在端盖内相应的凹槽内,减少人工上下料以
一种自动插片机整形机构.pdf
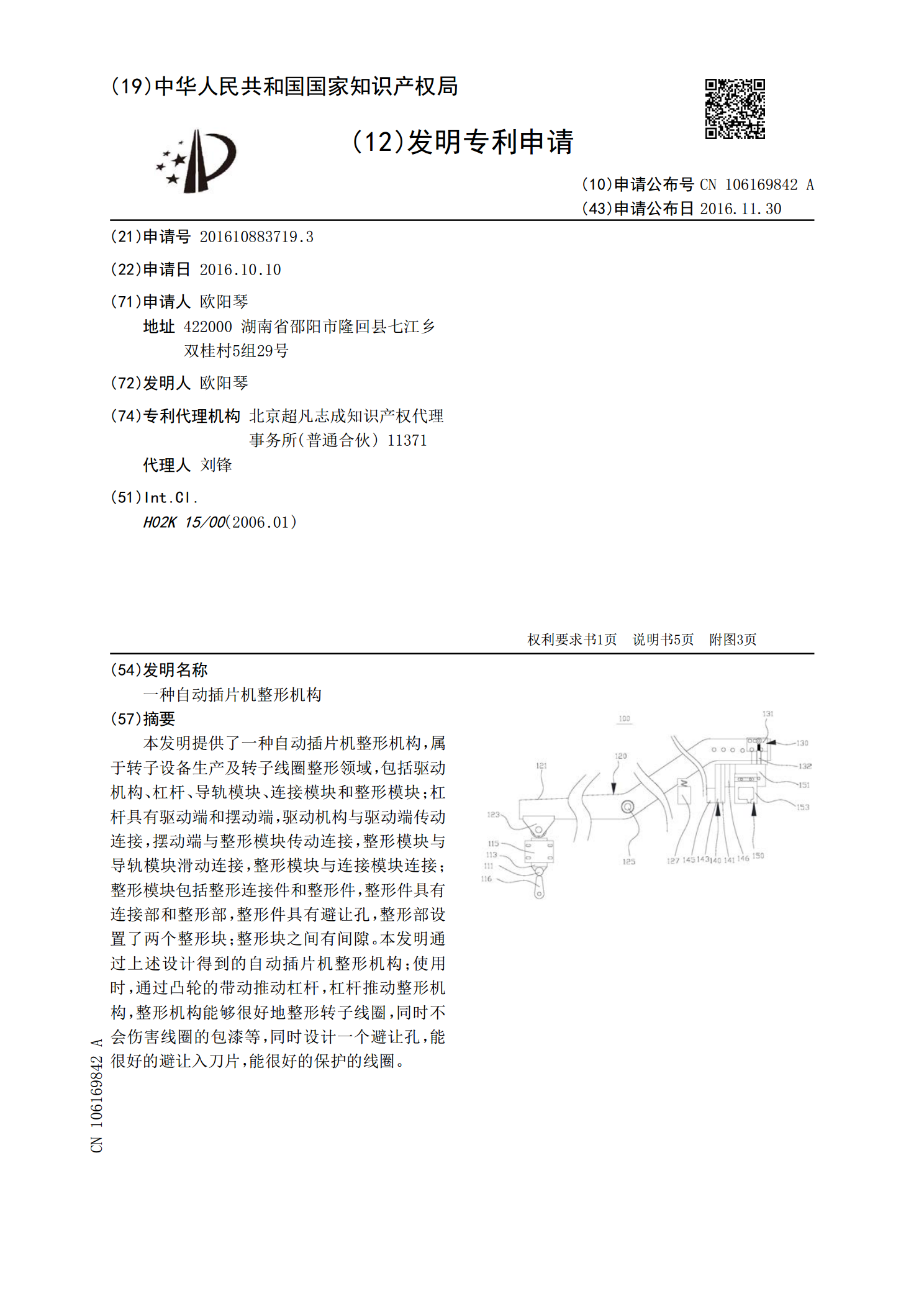
本发明提供了一种自动插片机整形机构,属于转子设备生产及转子线圈整形领域,包括驱动机构、杠杆、导轨模块、连接模块和整形模块;杠杆具有驱动端和摆动端,驱动机构与驱动端传动连接,摆动端与整形模块传动连接,整形模块与导轨模块滑动连接,整形模块与连接模块连接;整形模块包括整形连接件和整形件,整形件具有连接部和整形部,整形件具有避让孔,整形部设置了两个整形块;整形块之间有间隙。本发明通过上述设计得到的自动插片机整形机构;使用时,通过凸轮的带动推动杠杆,杠杆推动整形机构,整形机构能够很好地整形转子线圈,同时不会伤害线圈