
带钢尾部自动纠偏控制方法.pdf

猫巷****婉慧

1/6
2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

带钢尾部自动纠偏控制方法.pdf
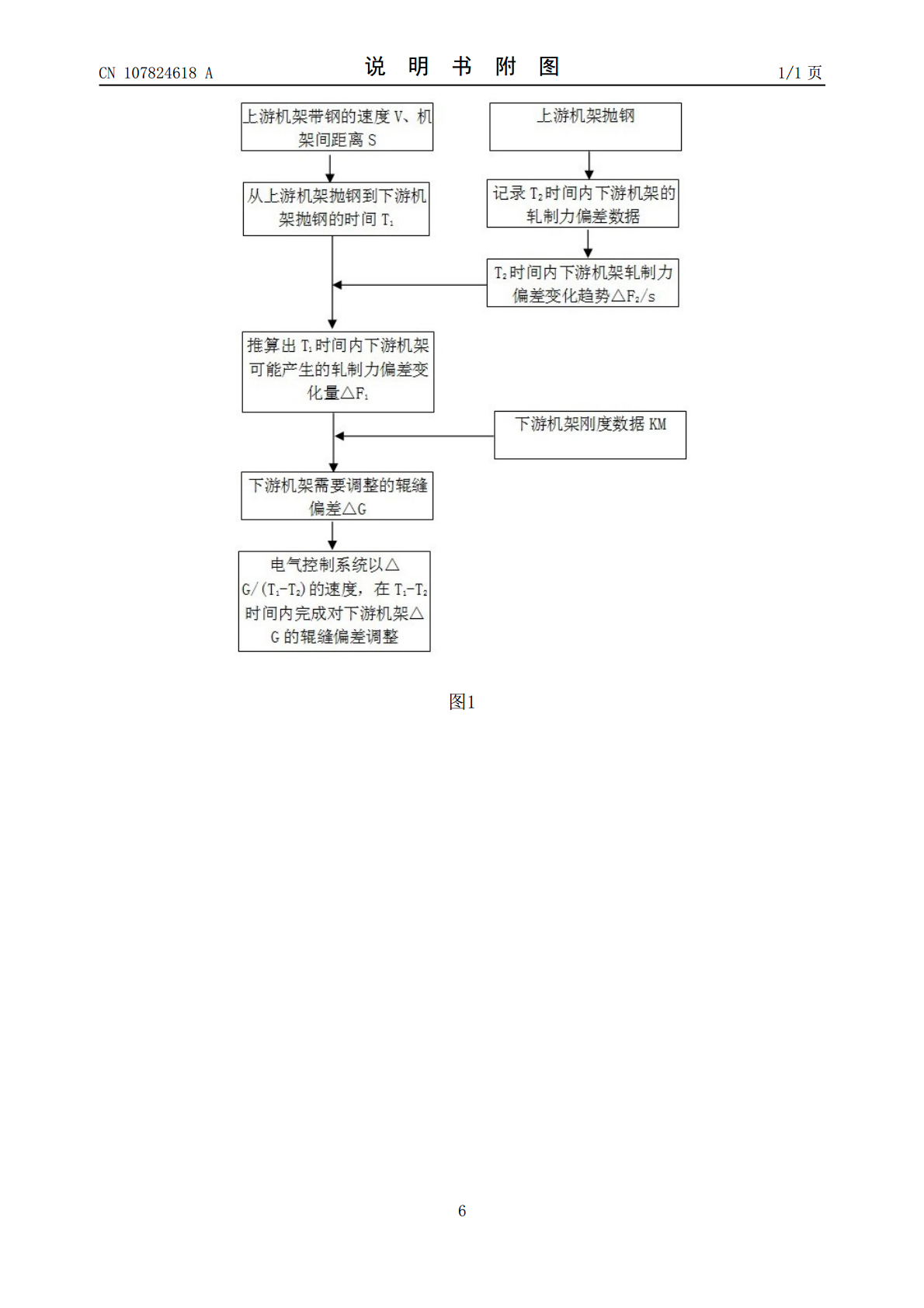
本发明提供一种带钢尾部自动纠偏控制方法。本发明的方法为:(1)根据上游机架带钢的速度、机架间距离,计算出从上游机架抛钢到下游机架抛钢的时间;(2)上游机架抛钢,开始记录T
热连轧精轧机组带钢自动纠偏控制方法.pdf
本发明涉及一种热连轧精轧机组带钢自动纠偏控制方法,包括以下步骤:步骤一、在热连轧精轧机组的两相邻机架间设置带钢跑偏检测装置;步骤二、带钢跑偏检测装置带钢跑偏值△w;步骤三、根据带钢跑偏值△w计算出下游机架需要调整的辊缝偏差值△G;步骤四、计算带钢从检测装置到下游机架的时间T;步骤五、机架辊缝控制系统延时T时间,按照辊缝偏差值△G对下游机架的辊缝进行调整;步骤六、带钢跑偏检测装置检测位于带钢跑偏检测装置处的带钢跑偏值△w,并返回执行步骤三,直到下游机架抛钢;下游机架抛钢后将下游机架辊缝偏差△G清零。本发明根
利用夹送辊控制带钢尾部的方法.pdf
本发明涉及一种利用夹送辊控制带钢尾部的方法,该方法包括前期定位和压力控制,以及后期定位这三个步骤,且在压力控制时,将上辊与带钢间的压力控制在30-80千牛顿之间。该方法不是单纯的保持定距离和定压力,而是采用前期定位的位置控制与压力控制这种控制方式有效地解决被轧制的带钢波动大的问题。

带钢折叠尾部自动剪切的功能应用.docx
带钢折叠尾部自动剪切的功能应用带钢折叠尾部自动剪切的功能应用引言带钢是一种重要的金属材料,在机械、建筑等领域得到广泛应用。而带钢在加工过程中,往往需要根据不同需求进行剪切处理,而带钢折叠尾部自动剪切功能的应用,可以提高带钢加工效率、提高产品质量,并减少人工干预。本文将从技术原理、应用场景、优势和挑战四个方面对带钢折叠尾部自动剪切功能进行探讨。技术原理带钢折叠尾部自动剪切功能是通过机械设备和控制系统的结合实现的。主要包括带钢传送装置、折叠装置、剪切装置和控制系统。带钢传送装置用于将待剪切的带钢送入折叠装置,

浅析带钢的对中纠偏控制.docx
浅析带钢的对中纠偏控制本文详细分析了带钢在运转过程当中跑偏产生的原因、特点及其类别。针对带钢的跑偏现象进行了深入研究提出了纠偏的措施也探讨了各种设计方法的可行性和有效性从而为选取最佳的设计方案提供依据。带钢跑偏原因分析工程设计和应用中无论带钢形状的板形缺陷、塔形卷曲、处理线设备安装偏差及调整不当、处理工艺对带钢的影响等都会导致运动的带钢在生产线上发生偏移。1.1.带钢的板形缺陷。各种形式的板形缺陷主要有:带钢断面形状、平坦度、带头焊接没对齐或偏斜。当带钢在运动过程当中它的形状并不能得到纠正。依照拱形的