
一种梅花形花键孔的拉刀及拉削工艺.pdf

猫巷****婉慧


1/10

2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种梅花形花键孔的拉刀及拉削工艺.pdf
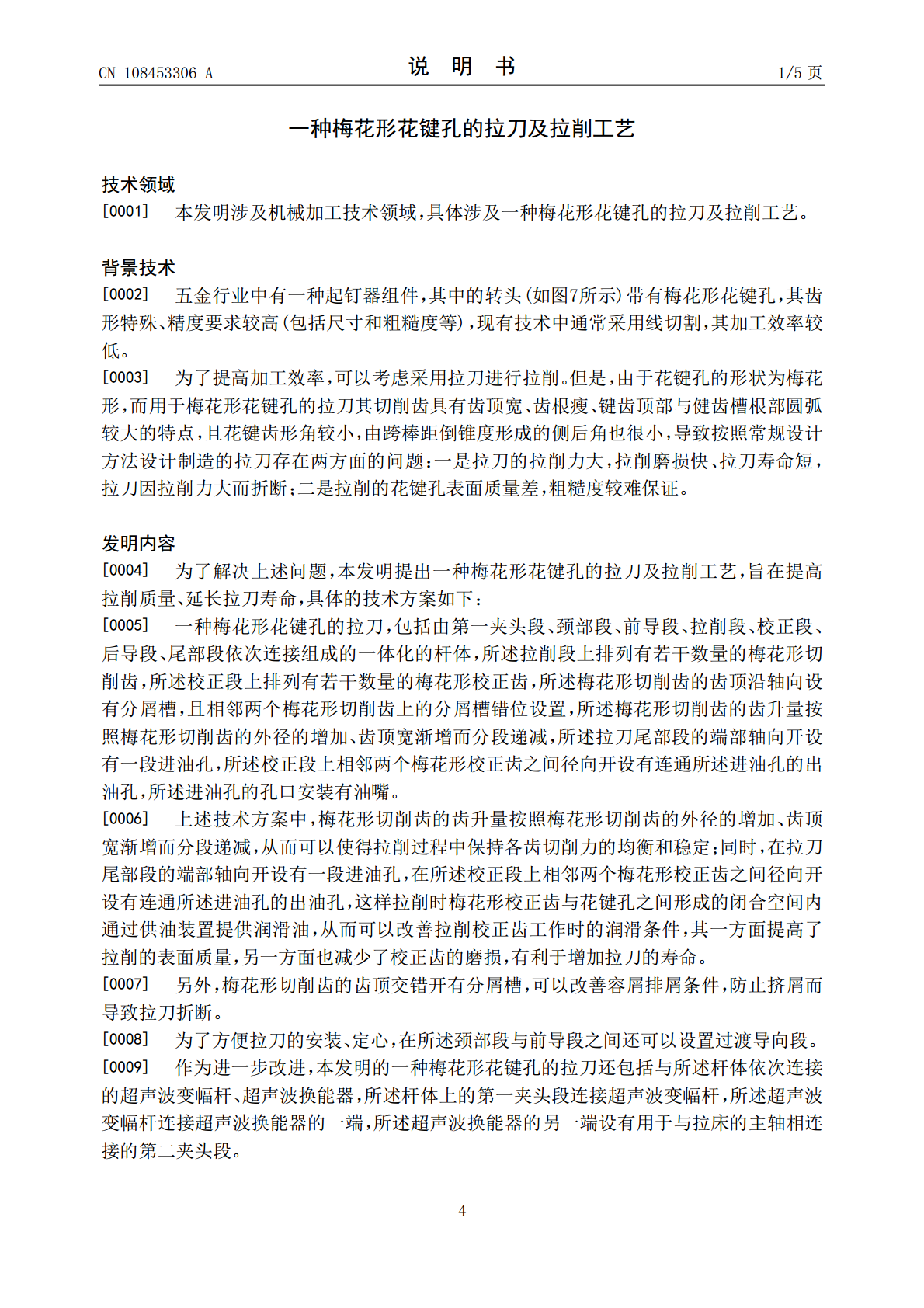
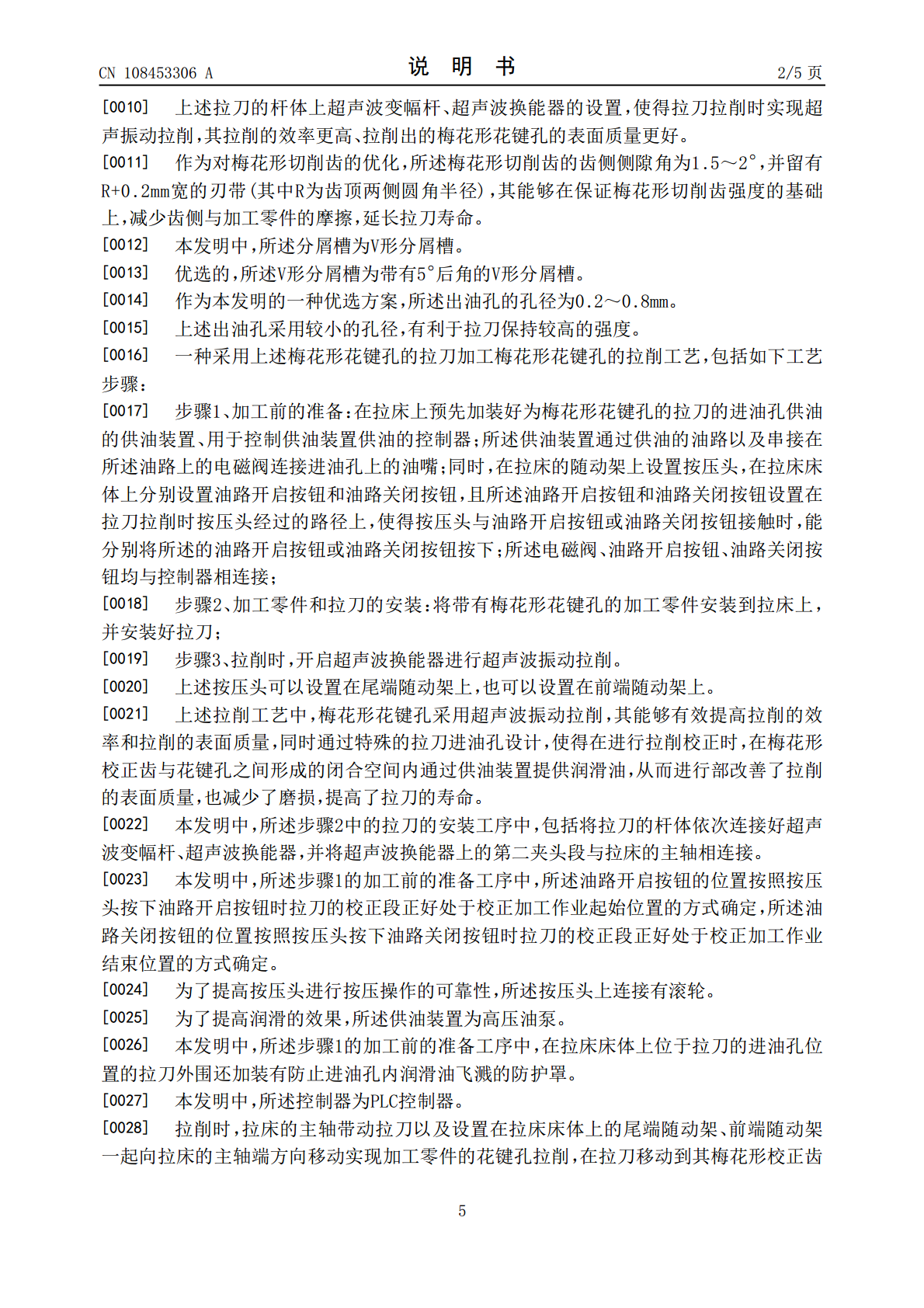
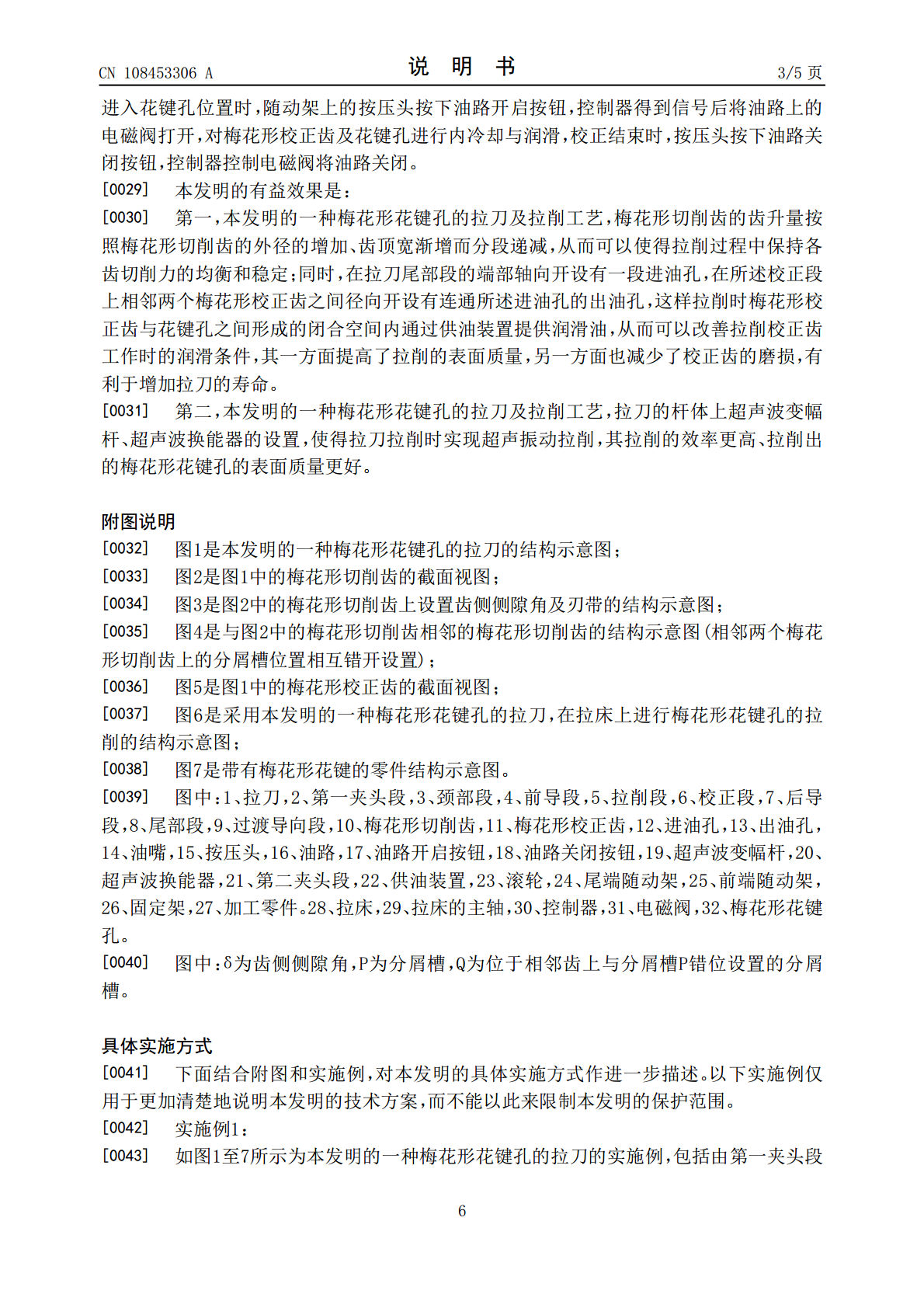
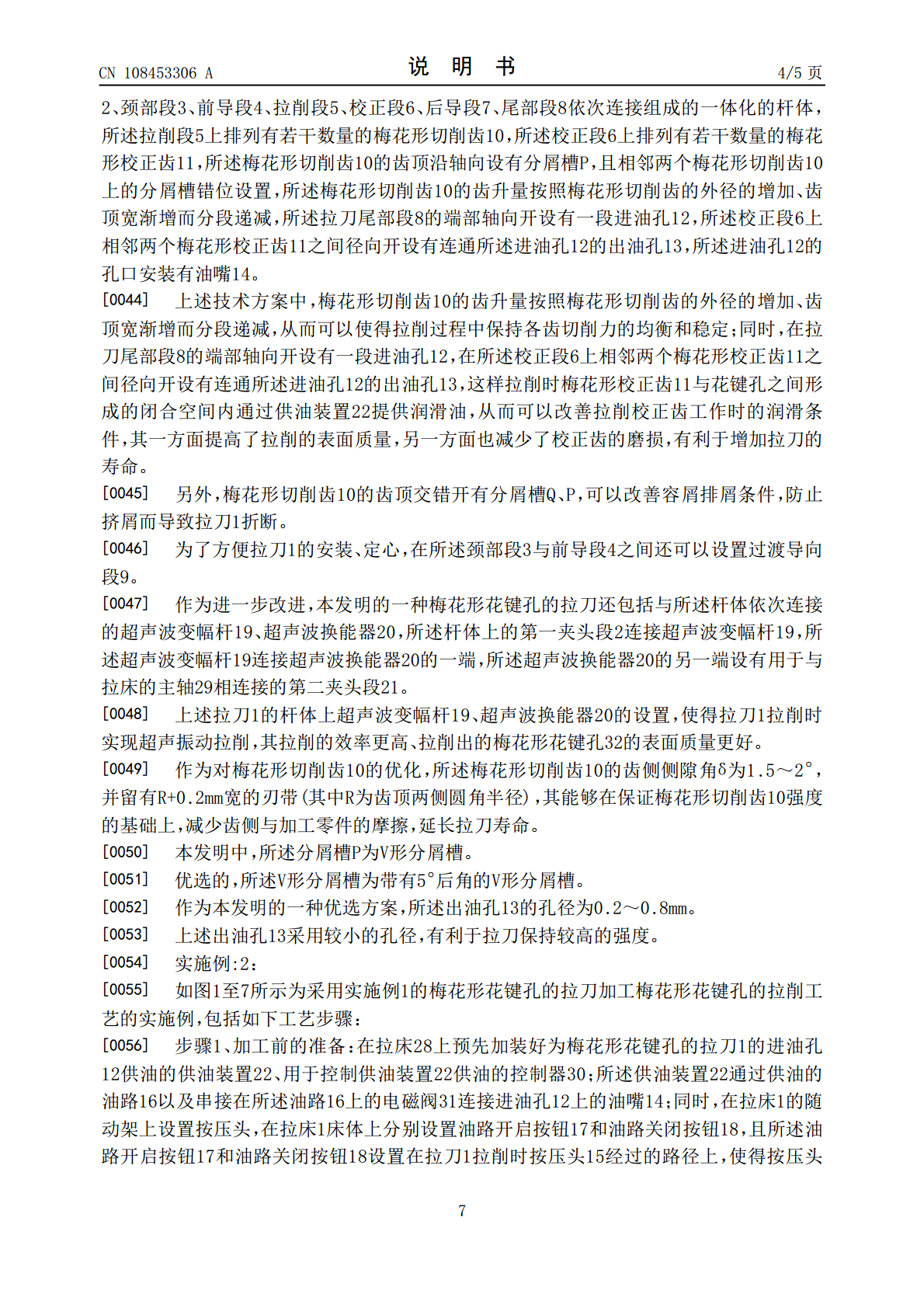
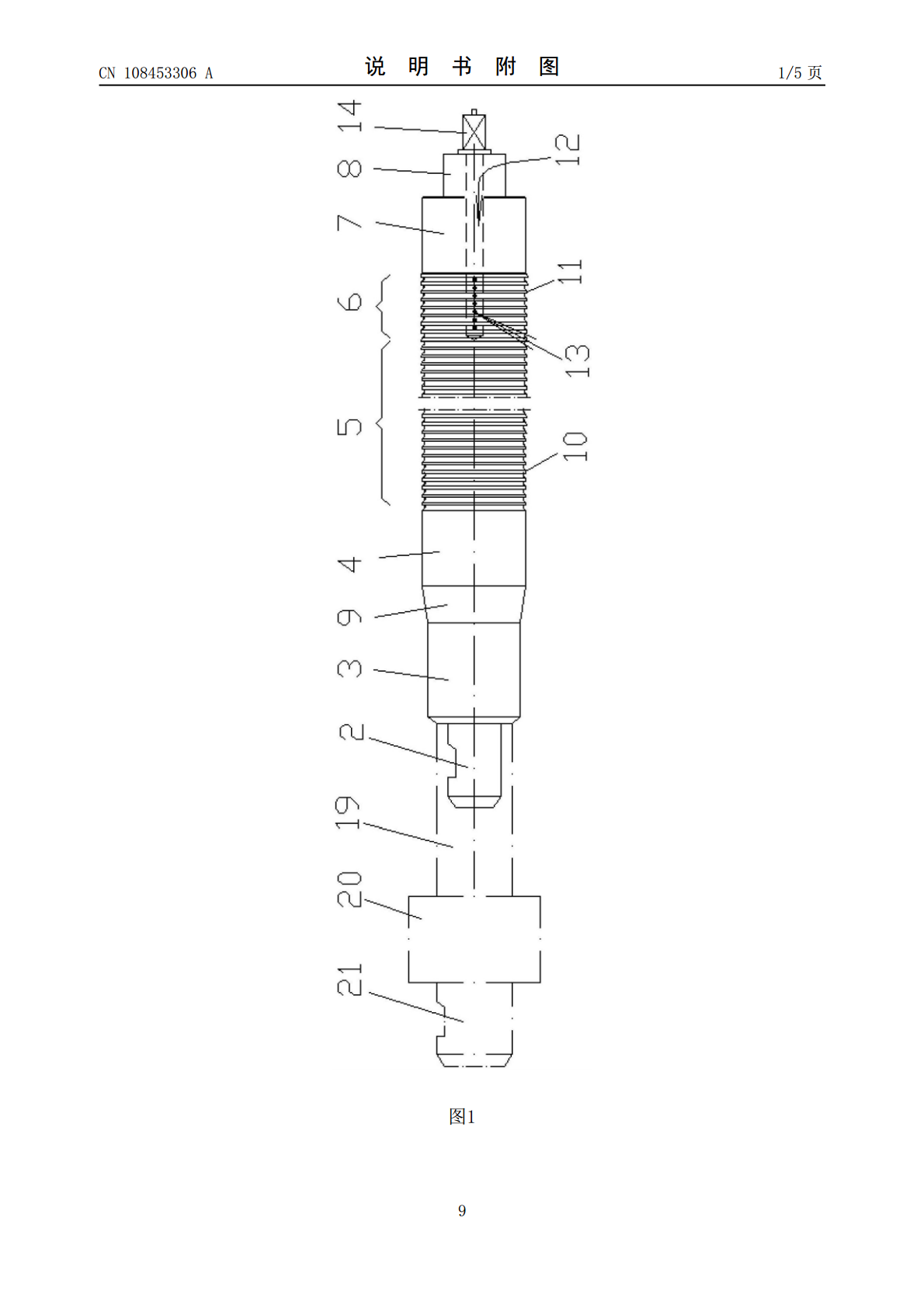
本发明涉及机械加工技术领域,其公开了一种梅花形花键孔的拉刀及拉削工艺,所述拉刀包括第一夹头段、颈部段、前导段、拉削段、校正段、后导段、尾部段,梅花形切削齿的齿顶沿轴向设有分屑槽,且相邻两个梅花形切削齿上的分屑槽错位设置,所述梅花形切削齿的齿升量按照梅花形切削齿的外径的增加、齿顶宽渐增而分段递减,所述拉刀尾部段的端部轴向开设有一段进油孔,所述校正段上相邻两个梅花形校正齿之间径向开设有连通所述进油孔的出油孔,所述进油孔的孔口安装有油嘴。所述拉削工艺包括采用超声波振动拉削以及拉削时通过拉刀上的出油孔对梅花形校正

矩形花键拉刀的拉削分析及其改进.docx
矩形花键拉刀的拉削分析及其改进矩形花键拉刀是一种用于加工矩形花键槽的切削工具。它的主要应用领域包括机械加工、模具制造和汽车零部件等。本文将对矩形花键拉刀的拉削分析和改进进行探讨。一、矩形花键拉刀的拉削分析矩形花键拉刀是通过拉刀技术切削矩形花键槽的一种切削工具。其刀具的形状和切削原理影响着拉削的效果和加工质量。常见的矩形花键拉刀包括拉刀身、导向板、切削刃、切削角和刀柄等组成。1.刀具形状分析矩形花键拉刀的刀具形状对于拉削效果至关重要。刀柄部分用于刀具的固定和操控,刀身是切削过程中刀具与工件之间的主要接触部位
一种渐开线花键拉刀及其拉削方法.pdf
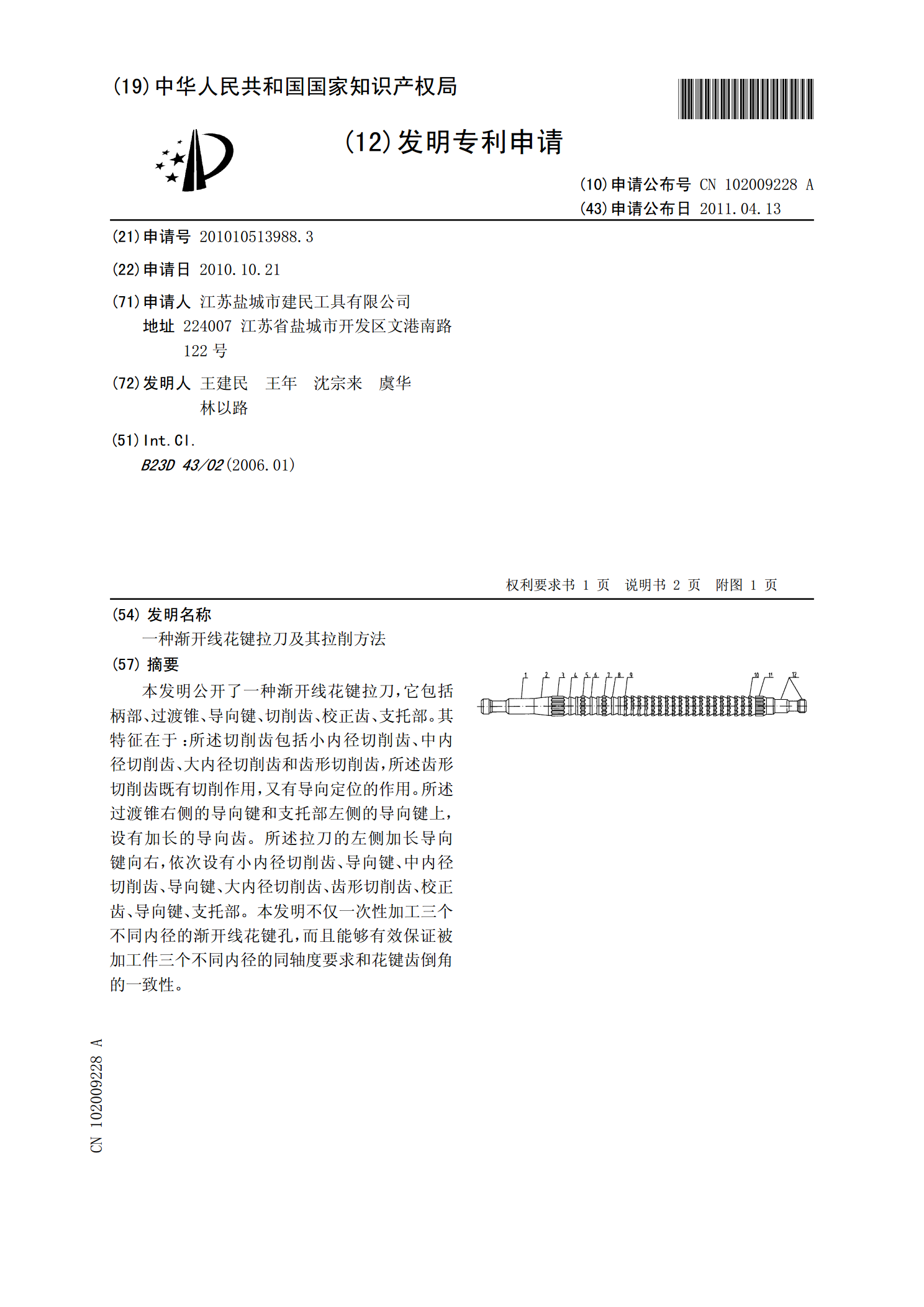
本发明公开了一种渐开线花键拉刀,它包括柄部、过渡锥、导向键、切削齿、校正齿、支托部。其特征在于:所述切削齿包括小内径切削齿、中内径切削齿、大内径切削齿和齿形切削齿,所述齿形切削齿既有切削作用,又有导向定位的作用。所述过渡锥右侧的导向键和支托部左侧的导向键上,设有加长的导向齿。所述拉刀的左侧加长导向键向右,依次设有小内径切削齿、导向键、中内径切削齿、导向键、大内径切削齿、齿形切削齿、校正齿、导向键、支托部。本发明不仅一次性加工三个不同内径的渐开线花键孔,而且能够有效保证被加工件三个不同内径的同轴度要求和花键

内孔拉削工艺.docx
内孔拉削工艺内孔拉削工艺是一种常用于金属加工的工艺方法,通过拉削刀具对工件内孔进行加工。内孔拉削工艺在制造领域中具有广泛的应用,尤其在汽车、航空航天、机床等领域中,对内孔拉削工艺的研究和应用具有重要意义。本论文将就内孔拉削工艺的原理、优势和应用进行深入分析和研究。首先,内孔拉削工艺是指通过拉削刀具对工件内孔进行加工的方法。它相比于其他加工方法如钻孔、铰孔等具有如下优势:一是加工精度高。内孔拉削工艺能够保证内孔的尺寸精度和形状精度,且表面质量好。二是加工效率高。内孔拉削工艺在一次切削中可以完成多个工序,大大

应用螺旋拉刀拉削小孔.docx
应用螺旋拉刀拉削小孔螺旋拉刀拉削小孔是一种常见的切削加工方法,广泛应用于工业生产中。本文将从螺旋拉刀的结构、工作原理、优缺点以及应用领域等几个方面展开论述,以便更好地了解螺旋拉刀拉削小孔的技术。一、螺旋拉刀的结构与工作原理螺旋拉刀是一种特殊的切削工具,其结构与传统的刀具有所不同。它通常由以下几部分组成:1.主刀片:主刀片是螺旋拉刀的核心部分,一般为圆柱形,其表面上有凹凸的螺纹。主刀片的形状和螺纹参数会影响到拉削过程的切削力、切削质量等关键指标。2.引导刀片:引导刀片相对于主刀片进行固定,其作用是引导刀片在