
一种钳口卷取机卸卷控制方法.pdf

如灵****姐姐

1/10

2/10
3/10

4/10

5/10
6/10

7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种钳口卷取机卸卷控制方法.pdf
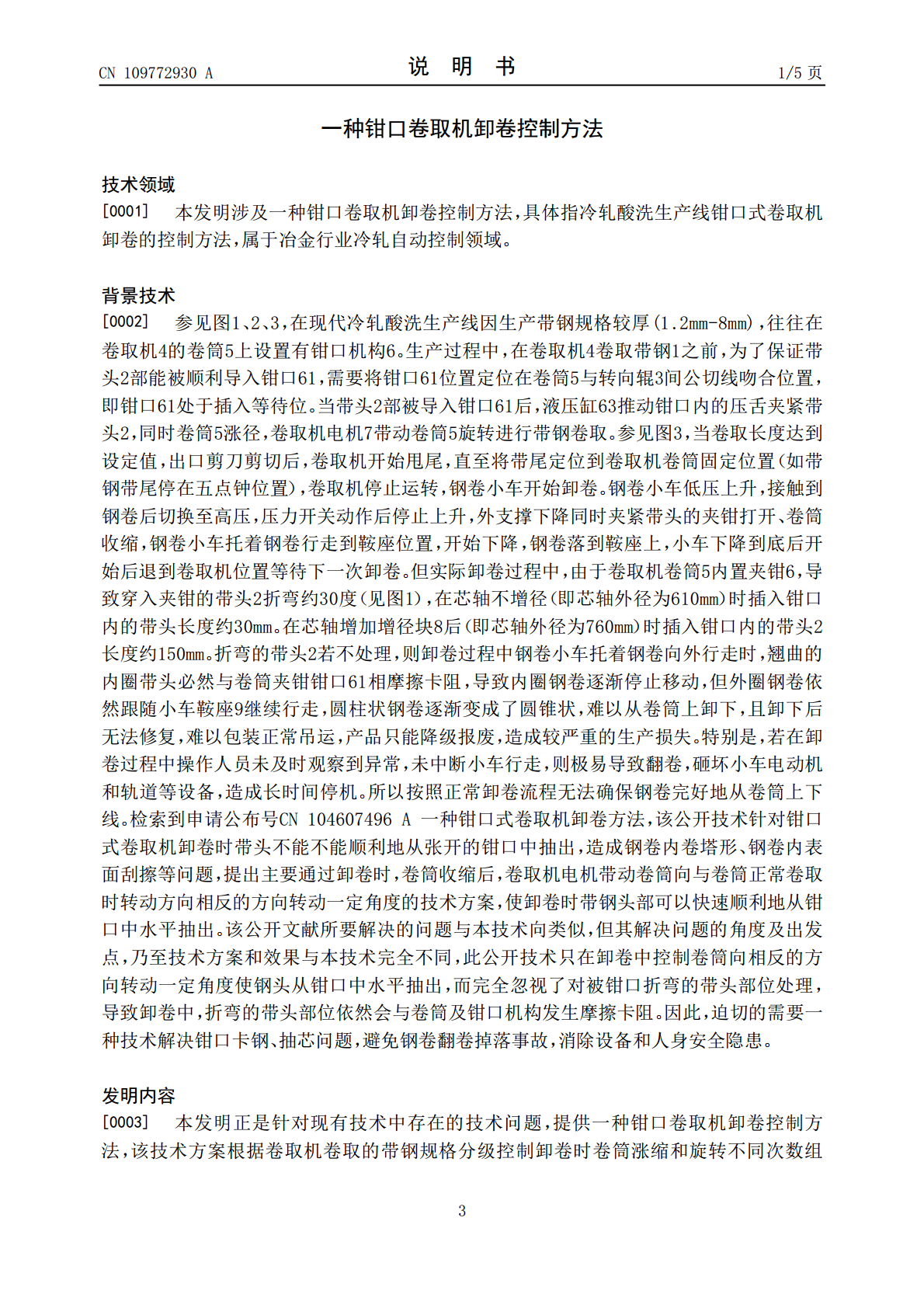
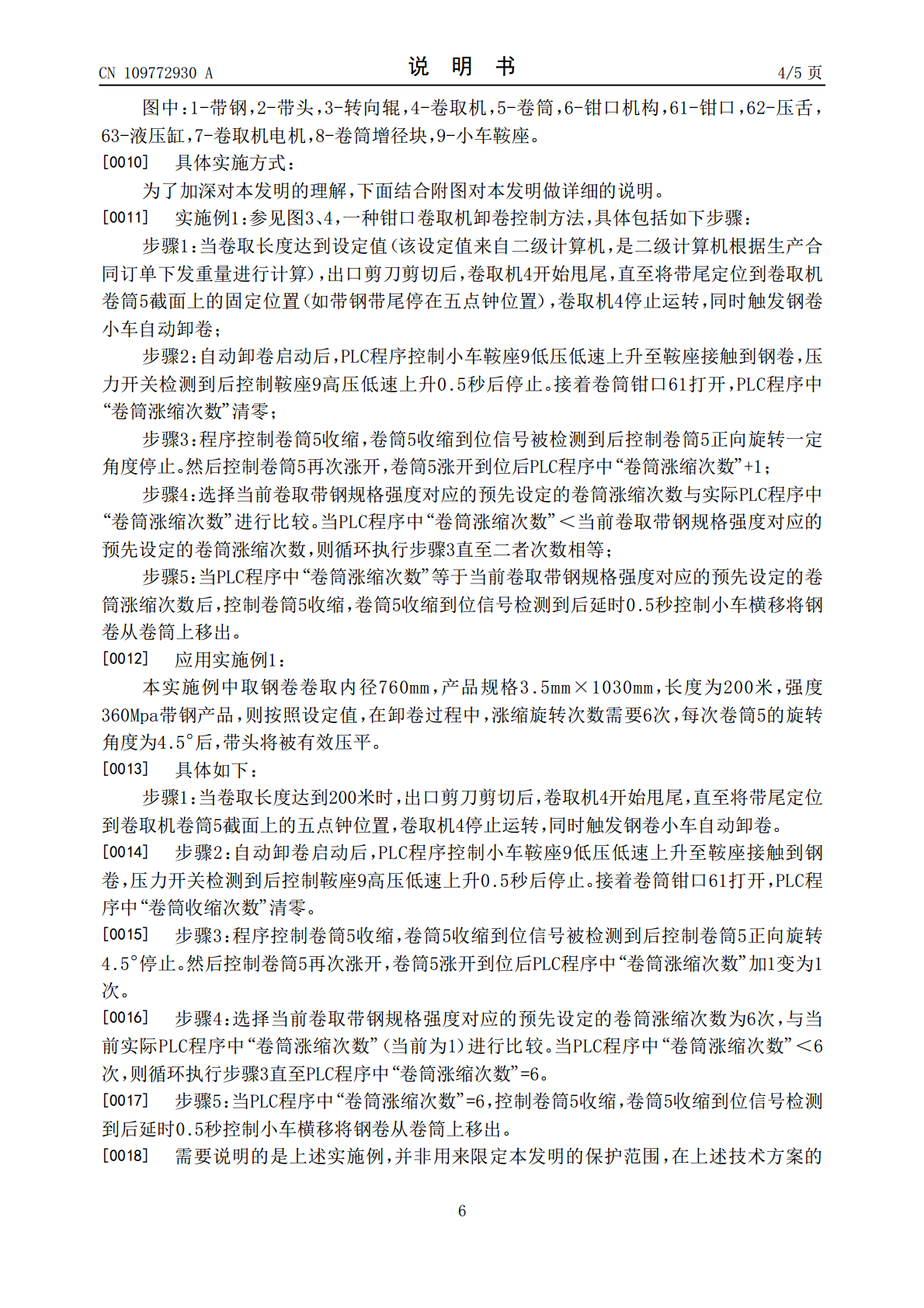
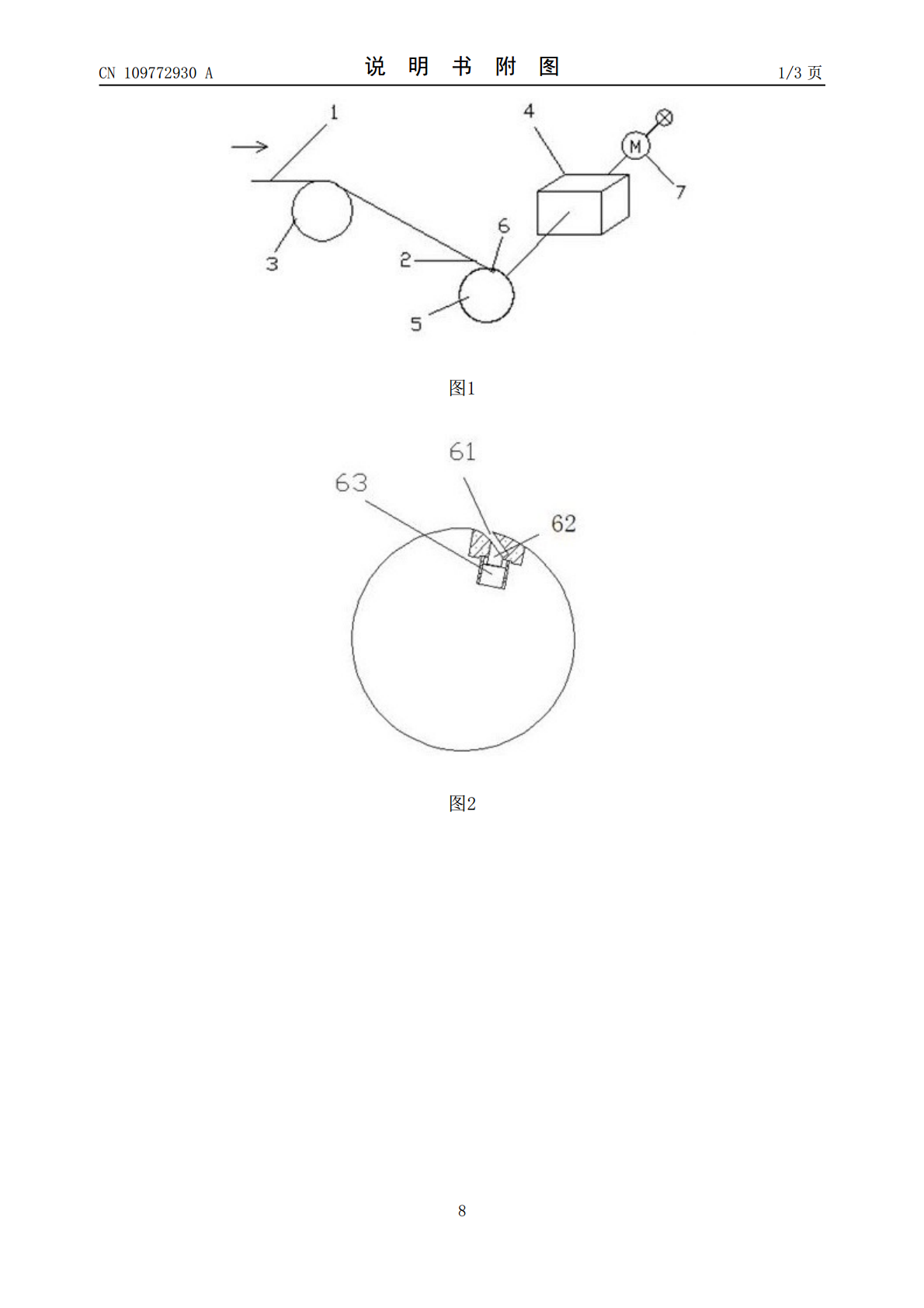
本发明涉及一种钳口卷取机卸卷控制方法,根据卷取机卷取的带钢规格分级控制卸卷时卷筒涨缩和旋转不同次数组合,逐步将卷取时夹入钳口内的带钢移出钳口,并对移出部分进行分次压平,最大程度减少卸卷时带头与卷筒及钳口机构的摩擦卡阻而导致的卸卷事故的发生。

防止卷取机卸卷翻卷的安全控制方法.pdf
本发明公开了一种防止卷取机卸卷翻卷的安全控制方法和实现装置,主要解决现有技术存在现场难以解决的技术问题,尤其解决了冷轧酸轧机组卸卷时编码器计数不精确造成的钢卷与步进梁碰撞导致翻卷的事故,该方法可以有效的判断出钢卷小车横向移动和高度对中的位置是否正确,并能及时发现钢卷小车位置异常,有效避免钢卷运输过程中的翻卷事故,采用本发明技术可以有效的提升卸卷效果,同时有效控制卸卷的安全性。

防止卷取机卸卷时钢卷内圈抽芯的控制方法.pdf
本发明提供一种防止卷取机卸卷时钢卷内圈抽芯的控制方法。本发明的防止卷取机卸卷时钢卷内圈抽芯的控制方法,包括以下步骤:卷取完成钳口位置侦测步骤;带钢理想剪切点计算步骤;带尾定位步骤;自动卸卷步骤。采用本发明能够完全消除卸卷时带头卡阻、钢卷内圈划伤、抽芯现象。

一种带机械钳口的棱锥轴式卷取机卷筒.pdf
本发明公开了一种带机械钳口的棱锥轴式卷取机卷筒,它包括棱锥主轴、三块扇形板、一块钳口扇形板、花键套、轴承组件,它还包括轴向斜楔、机械钳口组件,机械钳口组件包括钳口板Ⅰ、钳口板Ⅱ、钳口板Ⅲ、若干个弹簧、若干个腰形顶块;轴向斜楔设置在棱锥主轴中心的轴向通孔内;钳口扇形板外圆面沿轴向贯通设有凹槽,机械钳口组件设置在凹槽内,钳口板Ⅰ和钳口板Ⅱ固定在钳口扇形板上,钳口板Ⅲ设置在钳口板Ⅰ和钳口板Ⅱ的中间,弹簧设置在钳口扇形板的径向盲孔内,腰形顶块设置在轴向斜楔、棱锥主轴和钳口扇形板三者的腰形槽内;腰形顶块和弹簧不相干
一种带液压钳口的棱锥套式卷取机卷筒.pdf
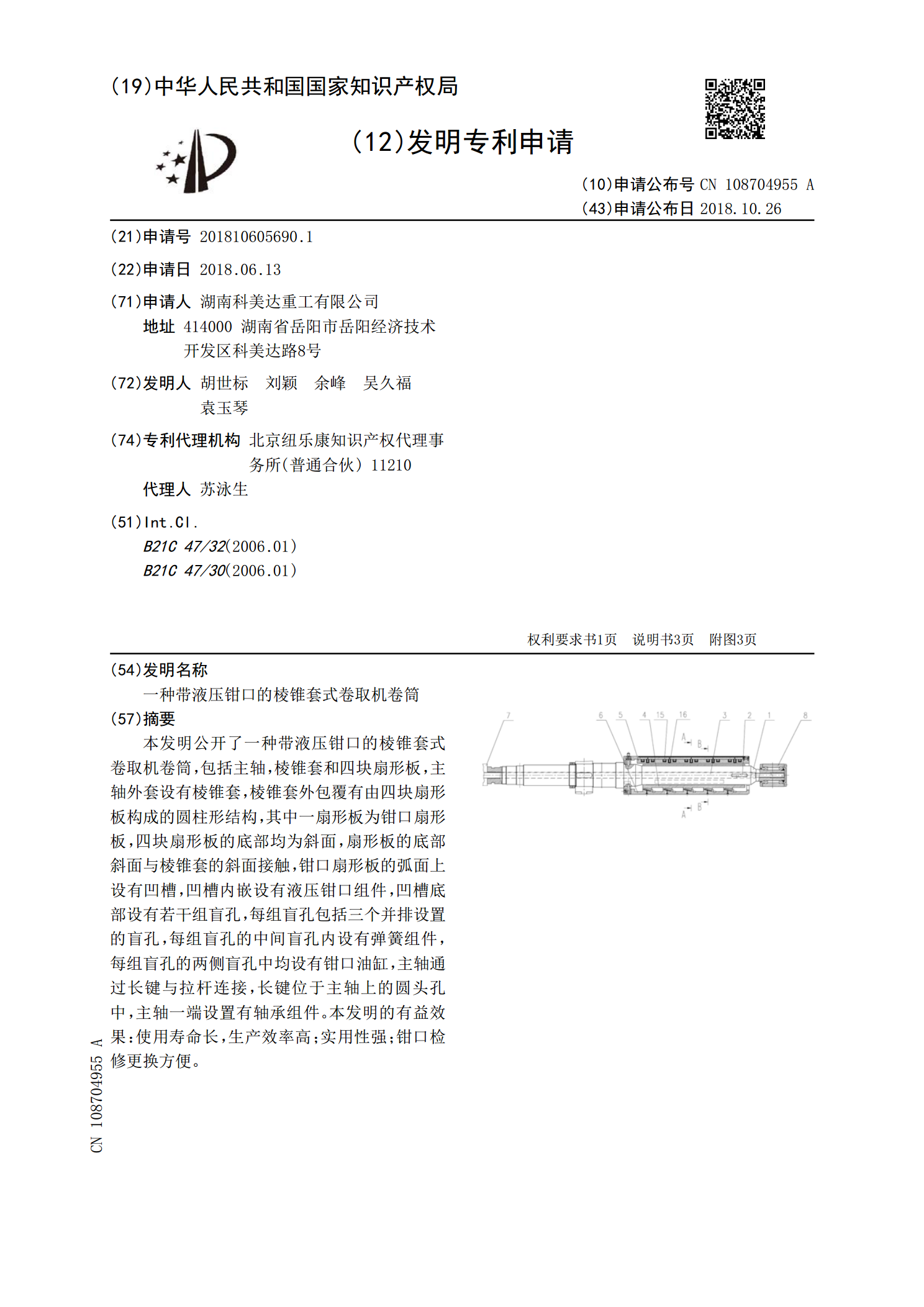
本发明公开了一种带液压钳口的棱锥套式卷取机卷筒,包括主轴,棱锥套和四块扇形板,主轴外套设有棱锥套,棱锥套外包覆有由四块扇形板构成的圆柱形结构,其中一扇形板为钳口扇形板,四块扇形板的底部均为斜面,扇形板的底部斜面与棱锥套的斜面接触,钳口扇形板的弧面上设有凹槽,凹槽内嵌设有液压钳口组件,凹槽底部设有若干组盲孔,每组盲孔包括三个并排设置的盲孔,每组盲孔的中间盲孔内设有弹簧组件,每组盲孔的两侧盲孔中均设有钳口油缸,主轴通过长键与拉杆连接,长键位于主轴上的圆头孔中,主轴一端设置有轴承组件。本发明的有益效果:使用寿命