
一种气动工装夹具.pdf

山柳****魔王

1/7

2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种气动工装夹具.pdf
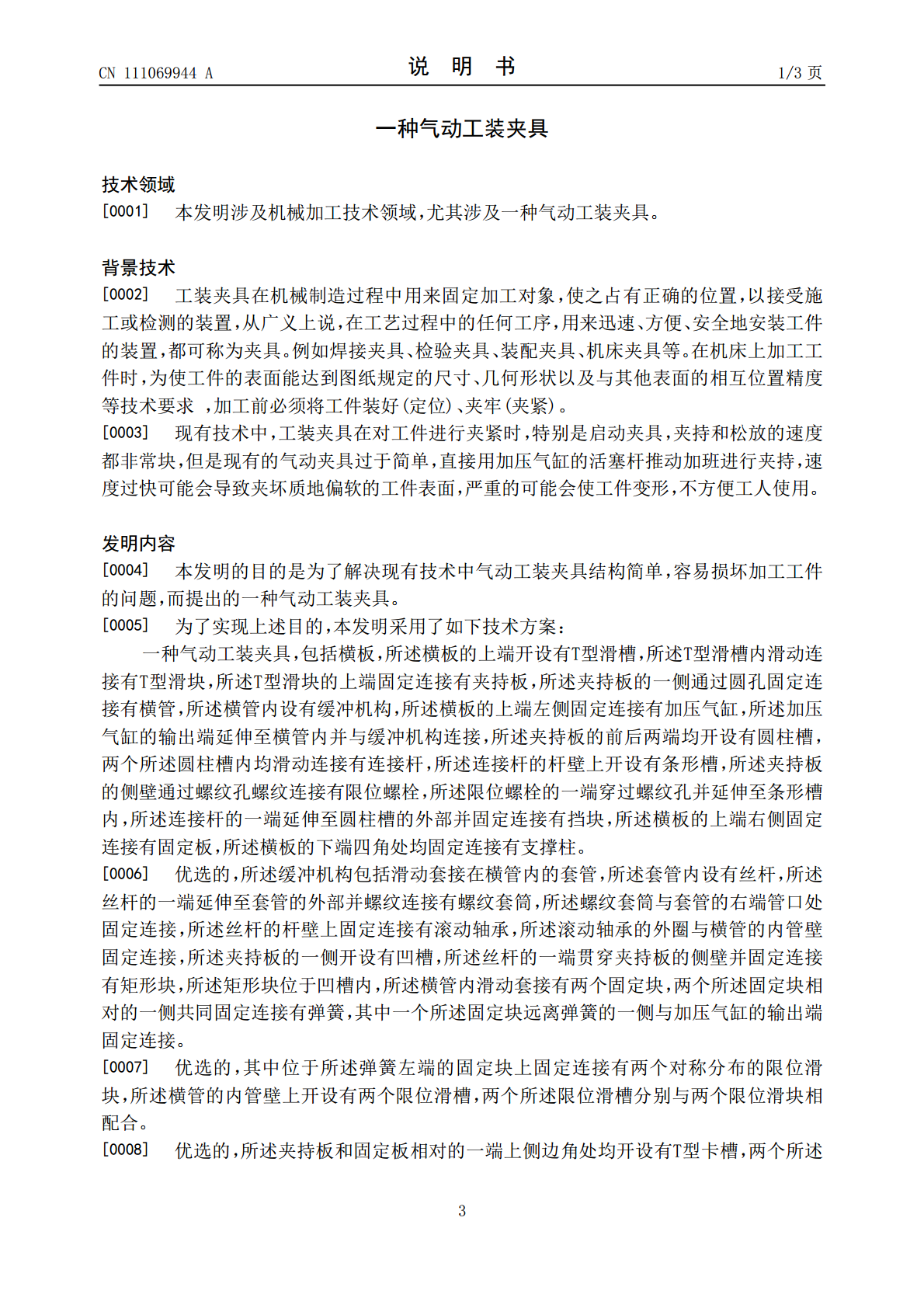
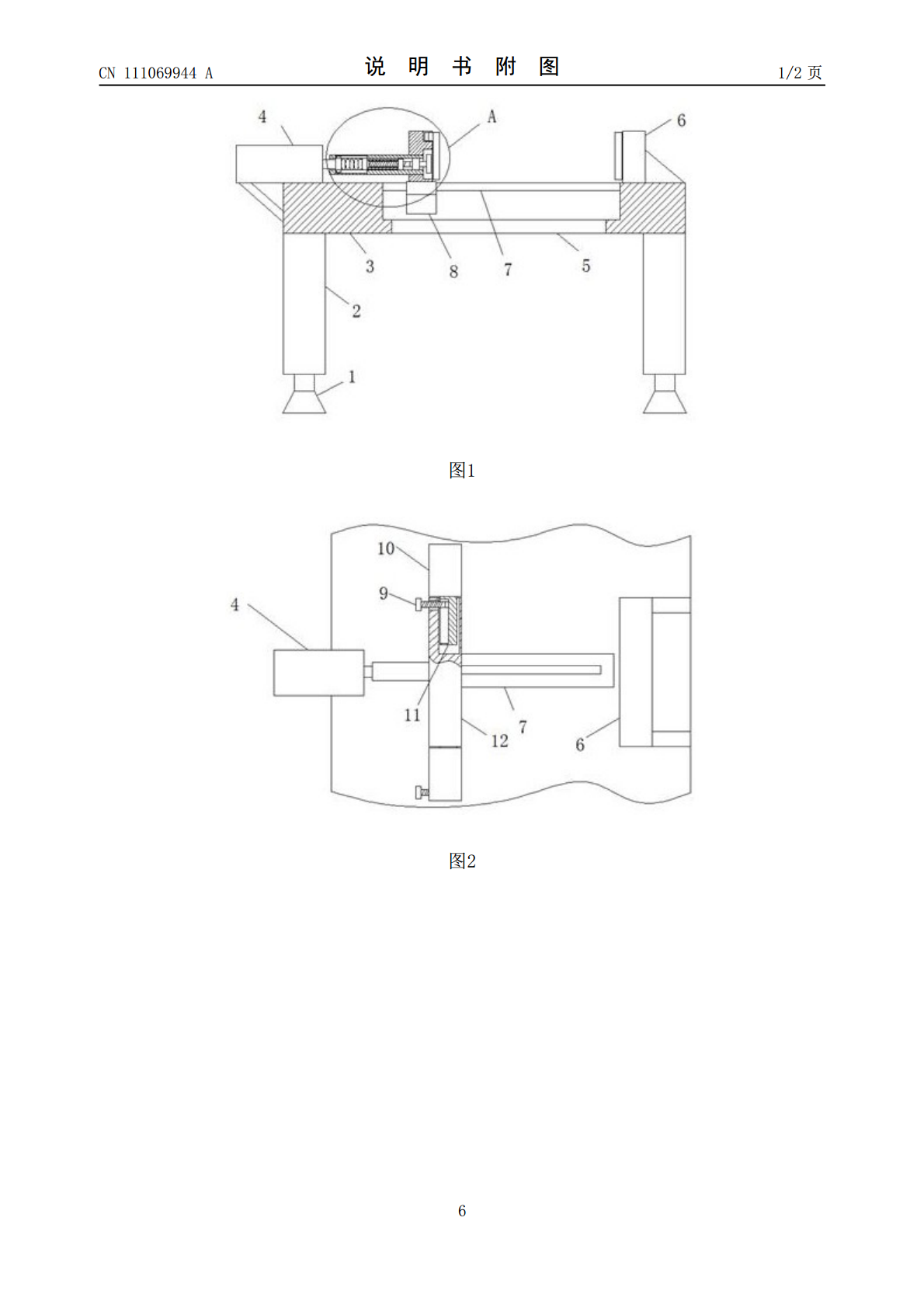
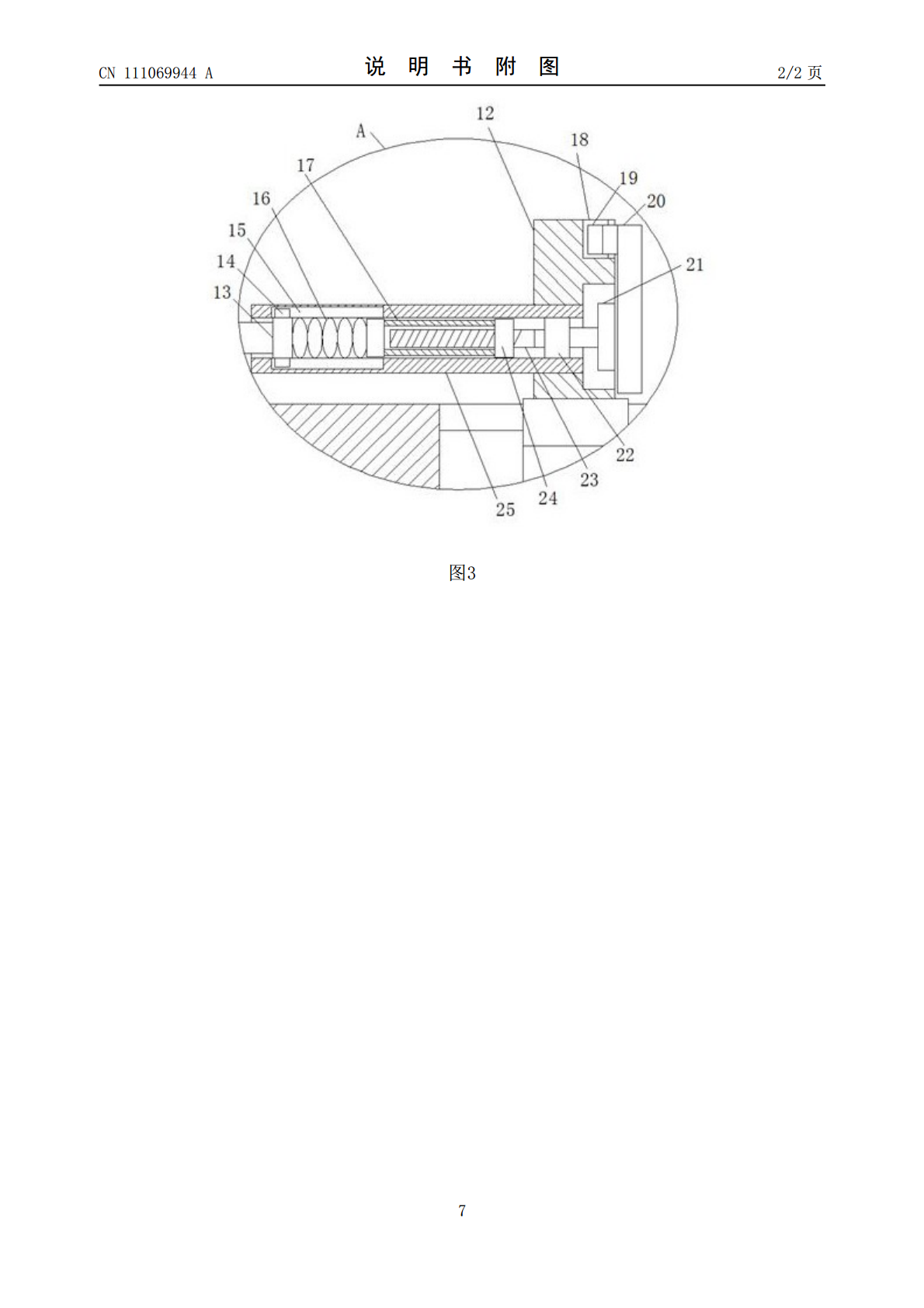
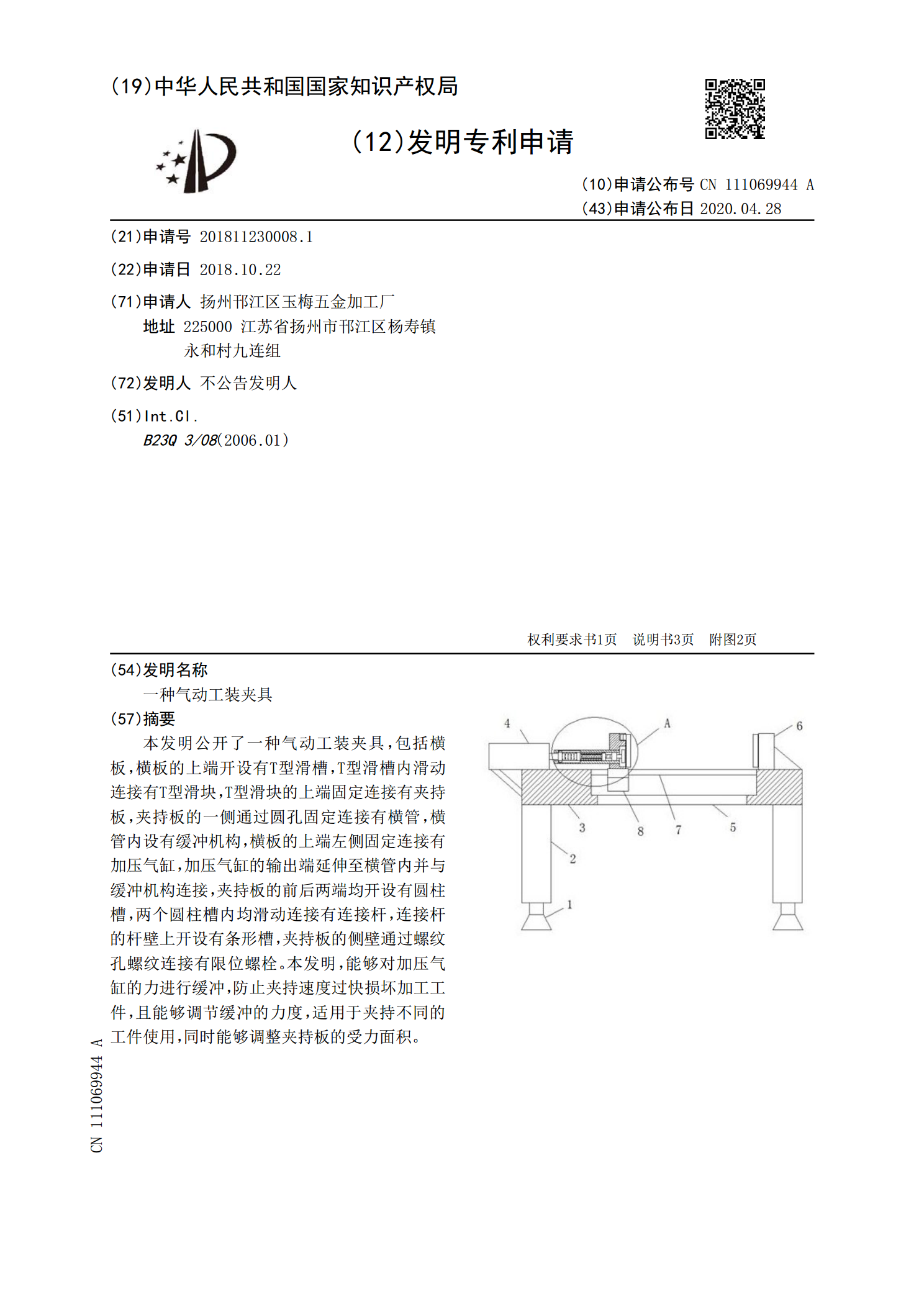
本发明公开了一种气动工装夹具,包括横板,横板的上端开设有T型滑槽,T型滑槽内滑动连接有T型滑块,T型滑块的上端固定连接有夹持板,夹持板的一侧通过圆孔固定连接有横管,横管内设有缓冲机构,横板的上端左侧固定连接有加压气缸,加压气缸的输出端延伸至横管内并与缓冲机构连接,夹持板的前后两端均开设有圆柱槽,两个圆柱槽内均滑动连接有连接杆,连接杆的杆壁上开设有条形槽,夹持板的侧壁通过螺纹孔螺纹连接有限位螺栓。本发明,能够对加压气缸的力进行缓冲,防止夹持速度过快损坏加工工件,且能够调节缓冲的力度,适用于夹持不同的工件使用
一种快速气动工装夹具.pdf
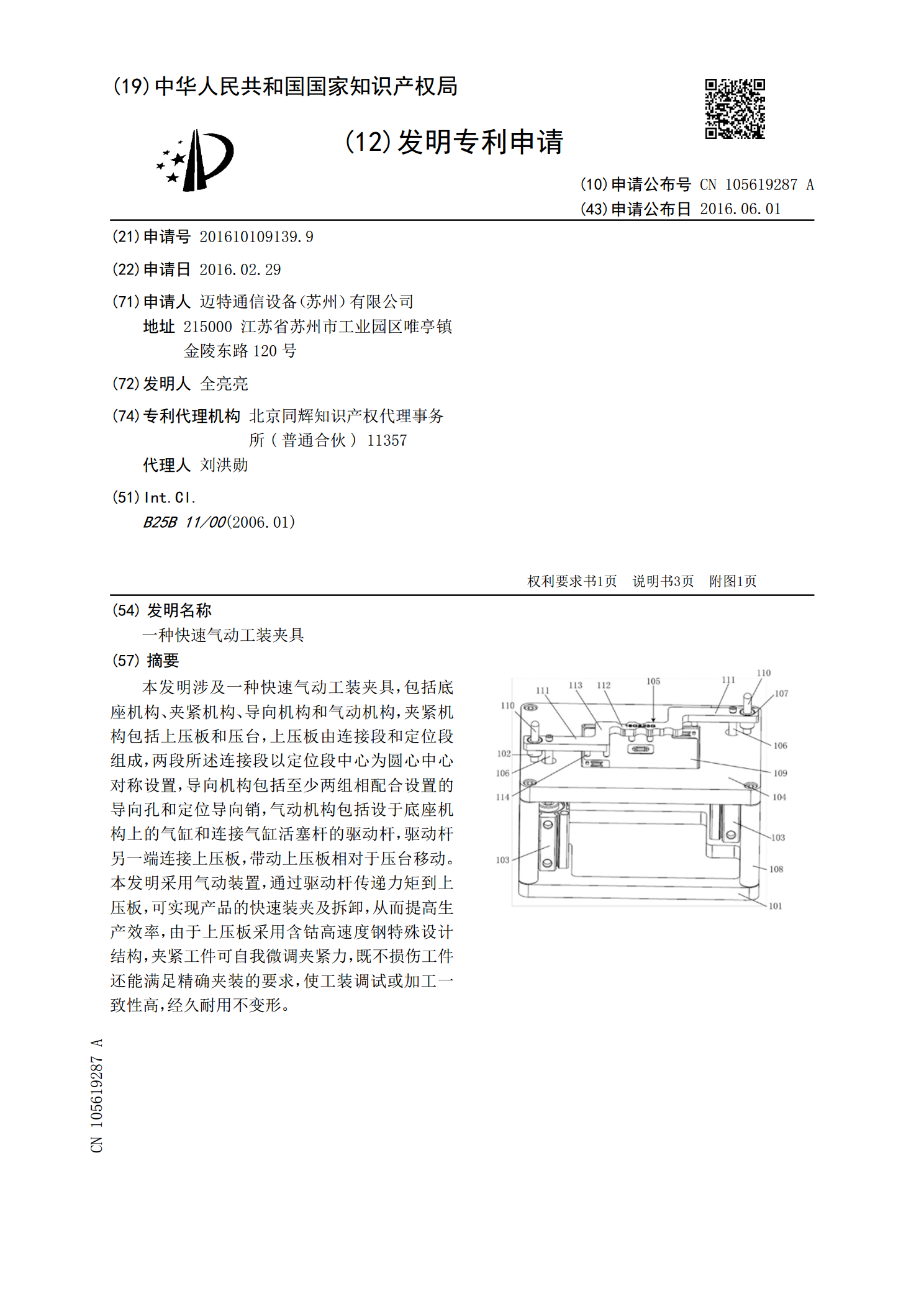
本发明涉及一种快速气动工装夹具,包括底座机构、夹紧机构、导向机构和气动机构,夹紧机构包括上压板和压台,上压板由连接段和定位段组成,两段所述连接段以定位段中心为圆心中心对称设置,导向机构包括至少两组相配合设置的导向孔和定位导向销,气动机构包括设于底座机构上的气缸和连接气缸活塞杆的驱动杆,驱动杆另一端连接上压板,带动上压板相对于压台移动。本发明采用气动装置,通过驱动杆传递力矩到上压板,可实现产品的快速装夹及拆卸,从而提高生产效率,由于上压板采用含钴高速度钢特殊设计结构,夹紧工件可自我微调夹紧力,既不损伤工件还
一种轮毂单元气动夹具工装.pdf
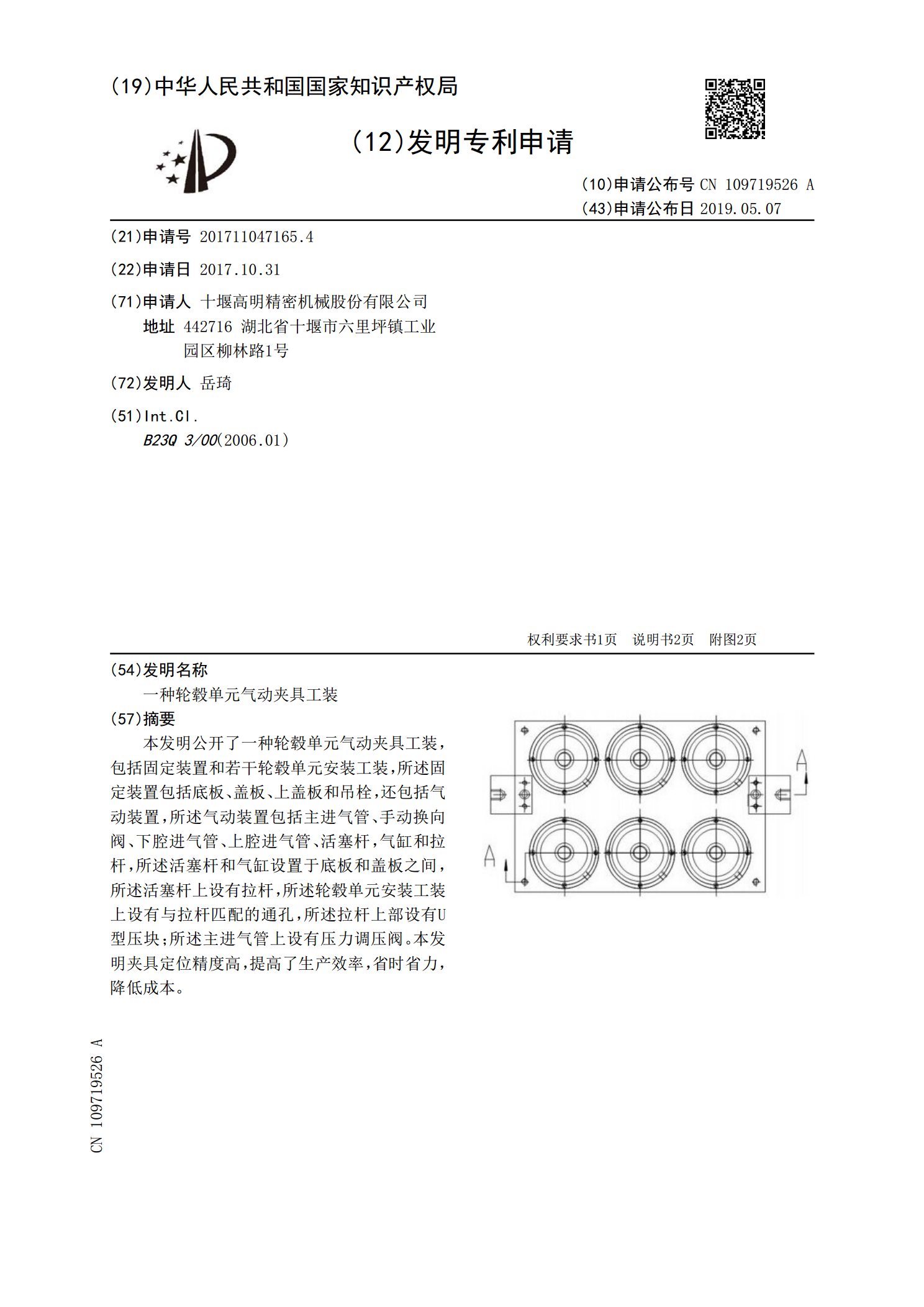
本发明公开了一种轮毂单元气动夹具工装,包括固定装置和若干轮毂单元安装工装,所述固定装置包括底板、盖板、上盖板和吊栓,还包括气动装置,所述气动装置包括主进气管、手动换向阀、下腔进气管、上腔进气管、活塞杆,气缸和拉杆,所述活塞杆和气缸设置于底板和盖板之间,所述活塞杆上设有拉杆,所述轮毂单元安装工装上设有与拉杆匹配的通孔,所述拉杆上部设有U型压块;所述主进气管上设有压力调压阀。本发明夹具定位精度高,提高了生产效率,省时省力,降低成本。
一种轮毂单元气动夹具工装.pdf
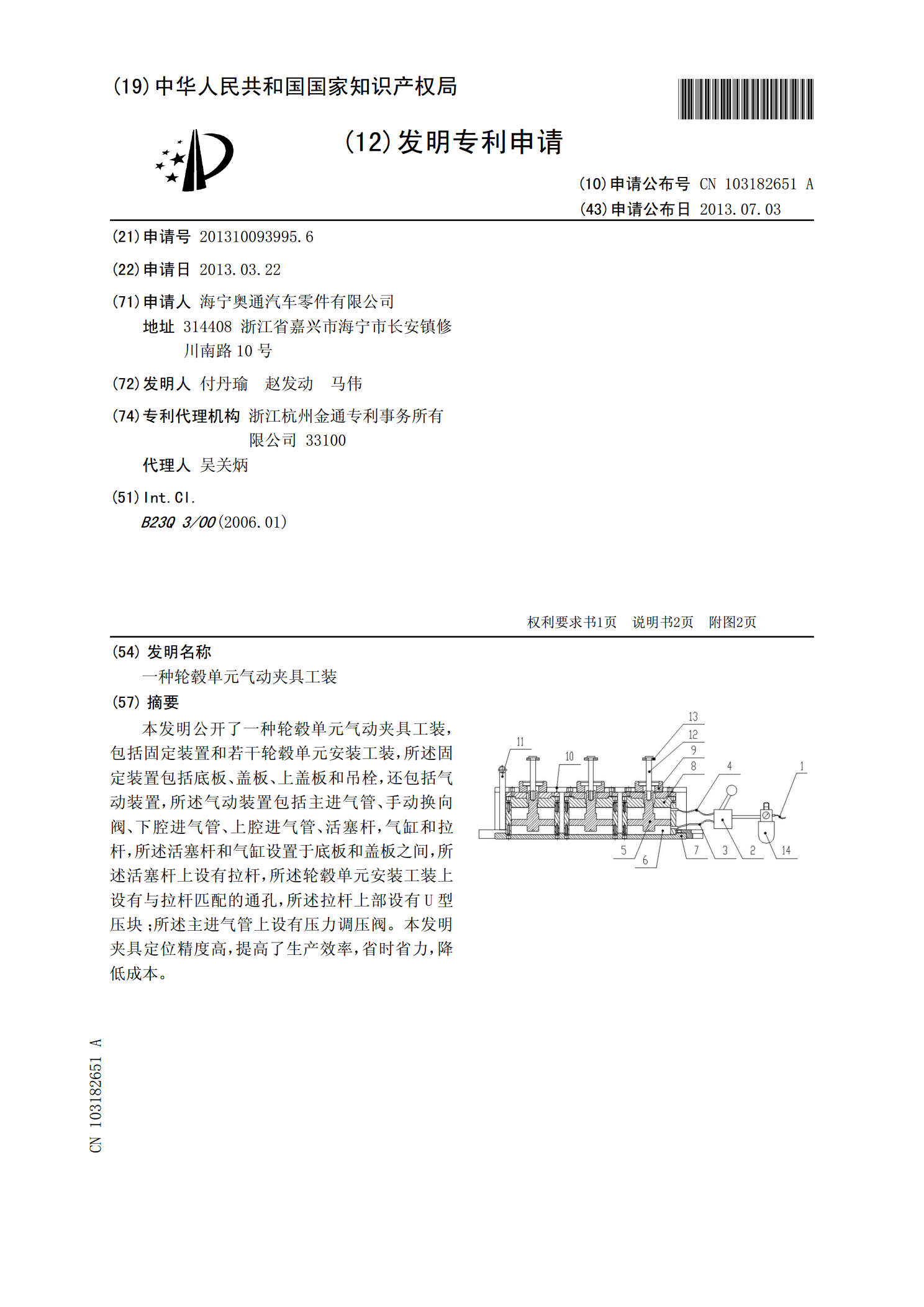
本发明公开了一种轮毂单元气动夹具工装,包括固定装置和若干轮毂单元安装工装,所述固定装置包括底板、盖板、上盖板和吊栓,还包括气动装置,所述气动装置包括主进气管、手动换向阀、下腔进气管、上腔进气管、活塞杆,气缸和拉杆,所述活塞杆和气缸设置于底板和盖板之间,所述活塞杆上设有拉杆,所述轮毂单元安装工装上设有与拉杆匹配的通孔,所述拉杆上部设有U型压块;所述主进气管上设有压力调压阀。本发明夹具定位精度高,提高了生产效率,省时省力,降低成本。

一种气动夹具.pdf
本发明公开的一种气动夹具,包括底座以及一对条形板,一对条形板安置于底座前壁面,一对条形板侧壁面开设有条形凹槽,每个条形凹槽内侧壁面固定有条形滑轨,每个条形滑轨上均装配有移动轮,每个移动轮侧壁面均固定有支撑座,每个支撑座侧壁面均固定有气缸,每个气缸驱动端均固定有顶板,每个顶板侧壁面均固定有圆环,一对支撑座之间固定有支杆,且支杆贯穿一对圆环,支杆侧壁面固定有支架,底座前壁面且位于一对条形板之间的部分固定有驱动安装座,驱动安装座上固定有电动推杆,电动推杆驱动端与支架相连接。本气动夹具通过气缸相互运动,将物体夹住