
一种双机架湿平整机延伸率控制方法.pdf

一条****淑淑

1/9

2/9
3/9

4/9
5/9
6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种双机架湿平整机延伸率控制方法.pdf
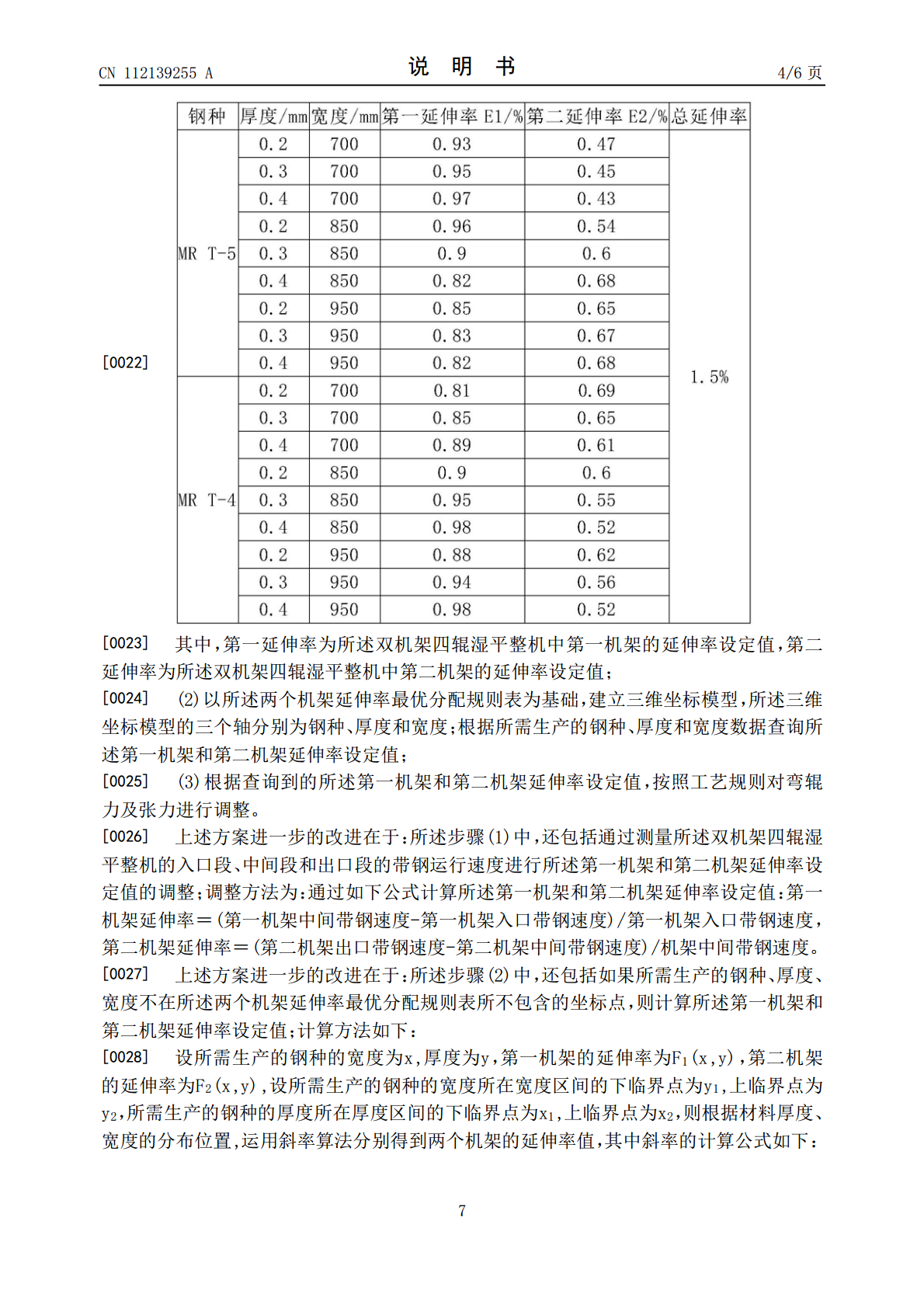
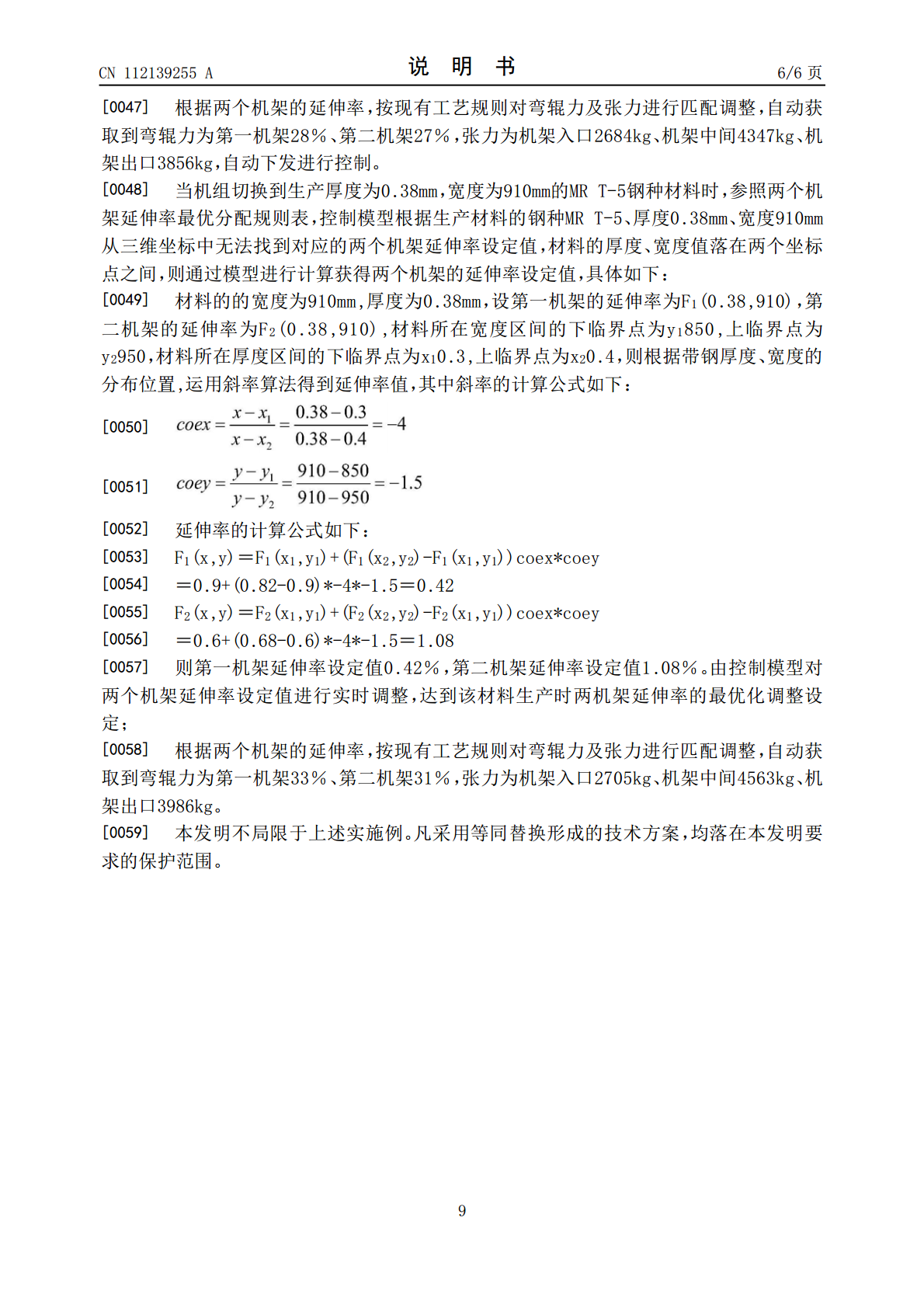
本发明涉及一种双机架湿平整机延伸率控制方法,包括:制定规则表,建立模型和调整等步骤。本发明提供的双机架湿平整机延伸率控制方法,生产过程中当钢种、厚度和宽度发生变化时,运用延伸率设定值取值计算模型对两个机架的延伸率设定值实时计算调整,达到不同材料生产过程中两个机架延伸率的最优化调整设定,实现了延伸率模型化的自动调整控制,同时根据两个机架延伸率,按现有工艺规则对弯辊力及张力进行实时自动匹配调整。

一种双机架湿平整机组工作辊表面粗糙度的预报方法.pdf
本发明涉及一种双机架湿平整机组工作辊表面粗糙度的预报方法,主要解决现有双机架湿平整机组工作辊表面粗糙度无法准确在线预报的技术问题。本发明方法,包括:(a)计算机组针对不同钢种生产工艺的双机架湿平整机组工作辊表面粗糙度预报模型;(b)给定工作辊在轧制周期内表面粗糙度的下限值Ra
一种纱线调整机架.pdf
本发明公开了一种纱线调整机架,包括皮带轮机构、基座、平衡水箱、传动辊轴固定柱和把手,所述基座底端的四个拐角处均安装有万向轮,所述传动辊轴固定柱一侧的工作台顶端均安装有电机,且电机的输出端均通过皮带轮机构与传动辊轴连接,所述传动辊轴固定柱另一侧的工作台顶部两端均安装有导向辊轴固定柱,且导向辊轴固定柱之间固定有导向辊轴,所述控制面板的输出端通过导线与液压支撑柱的输入端电性连接,所述控制面板的输出端通过导线与电机的输入端电性连接,所述红外线测距仪的输出端通过导线与控制面板的输入端电性连接。本发明通过安装有平衡水

一种湿光整机.pdf
本发明提供一种湿光整机,该湿光整机入口设置有湿光整喷射系统,通过向轧辊和带钢喷射脱盐水,实现清洁、改善轧辊工况和提高产品质量等目的;在光整机出口设置有空气吹扫系统,用于除去带钢表面残留的脱盐水。该湿光整机包括弯辊平衡装置、上置式的轧制线调整装置、推上装置、轧辊装配、辅助辊装配、机架装配、轧辊清洗装置、湿光整喷射系统和空气吹扫装置等。本发明与上置式压下装置相比,结构形式先进、控制精度高、工作稳定;相比较于干光整机,此光整机具备轧辊寿命长,产品质量高等优点,可广泛应用到冷轧后处理生产线。

带钢平整机延伸率控制研究的任务书.docx
带钢平整机延伸率控制研究的任务书任务书题目:带钢平整机延伸率控制研究任务背景:带钢平整机作为现代钢铁制造中不可或缺的重要设备,其主要功能是将钢卷进行拉伸、矫正、压平等一系列加工操作,以满足各种成品钢的质量和规格要求。而带钢平整机的性能和技术指标对钢铁行业的发展和产品质量有着直接的影响,尤其是对于带钢延伸率的控制,更是成品钢材质量的关键因素之一。目前,国内外很多公司和研究机构已经开展了带钢平整机的研究和发展工作,但是目前的研究还没有完全解决带钢延伸率控制的问题。为了满足行业的实际需求,本研究团队将针对带钢平