
一种魔T调节膜片加工的方法.pdf

一只****生物


1/10

2/10

3/10

4/10

5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种魔T调节膜片加工的方法.pdf
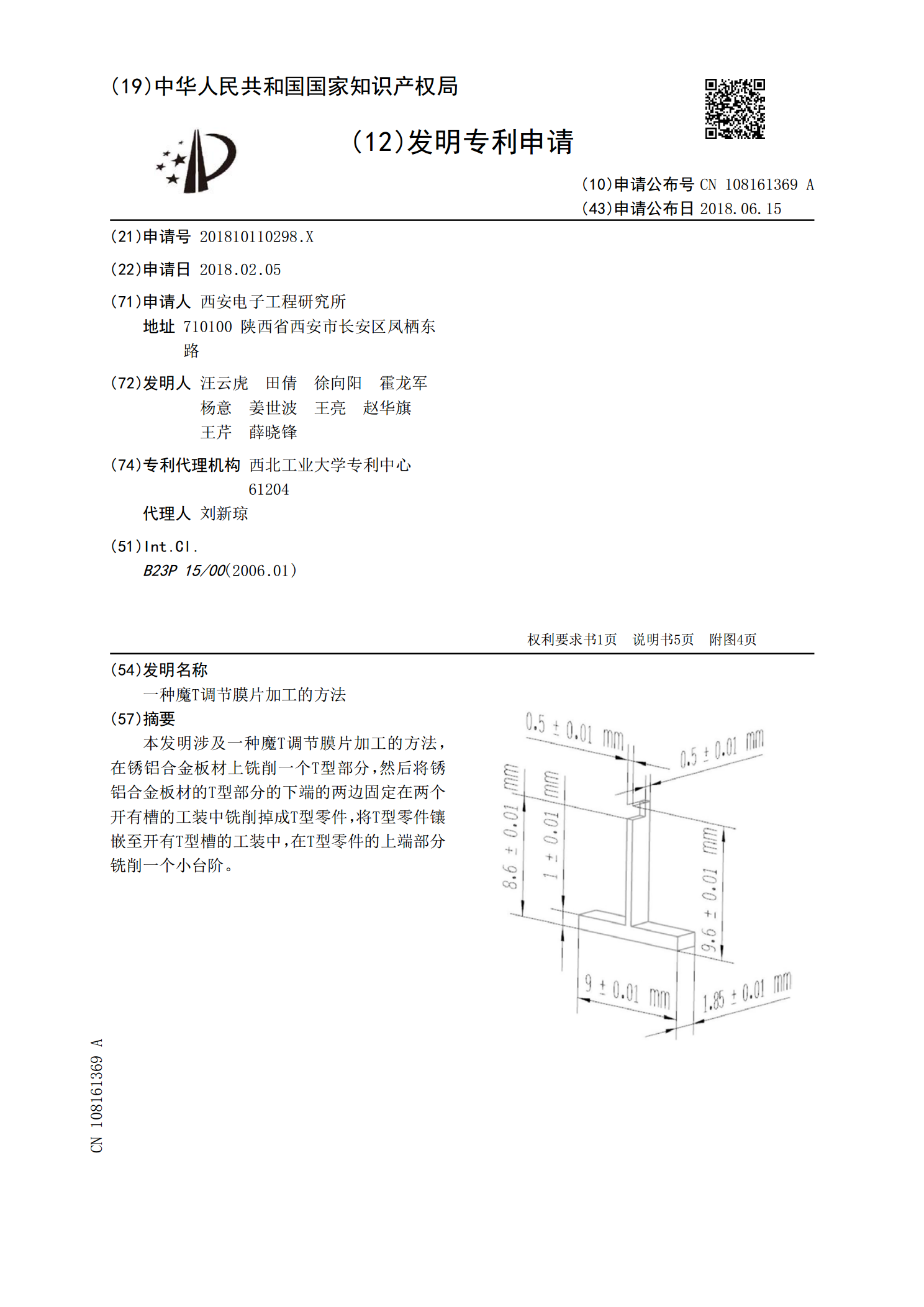
本发明涉及一种魔T调节膜片加工的方法,在锈铝合金板材上铣削一个T型部分,然后将锈铝合金板材的T型部分的下端的两边固定在两个开有槽的工装中铣削掉成T型零件,将T型零件镶嵌至开有T型槽的工装中,在T型零件的上端部分铣削一个小台阶。
膜片加工模具及膜片加工设备.pdf
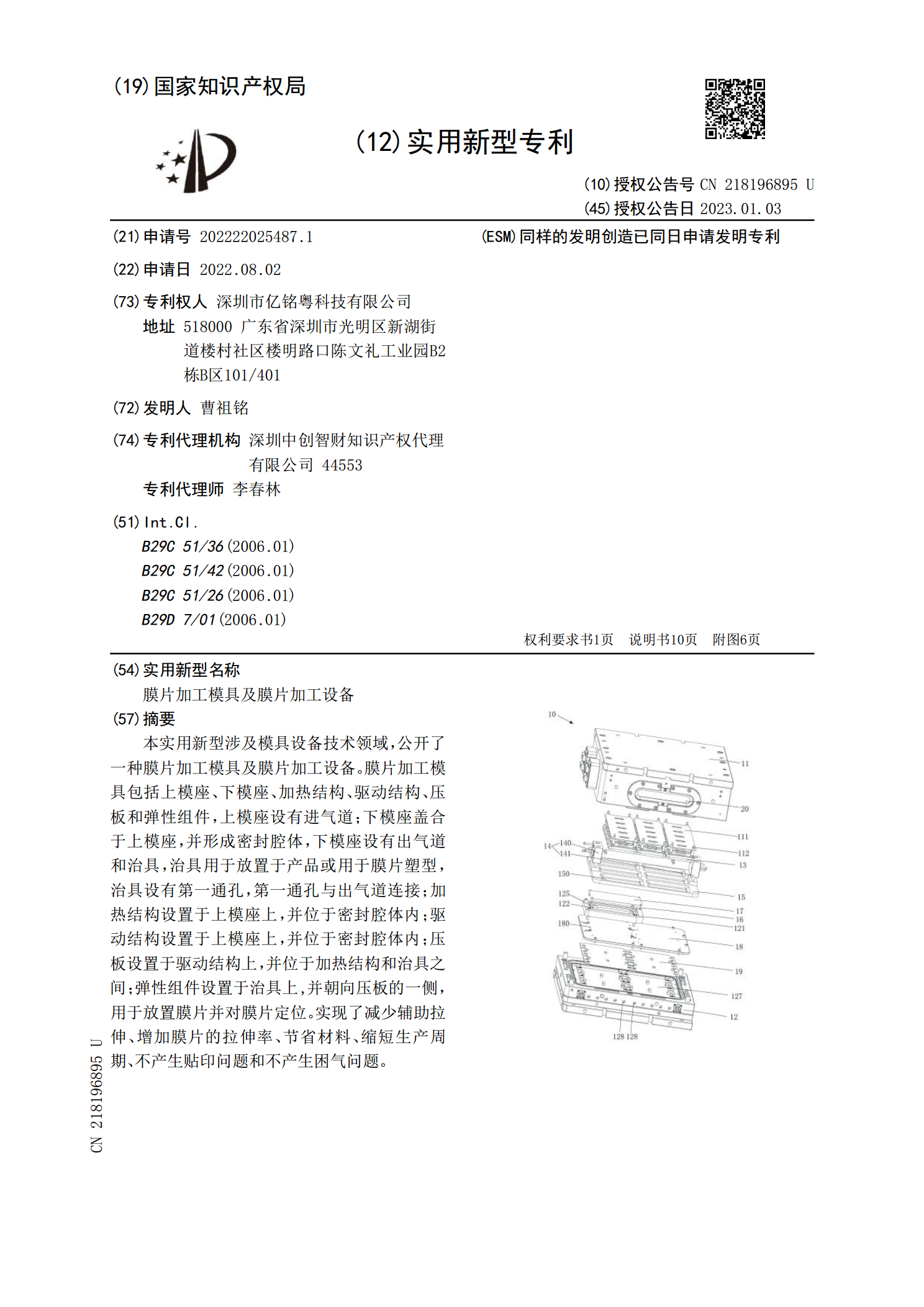
本实用新型涉及模具设备技术领域,公开了一种膜片加工模具及膜片加工设备。膜片加工模具包括上模座、下模座、加热结构、驱动结构、压板和弹性组件,上模座设有进气道;下模座盖合于上模座,并形成密封腔体,下模座设有出气道和治具,治具用于放置于产品或用于膜片塑型,治具设有第一通孔,第一通孔与出气道连接;加热结构设置于上模座上,并位于密封腔体内;驱动结构设置于上模座上,并位于密封腔体内;压板设置于驱动结构上,并位于加热结构和治具之间;弹性组件设置于治具上,并朝向压板的一侧,用于放置膜片并对膜片定位。实现了减少辅助拉伸、增
一种膜片加工装置.pdf
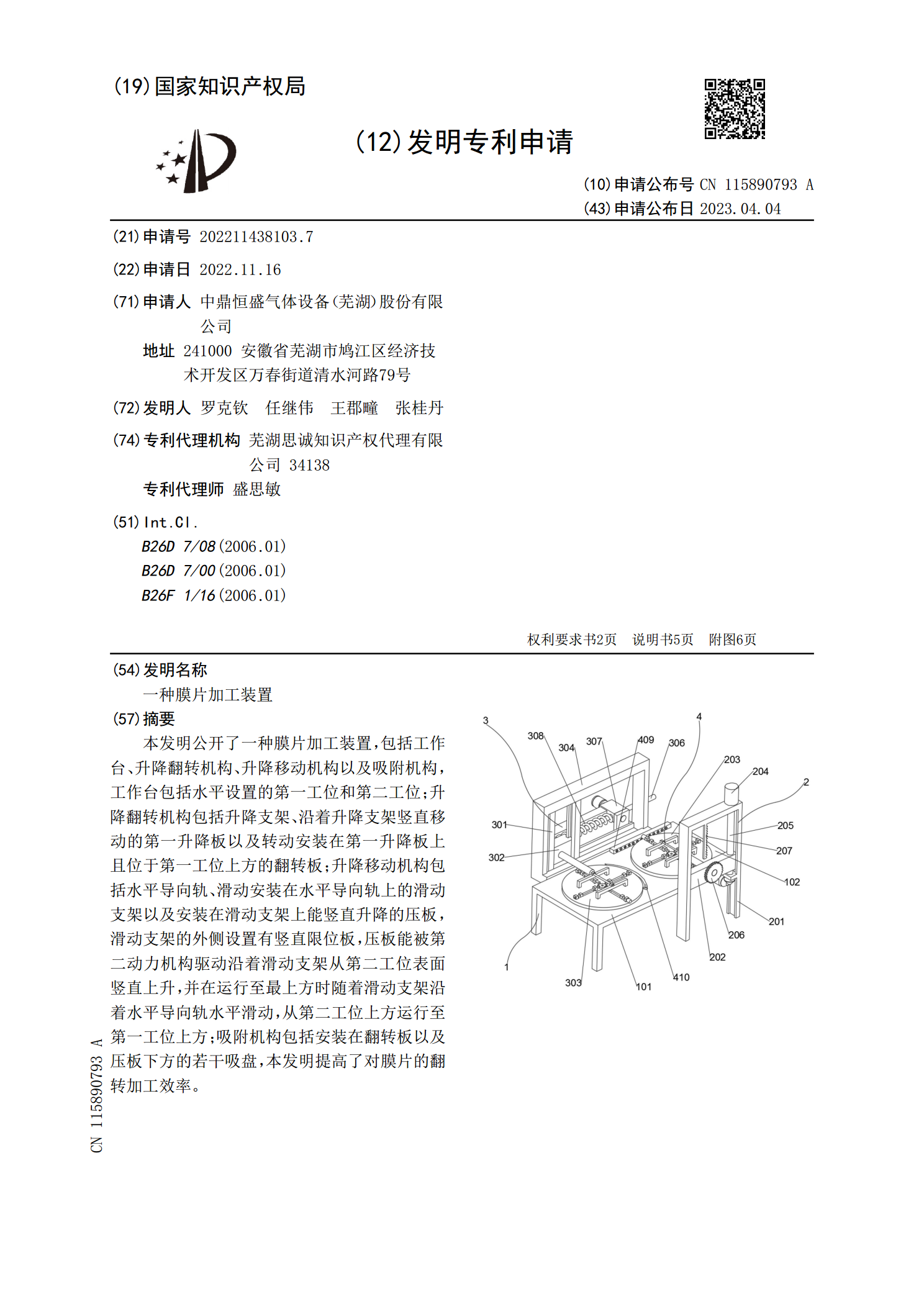
本发明公开了一种膜片加工装置,包括工作台、升降翻转机构、升降移动机构以及吸附机构,工作台包括水平设置的第一工位和第二工位;升降翻转机构包括升降支架、沿着升降支架竖直移动的第一升降板以及转动安装在第一升降板上且位于第一工位上方的翻转板;升降移动机构包括水平导向轨、滑动安装在水平导向轨上的滑动支架以及安装在滑动支架上能竖直升降的压板,滑动支架的外侧设置有竖直限位板,压板能被第二动力机构驱动沿着滑动支架从第二工位表面竖直上升,并在运行至最上方时随着滑动支架沿着水平导向轨水平滑动,从第二工位上方运行至第一工位上方

一种汽车真空助力器用膜片及其加工方法.pdf
本发明提出的一种汽车真空助力器用膜片及其加工方法,其中,膜片包括内骨架和橡胶体,橡胶体为圆盘形橡胶体,圆盘形橡胶体中部具有凸台,凸台开设有安装槽,内骨架安装在安装槽内,内骨架中部开设有盲孔,盲孔与内骨架同轴设置,盲孔内壁设有内螺纹,圆盘形橡胶体外缘沿轴向向外延伸形成第一环形凸起,第一环形凸起前端开设有第一环形凹槽,第一环形凹槽的内外两侧形成第一密封唇和第二密封唇。本发明通过凹槽变形式密封,取代传统的平面压紧式密封,克服了传统膜片密封变形区域不确定、不良率高的缺陷,结构简单,提高了密封性和使用寿命。

一种波导魔T结构.pdf
本发明公开一种波导魔T结构。本发明的波导魔T结构包括:上盖板、下盖板和连接件;上盖板与下盖板的第一位置开设有L型凹槽,L型凹槽形成波导魔T结构的L型矩形波导腔,L型凹槽的端口形成波导魔T结构的隔离端;上盖板与所述下盖板的第二位置开设有T型凹槽,T型凹槽形成波导魔T结构的T型矩形波导腔,T型凹槽形的两个相对端口形成波导魔T结构的两个输出端,T型凹槽形的第三个端口形成所述波导魔T结构的输入端;隔离端与输出端之间通过连接件相连通,连接件将所述隔离端的信号耦合到输出端。本发明的波导魔T结构具有结构更简单紧凑、频带