
一种大飞机机翼上壁板长桁用铝合金型材及其制备方法.pdf

一只****ng

1/10
2/10

3/10
4/10

5/10

6/10
7/10
8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种大飞机机翼上壁板长桁用铝合金型材及其制备方法.pdf
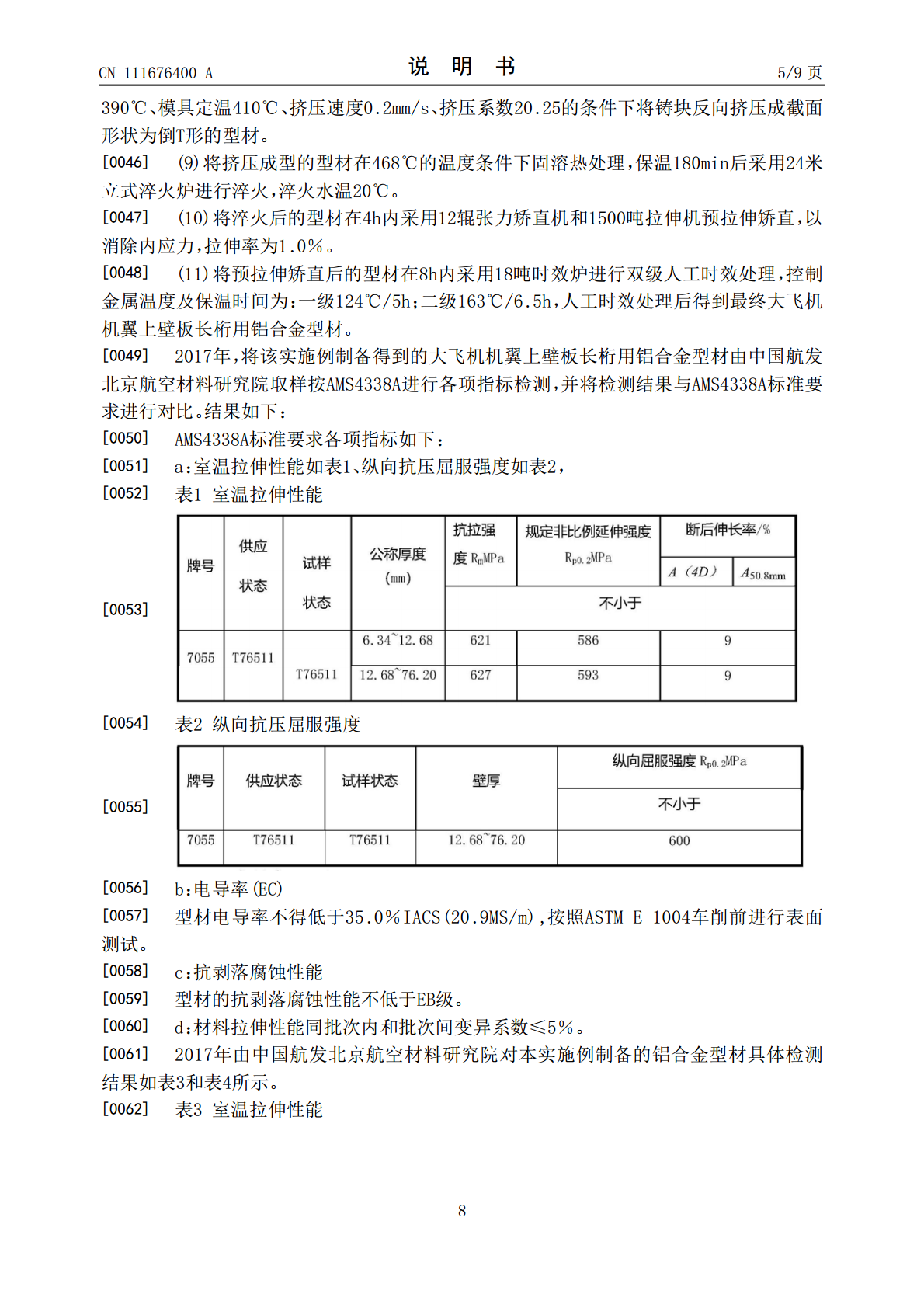
本发明公开了一种大飞机机翼上壁板长桁用铝合金型材及其制备方法,通过添加微量元素Zr、调整主合金元素Zn含量以及设定特定合金成分组成,并使用半连续铸造技术,配合挤压、热处理工艺技术及消除材料内应力、控制变形技术的特定制造方法,极大的提高了材料的强度、室温拉伸性能、室温压缩性能、电导率、抗剥落腐蚀性能及综合性能,型材各项指标满足AMS4336A的要求。完全能替代进口材料,实现了大飞机机翼上壁板长桁用铝合金材料的自主供给及产业化,打破国外的技术垄断,可以满足我国大飞机发展的急需,解决航空工业发展的瓶颈,能满足

一种民机机翼上长桁用折弯型材的折弯方法.pdf
本发明涉及民机机翼型材制造技术领域,具体地说就是一种民机机翼上长桁用折弯型材的折弯方法。一种民机机翼上长桁用折弯型材的折弯方法,包括如下步骤:S1.折弯设备复位;S2.工作台定位;S3.预拉伸;S4.型材固定;S5.模具定位;S6.型材折弯;S7.折弯定型;S8.卸料;S9.裁切型材。本申请避免了折弯后的热处理过程,确保型材形位尺寸,且折弯角度偏差小,合格率高,填补行业内的技术空白,实现了机翼上长桁折弯型材的国产化,破解了民机机翼折弯型材的采购难题,突破了国外铝合金巨头的技术垄断。

一种飞机壁板长桁压紧装置及使用方法.pdf
本发明公开了一种飞机壁板长桁压紧装置,包括基体、弹簧、手柄、导杆、滚轮,基体上制有一个用于手柄通过及压紧装置打开时限位的L型长圆槽,基体下方设有两个与卡板连接的长圆孔,导杆穿过基体并安装在基体侧面上部,导杆中心设有用于固定弹簧的盲孔,弹簧一部分安装在基体内,另一部分固定在导杆后部盲孔内,手柄穿过L型长圆槽与导杆连接,滚轮安装在导杆前端,与长桁零件接触。

一种壁板型材的制备方法.pdf
本发明公开一种壁板型材的制备方法,属于材料加工技术领域;该方法采用连续铸挤法,将熔炼后的金属液体直接浇注在铸挤轮与槽封块组成的型腔中,金属液体在型腔中冷却凝固,同时铸挤轮旋转挤压半固态金属与固态金属,使固态金属通过模具成;连续铸挤方法是将铸造与连续挤压相结合的一种复合方法,该方法不仅缩短了工艺流程,还节约了能源,降低了成本,提高了质量。
一种铝合金型材及其制备方法.pdf
本发明涉及一种铝合金型材。所述合金组成为:6.5-6.8份的Mg、0.05-0.1份的Ti、0.5-0.7份的Mn、0.15-0.25份的Si、0.05-0.07份的Cu和0.1-0.14份的Zn,其余是铝。制备所述铝合金型材的方法是:分别取上述成分的原料在电阻炉中进行熔炼;在炉前取样分析、调整后,依次进行倒炉、净化及静置,得到合金中间产物;再将上述合金中间产物在同水平热顶铸造机中进行铸造;最后将铸锭进行均匀化处理、挤压成型、淬火、拉伸校直及人工时效,即得到铝合金型材。本发明的有益效果是:本发明提供这种高