
清洗机喷嘴用成型装置.pdf

斌斌****公主


1/5

2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
清洗机喷嘴用成型装置.pdf
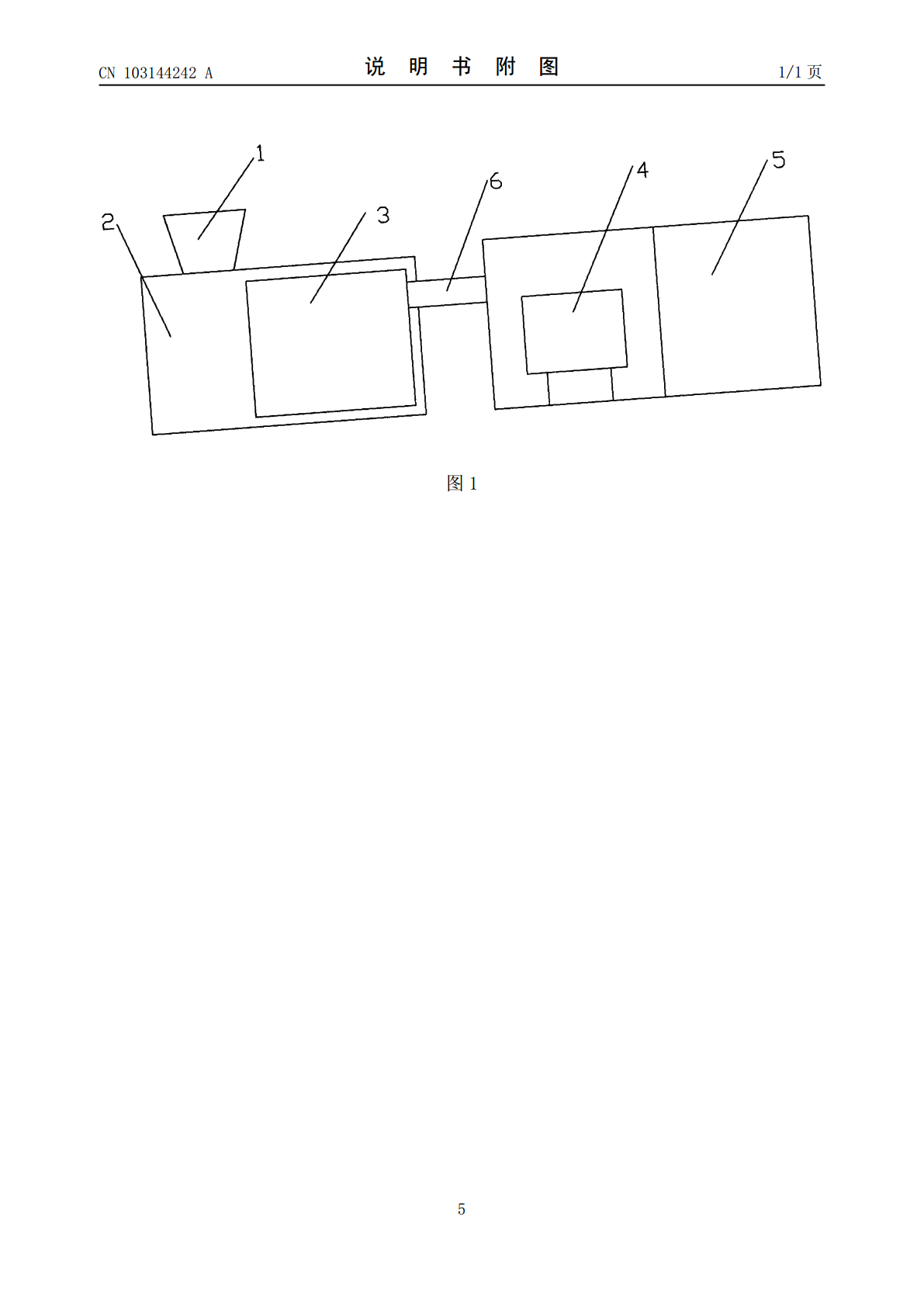
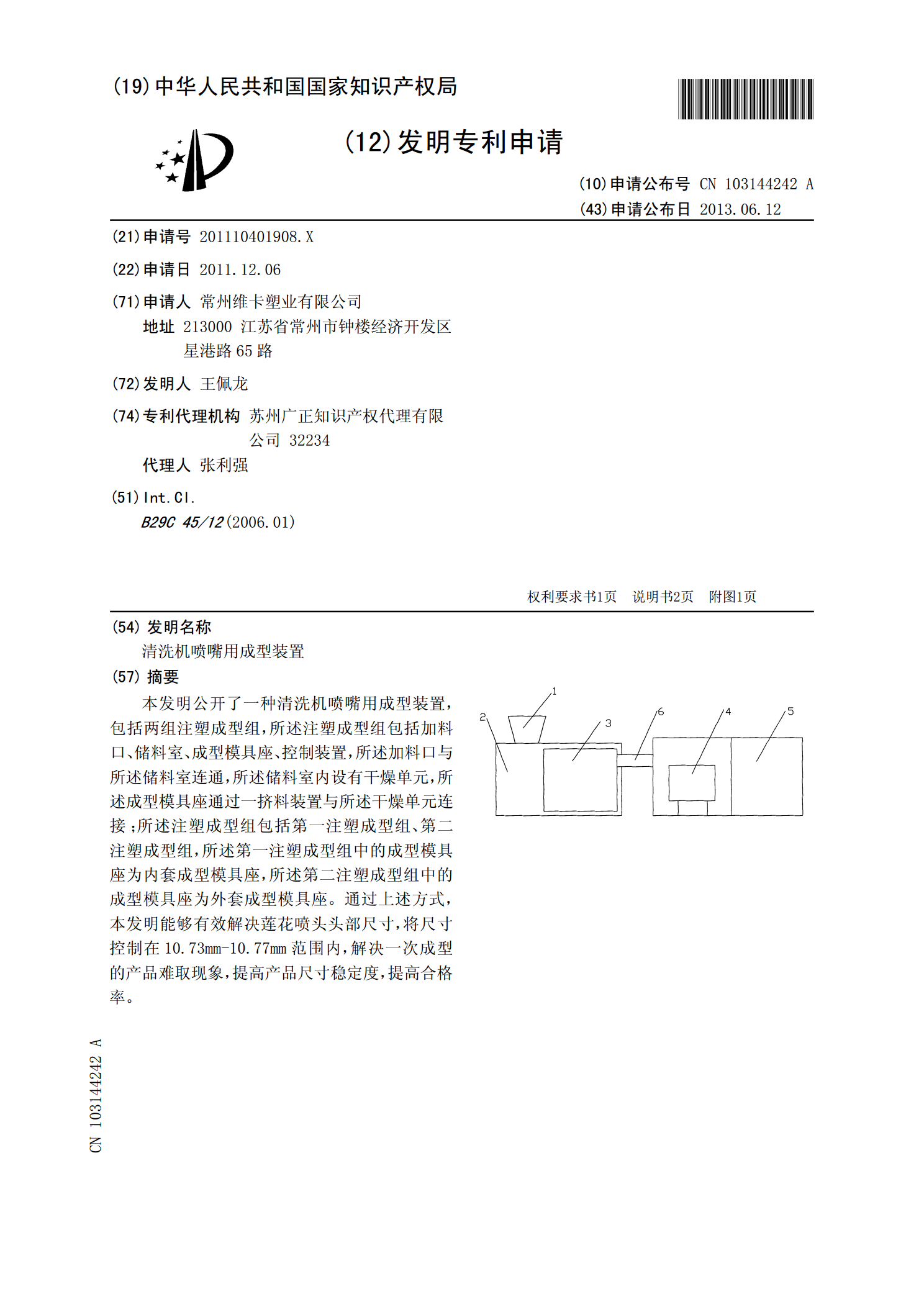
本发明公开了一种清洗机喷嘴用成型装置,包括两组注塑成型组,所述注塑成型组包括加料口、储料室、成型模具座、控制装置,所述加料口与所述储料室连通,所述储料室内设有干燥单元,所述成型模具座通过一挤料装置与所述干燥单元连接;所述注塑成型组包括第一注塑成型组、第二注塑成型组,所述第一注塑成型组中的成型模具座为内套成型模具座,所述第二注塑成型组中的成型模具座为外套成型模具座。通过上述方式,本发明能够有效解决莲花喷头头部尺寸,将尺寸控制在10.73mm-10.77mm范围内,解决一次成型的产品难取现象,提高产品尺寸稳定

改善单片清洗机的喷嘴工艺的方法、喷嘴清洗装置.pdf
本发明公开了一种改善单片清洗机的喷嘴工艺的方法和喷嘴清洗装置,该方法包括通过在湿法单片清洗机上安装一个装有清洗液的喷嘴清洗装置,在喷嘴清洗装置的清洗液中定时清洗喷嘴。该装置包括装有清洗液的清洗槽,所述清洗槽可将喷嘴插入其内的清洗液中对喷嘴进行清洗。该方法和装置能够去除堆积在湿法单片清洗机的喷嘴处的污染源、以及喷嘴残留药液形成的污染源,避开了在未进行晶片清洗作业时喷嘴的定时定量喷洒或预先喷洒化学药液时对周边环境的污染,以克服喷嘴的喷洒起始位置的工艺缺陷。

高压清洗机用喷嘴.pdf
本申请公开了一种高压清洗机用喷嘴,包括主体部,所述主体部沿轴线方向形成有一中空腔体,所述主体部上开设有2个喷射孔,该2个喷射孔对称分布于所述主体部两侧,所述2个喷射孔与所述腔体连通,所述2个喷射孔之间的夹角为154?158°,所述2个喷射孔相交形成的开口背离所述中空腔体。本发明两个喷射孔呈一定的夹角,在进入深孔进行清洗时可大大减少清洗盲点,提高产品质量,达到理想的清洗效果。

熔融沉积成型舱喷嘴出口照明装置.pdf
本发明公开了一种熔融沉积成型舱喷嘴出口照明装置,包括板式灯座支撑架和发光二极管;板式灯座支撑架通过所述上卡槽卡接在熔融沉积成型舱喷嘴出口风扇的上沿上;板式灯座支撑架的下端设置有“L”型灯座;“L”型灯座的水平部分与熔融沉积成型舱喷嘴出口相对应;“L”型灯座的水平部分设有灯座孔;灯座孔的上表面外沿设有环形凸台;发光二极管穿过灯座孔卡接在环形凸台上,并伸出到“L”型灯座的水平部分下表面;其有益效果是本发明不需借助外部光源即能为熔融沉积成型恒温舱喷嘴出口提供照明功能,在工作过程中能随时观察打印头喷嘴出口与工作台
喷嘴用遮雨装置.pdf
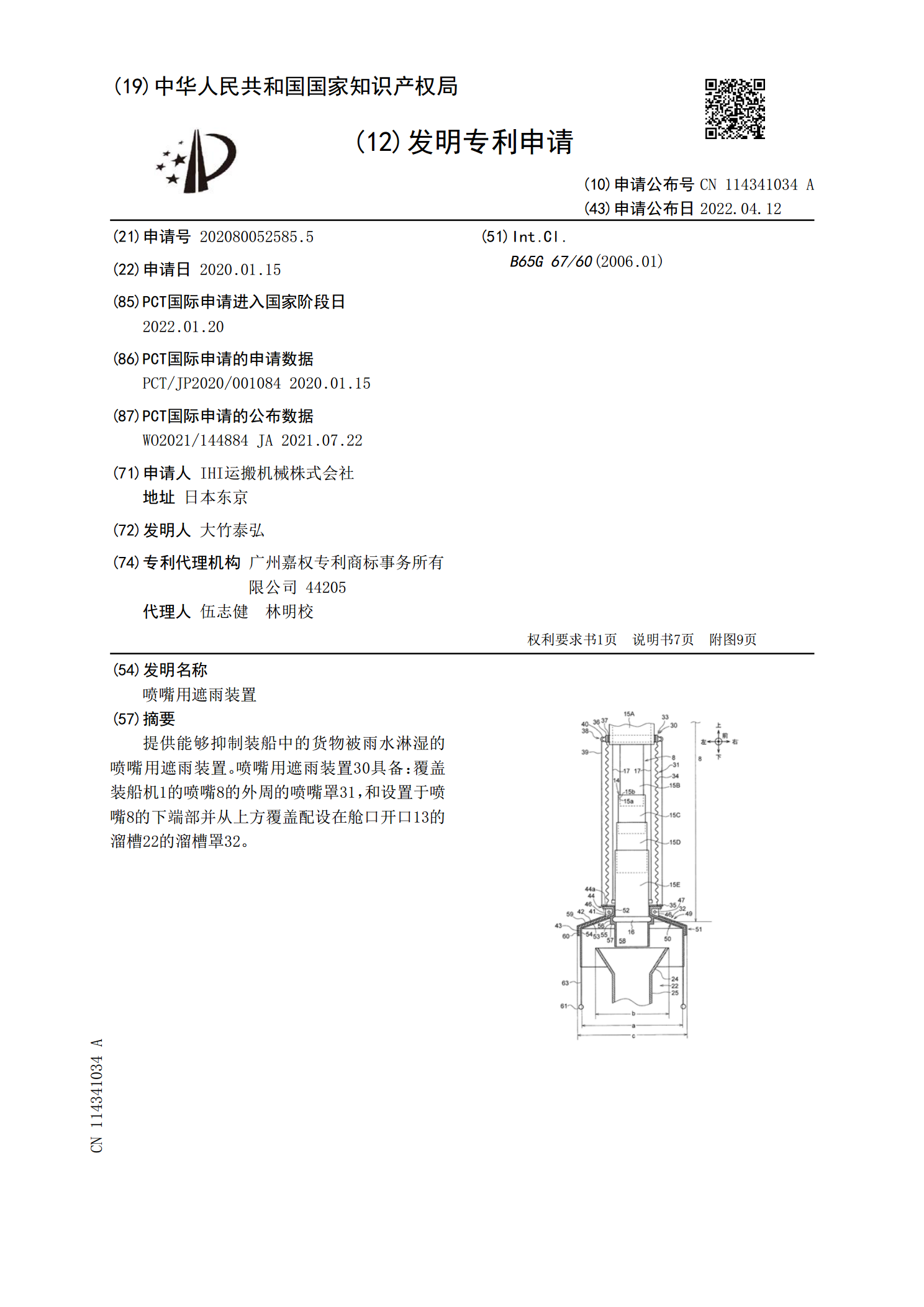
提供能够抑制装船中的货物被雨水淋湿的喷嘴用遮雨装置。喷嘴用遮雨装置30具备:覆盖装船机1的喷嘴8的外周的喷嘴罩31,和设置于喷嘴8的下端部并从上方覆盖配设在舱口开口13的溜槽22的溜槽罩32。